Un método y un aparato para formar un engrosamiento de borde a lo largo de un material de banda y un material de banda así formado.
Un metodo para producir un engrosamiento de borde continuo (18) a lo largo de una dirección de desplazamiento de una banda (2) de un material de película termoplastica transportado positiva y continuamente,
que se caracteriza porque el material de banda (2) esta plegado inicialmente 1800 al menos una vez a lo largo de su región de borde exterior desplazandose en la dirección de desplazamiento; porque, despues de dicho plegado, dicha banda (2) es desplazada, para la fijación de cada pliegue respectivo, un angulo alrededor de un rodillo o cilindro; porque, cada zona plegada respectiva es pasada a traves de un dispositivo para soldar para disponer una soldadura unificadora entre el/los pliegue/pliegues y el resto de la banda (2); porque, utilizando el calor residual acumulado en el material fundido y soldado, cada borde de la banda plegado y soldado respectivo, en su estado tensado, es movido alrededor de rodillos (9, 11), que reducen progresivamente la anchura del rodillo disponible y con formaciones en rampa en cada borde exterior respectivo, el borde plegado y soldado es deformado plasticamente formando un bucle que tiene una sección transversal circular o semicircular.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08167758.
Solicitante: PRONOVA AKTIEBOLAG.
Nacionalidad solicitante: Suecia.
Dirección: OLOFSDALSVAGEN 26 302 41 HALMSTAD SUECIA.
Inventor/es: JOSTLER, JAN, BRODEN, INGEMAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H45/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 45/00 Plegado de materiales delgados (especialmente concebidos para la fabricación o el tratamiento de productos especiales, ver las entradas apropiadas, p. ej. D06F 89/00). › longitudinalmente.
- B65H45/22 B65H 45/00 […] › Plegadoras longitudinales, es decir, para plegar los materiales en hoja paralelamente al sentido del desplazamiento.
PDF original: ES-2381395_T3.pdf
Fragmento de la descripción:
Un metodo y un aparato para formar un engrosamiento de borde a lo largo de un material de banda y un material de banda así formado.
Campo del invento El invento presente se refiere a un metodo y a un aparato para formar y producir uno o dos engrosamientos de borde a lo largo de una dirección de desplazamiento de un material de banda o de pelfcula.
El invento cubre tambien un material de banda o de pelfcula así formado.
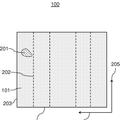
Mas precisamente, el invento presente engloba una formación positiva y continua de borde de los dos bordes laterales relativos a un material de banda o de pelfcula transportado, en la forma de un material de pelfcula termoplastica y, durante este plegado, la banda es de preferencia estirada y tensada a la vez.
Dentro del ambito del invento presente se encuentra un metodo y una disposición para formar y producir uno o dos engrosamientos a lo largo de cada borde longitudinal de un material de banda o de pelfcula en avance o desplazamiento mediante los pasos de plegar 1800 a lo largo de una lfnea de plegado una porción de pelfcula relativa al borde hacia un centro del material de pelfcula, dicho centro esta orientado en la dirección de avance, causando una unión a tope o contacto con una superficie correspondiente de la pelfcula.
En este caso, una porción de pelfcula alargada relativa al borde esta situada hacia una sección alargada del material de pelfcula y forma una capa de dos hojas, llamada un "pliegue" en la descripción siguiente.
Antecedentes del invento En la producción de paquetes, en la forma de bolsas que son fabricadas a partir de un material de banda o de pelfcula, tal como una pelfcula termoplastica, es una practica comun proporcionar una maquina para llenar bolsas con una cinta que presenta un numero de bolsas orientadas secuencialmente.
Dicha cinta de bolsas es producida como un producto semimanufacturado en la forma de cintas o de mangueras de piezas de partida, presentando varios grados de completación, para formar a partir de ella cintas de bolsas de tamafos diferentes, utilizando varias operaciones de perforación, corte y soldadura.
El invento presente describe la producción de una cinta de dicho producto semimanufacturado que necesita tratamiento adicional para una adaptación a una maquina para llenar un contenido o a un sistema para llenar bolsas.
Estas cintas de bolsas estan destinadas, junto con el llenado de la bolsa individual con su contenido o elementos deseados, en un primer paso, a pasar a traves de una maquina de llenado, para ser llenadas hasta un grado predeterminado o hasta el nivel óptimo, y a partir de entonces, en un segundo paso, ser cerradas para una distribución posterior directa o indirecta a un usuario terminal.
El invento presente describe pasos para la producción o semimanufacturación en la forma de un material de banda o de pelfcula alargada, plegada, que presenta engrosamientos relativos a los bordes, causando un refuerzo en los bordes, y cuyo producto semimanufacturado es tratado adicionalmente, tal como por medio de perforación, soldadura, etc., para formar un numero de bolsas o de sacos orientados secuencialmente como un producto semimanufacturado posterior en la forma de una construcción de cinta, adaptada a ser usada en un sistema para llenar bolsas.
Dicho un sistema para llenar bolsas con su maquina de llenado ha sido conocido previamente en la tecnica y es mostrado y descrito en la solicitud de patente internacional PCT/SE02/00661, publicada con el numero de serie WO 02/083506 A1.
Este sistema para llenar bolsas esta adaptado para usar un aparato para abrir y cerrar piezas de partida de paqueterfa o de bolsas formadas en sacos de diferentes maneras, dispuestas a lo largo de un material de banda o de pelfcula en secuencia, una despues de otra.
En la Figura 5 de esta publicación de patente se describe el uso de medios fiadores mecanicos (33a, 33b) , que estan dispuestos para guiar, en el desplazamiento de un material de banda o de pelfcula flexibles (20) a lo largo de dichos medios fiadores mecanicos, unos medios fiadores correspondientes (13a, 13b de la Figura 4a) dispuestos en los bordes superiores de dicho material de banda o de pelfcula tratado.
La Figura 4 describe el uso de miembros de gufa (35, 36) dispuestos para conducir o guiar las paredes en oposición del material de banda o de pelfcula una respecto a otra para abrir los sacos formados y guiar de vuelta las paredes hasta una posición adyacente entre sí para cerrar los sacos abiertos cuando el contenido o contenidos han sido suministrados a dicho saco.
La Figura 4a muestra una pieza de partida de empaquetamiento o de saco (26) , que esta suspendida de unos medios fiadores mecanicos (33) con un rebajo o canal (31) en el que estan situados los medios fiadores (13a, 13b) de la porción de borde del material de banda o de saco. Esos medios fiadores y el material de pelfcula o de banda intermedio han sido formados simultaneamente mediante un proceso de moldeo por inyección.
El lado inferior de dicho canal (31) tiene dispuesta una separación o una ranura (34) con una anchura de separación que impide a los medios fiadores (33) de las porciones de borde que pasen pero que permite que pasen ambas secciones de pared del material de banda. Se muestra aquí el saco (26) en un estado cerrado.
En la Figura 4b se ilustra el saco (26) en un estado abierto y los medios fiadores de cada porción de borde respectiva estan insertados en canales separados (31a, 31 b) , que estan situados en una relación de separación entre sf.
Cada sección de pared separada (21a, 21b) del material de banda pasa a traves de una separación o ranura (34) en la región inferior de los medios fiadores mecanicos.
La separación o ranura tiene una anchura que impide que los medios fiadores de la porción de borde pasen a traves de ella.
Resulta obvio que cada medio fiador (13a, 13b) relativo a su porción de borde superior del material de banda o de sección de pared esta formado de manera enteriza con su sección de pared y esta formado homogeneamente con su sección de pared.
Asf, el invento presente esta centrado en un metodo y una disposición para plegar una banda o porción de pelfcula relativa a los bordes a lo largo de una lfnea de plegado para tratar adicionalmente este "pliegue" formado, para realizar unos medios fiadores relativos al material de banda o de pelfcula y adyacentes a una abertura de la bolsa o del saco.
La formación de dichos medios fiadores esta basada en la caracterfstica de que dos bordes superiores de una bolsa, los bordes que forman una abertura, tienen dispuestas porciones de refuerzo o han sido engrosados. Se ha demostrado que el acceso al material de partida prefabricado es restrictivo o deficiente para formar dichas porciones de borde reforzadas o engrosadas en bolsas y/o material de cinta de termoplastico opcionales.
Una alternativa para ordenar especialmente la producción de cintas de bolsas o de sacos provistas con porciones de borde superior engrosadas puede ser afadir a dicho material para las bolsas dicho un refuerzo o un engrosamiento de los bordes mediante una operación o tratamiento de soldadura.
Dicho un tratamiento ha sido sin embargo rechazado debido a la falta de flexibilidad y a los altos costos relacionados involucrados en dicha solución.
En tal caso, con respecto a la flexibilidad, es necesario que se pueda producir o realizar bolsas mas o menos completadas o acabadas de diferentes tamafos, grosores de material y con otras propiedades, tales como, por ejemplo, con una sección de fondo que presente pliegues internos y/o con un dispositivo recerrable, uno de los diferentes tipos de, por ejemplo, los llamados "deslizables" (un tipo de dispositivo de cremallera de plastico) o "minigrips".
Una de las razones para esto es que siembre ha existido un riesgo de que el costo por paquete sea superior al necesario, debido a una gran demanda o consumo de material innecesarios, pero tambien a un riesgo de que la flexibilidad deseada sea insuficiente y, como un resultado, los costes sean mayores que de otra forma en el caso de que de tiempo en tiempo se necesite un paquete mayor o menor y que dicho un paquete no este disponible, en cuyo caso, el resultado puede ser entonces que una maquina permanezca parada, algo que es razonable que deba ser evitado a largo plazo, naturalmente.
El invento presente... [Seguir leyendo]
Reivindicaciones:
1. Un metodo para producir un engrosamiento de borde continuo (18) a lo largo de una dirección de desplazamiento de una banda (2) de un material de pelfcula termoplastica transportado positiva y continuamente, que se caracteriza porque el material de banda (2) esta plegado inicialmente 1800 al menos una vez a lo largo de su región de borde exterior desplazandose en la dirección de desplazamiento; porque, despues de dicho plegado, dicha banda (2) es desplazada, para la fijación de cada pliegue respectivo, un angulo alrededor de un rodillo o cilindro; porque, cada zona plegada respectiva es pasada a traves de un dispositivo para soldar para disponer una soldadura unificadora entre el/los pliegue/pliegues y el resto de la banda (2) ; porque, utilizando el calor residual acumulado en el material fundido y soldado, cada borde de la banda plegado y soldado respectivo, en su estado tensado, es movido alrededor de rodillos (9, 11) , que reducen progresivamente la anchura del rodillo disponible y con formaciones en rampa en cada borde exterior respectivo, el borde plegado y soldado es deformado plasticamente formando un bucle que tiene una sección transversal circular o semicircular.
2. Un metodo como se reivindica en la reivindicación 1, que se caracteriza porque se aplica un plegado de borde doble a dicho material de pelfcula o de banda termoplasticas, con un grosor de hasta 80 µm, y se le aplica un plegado de borde sencillo a los materiales de pelfcula mas gruesos.
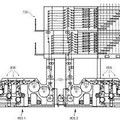
3. Un metodo como se reivindica en la reivindicación 1 6 la 2, que se caracteriza porque en la operación de soldadura, se emplean mordazas para soldar (14) , con movimiento de vaiven lineal hacia la y hacia fuera de la banda, cintas resistentes a la temperatura (15) , situadas a lo largo de las mordazas y situadas en la dirección longitudinal de la banda entre las mordazas y la banda, son movidas a una velocidad igual a la de la banda termoplastica (2) .
4. Un metodo como se reivindica en cualquiera de las reivindicaciones 1 -3, que se caracteriza porque la soldadura es realizada centralmente por encima de cada pliegue respectivo
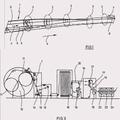
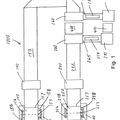
5. Una disposición para formar y producir al menos un engrosamiento de borde continuo (18) a lo largo de la dirección de desplazamiento de una banda (2) de un material de pelfcula termoplastica positiva y continuamente transportado, que se caracteriza porque esta incluye: a) al menos un carril para plegar y/o de gufa (4, 6) por engrosamiento de borde, para definir, durante el plegado inicial del borde del material de banda (2) transversalmente a 900 de la dirección de desplazamiento, el ancho de este en su transporte continuo en la dirección longitudinal en una cantidad que se corresponde con el tamafo del pliegue hacia el interior, estando disefados los carriles para plegar y/o de gufa (4, 6) , durante el transporte del material de banda (2) , para plegar la banda adicionalmente hacia dentro hasta un total de 1800 hacia una zona de la banda situada dentro del pliegue bajo la formación de una porción plegada sencilla o doblemente por lado del material de banda (2) , b) Un dispositivo para soldar (13) para fundir y soldar mutuamente entre sí las porciones de material plegado y estas porciones adyacentes del material de banda (2) , y c) rodillos para empatar o plegar bordes (9, 11) dispuestos seguidamente en la dirección de desplazamiento que presentan una anchura de rodillo que se reduce progresivamente y que tienen dispuestas formaciones en rampa en cada borde exterior respectivo para que estos, utilizando el calor residual acumulado en el material de pelfcula termoplastica despues de la operación de soldadura como un resultado de la deformación por el rodillo de las porciones de borde soldadas, formen engrosamientos de borde de sección transversal exterior circular o semicircular.
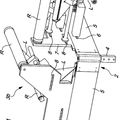
6. Una disposición como se reivindica en la reivindicación 5, que se caracteriza porque los carriles de plegado y/o los de gufa (4, 6) incluyen, en la dirección de desplazamiento del material de banda termoplastica, una porción inicialmente doblada un tanto hacia abajo y hacia fuera con relación al material de banda, pero a partir de allf sólo incluyen piezas de elementos planos coplanares con la banda y sus pliegues, al mismo tiempo que cada pliegue y/o carril de gufa (4, 6) respectivo, finalmente en la dirección de transporte del material de banda, presentan dos elementos planos coplanares con la banda con un doblado de 1800 con relación a las piezas de elementos planos.
7. Una disposición como se reivindica en la reivindicación 5 6 la 6, que se caracteriza porque los medios para fundir y soldar entre sí las porciones plegadas con el resto de la banda incluyen mordazas calentadas (14) dispuestas a ambos lados de la banda y son desplazables positivamente hacia el y hacia fuera del material de banda
(2) separadas de el por cintas sinffn resistentes a la temperatura (15) dispuestas en rodillos y cuya velocidad de operación es controlada para que se corresponda con la del material de pelfcula termoplastica.
8. Una disposición como se reivindica en cualquiera de las reivindicacione.
5. 7, que se caracteriza porque una unidad de aire caliente (12) esta dispuesta en asociación inmediata con el, e inmediatamente antes del, primer rodillo para empatar o plegar (11) .
Patentes similares o relacionadas:
Conjunto para plegar una película polimérica para máquinas para formar bolsas y similares, del 3 de Junio de 2020, de Ilapak Italia S.p.A: Un conjunto para plegar una película polimérica (F) para máquinas para formar bolsas y similares del tipo que comprende un marco fijo para soportar un cargador […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
 Procedimiento y dispositivo para la fabricación de envases compuestos de tipo recipiente, del 27 de Enero de 2016, de SIG TECHNOLOGY AG: Procedimiento para la fabricación de envases compuestos de tipo recipiente, en el que un material en forma de banda de un material compuesto, que contiene al menos […]
Procedimiento y dispositivo para la fabricación de envases compuestos de tipo recipiente, del 27 de Enero de 2016, de SIG TECHNOLOGY AG: Procedimiento para la fabricación de envases compuestos de tipo recipiente, en el que un material en forma de banda de un material compuesto, que contiene al menos […]
Dispositivo de plegado, del 15 de Abril de 2015, de Tecnau AB: Un dispositivo de plegado para plegar una banda de papel en la dirección longitudinal, que comprende: - un primer dispositivo de rodadura […]
 Prensa offset con papel continuo así como procedimiento para el funcionamiento de la prensa offset con papel contínuo, del 21 de Marzo de 2012, de KOENIG & BAUER AG: Prensa offset con papel continuo con un tiro (B; B') y con varias unidades de impresión en l por las que discurre el tiro (B; B') en dirección sustancialmente […]
Prensa offset con papel continuo así como procedimiento para el funcionamiento de la prensa offset con papel contínuo, del 21 de Marzo de 2012, de KOENIG & BAUER AG: Prensa offset con papel continuo con un tiro (B; B') y con varias unidades de impresión en l por las que discurre el tiro (B; B') en dirección sustancialmente […]
 APARATO PARA PLEGAR CINTAS DE MANERA ORDENADA, del 24 de Febrero de 2010, de S-TECH S.R.L: Un aparato para plegar cintas de manera ordenada, particularmente cintas alimentadas desde una bobina, comprendiendo al menos un primer montaje de plegado […]
APARATO PARA PLEGAR CINTAS DE MANERA ORDENADA, del 24 de Febrero de 2010, de S-TECH S.R.L: Un aparato para plegar cintas de manera ordenada, particularmente cintas alimentadas desde una bobina, comprendiendo al menos un primer montaje de plegado […]
PROCEDIMIENTO PARA ALIMENTAR SUB-BANDAS DE MATERIAL., del 1 de Febrero de 2006, de KOENIG & BAUER AKTIENGESELLSCHAFT: Procedimiento para alimentar una pluralidad de sub-bandas de material dispuestas unas al lado de otras a un aparato plegador, de modo que las sub-bandas […]
 APARATO Y METODO PARA LA CONVERSION SIMULTANEA DE MULTIPLES MATERIALES EN FORMA DE BANDA, del 16 de Diciembre de 2008, de THE PROCTER AND GAMBLE COMPANY: Un aparato para convertir materiales en forma de banda, comprendiendo el aparato: a) una primera estación desenrolladora de rollos adaptada para desenrollar un […]
APARATO Y METODO PARA LA CONVERSION SIMULTANEA DE MULTIPLES MATERIALES EN FORMA DE BANDA, del 16 de Diciembre de 2008, de THE PROCTER AND GAMBLE COMPANY: Un aparato para convertir materiales en forma de banda, comprendiendo el aparato: a) una primera estación desenrolladora de rollos adaptada para desenrollar un […]