PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN COMPONENTE CON UNA SUPERFICIE DE UN ASPECTO PREDETERMINADO.
Procedimiento para la fabricación de un componente con una superficie de aspecto predeterminado,
que contiene las etapas: - fabricación de un cuerpo de base en forma de placa con un lado superior, un lado inferior y al menos una superficie lateral que forma un ángulo de aproximadamente 90º con el lado superior y el lado inferior, e - impresión con chorro de tinta del lado superior y de al menos una superficie lateral, caracterizado porque al menos una superficie lateral es provista con un elemento de borde, el lado superior y la superficie lateral del elemento de borde son mecanizadas acabadas y son impresas con chorro de tinta después de la mecanización acabada, en el que un patrón aplicado a través de la impresión con chorro de tinta pasa continuamente desde el lado superior a la superficie lateral
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04012101.
Solicitante: INTERGLARION LIMITED.
Nacionalidad solicitante: Chipre.
Dirección: 2 ANDREA ZAKOU STREET 2404 ENGOMI, NIKOSIA CHIPRE.
Inventor/es: BAUER, JORG.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Mayo de 2004.
Clasificación Internacional de Patentes:
- B41J3/407D
- B44C5/04L
- B44F9/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B44 ARTES DECORATIVAS. › B44F DIBUJOS PARTICULARES. › B44F 9/00 Dibujos que imitan modelos naturales. › las vetas de la madera.
Clasificación PCT:
- B41J3/407 B […] › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41J MAQUINAS DE ESCRIBIR; MECANISMOS DE IMPRESION SELECTIVA, es decir, MECANISMOS QUE IMPRIMEN DE OTRA MANERA QUE NO SEA POR UTILIZACION DE FORMAS DE IMPRESION; CORRECCION DE ERRORES TIPOGRAFICOS (composición B41B; impresión sobre superficies especiales B41F; marcado para el lavado B41K; raspadores, gomas o dispositivos para borrar B43L 19/00; productos fluidos para corregir errores tipográficos por recubrimiento C09D 10/00; registro en materia de medidas G01; reconocimiento o presentación de datos, marcado de soportes de registro en forma numérica, p. ej. por punzonado, G06K; aparatos de franqueo o aparatos de impresión y entrega de tiquets G07B; conmutadores eléctricos para teclados, en general H01H 13/70, H03K 17/94; codificación en relación con teclados o dispositivos similares, en general H03M 11/00; emisores o receptores para transmisión de información numérica H04L; transmisión o reproducción de imágenes o de dibujos invariables en el tiempo, p. ej. transmisiones en facsímil, H04N 1/00; mecanismos de impresión especialmente adaptados para aparatos, p. ej. para cajas-registradoras, máquinas de pesar, produciendo un registro de su propio funcionamiento, ver las clases apropiadas). › B41J 3/00 Máquinas de escribir o mecanismos de impresión o de marcado selectivo caracterizados por la finalidad para la cual han sido construidos (máquinas de escribir criptográficas G09C 3/00). › para el marcado sobre materiales especiales (impresión sobre superficies especiales B41F 17/00).
- B44C5/04 B44 […] › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357892_T3.pdf

Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de un componente con una superficie de aspecto predeterminado de acuerdo con el preámbulo de la reivindicación 1.
Se conoce fabricar componentes en forma de placas a imprimir de tal manera que su lado superior se produce en una calidad directamente imprimible, por ejemplo se prensa libre de poros, se recubre con resina o también se provee con 5 una chapa de madera. El lado superior de un componente en forma de placa de este tipo es impreso entonces con chorro de tinta, para prestar al lado superior, por ejemplo, el aspecto de madera auténtica de alta calidad. Sobre las superficies laterales poco importantes se aplica a continuación un elemento marginal, por ejemplo un listón, cuyo lado superior está configurado gráficamente acabado. Después de la aplicación, por ejemplo pegado o encolado térmico del listón, debe mecanizarse finamente la zona de transición entre el listón marginal y el componente, con lo que es visible 10 en el componente acabado, respectivamente, que se trata de un componente provisto con un listón o bien un listón marginal.
En el documento WO 02/00449 A se describe una producción de componentes planos con aspecto superficial predeterminado, en la que sobre el lado superior y las superficies laterales de los componentes se pueden aplicar patrones a través de impresión con chorro de tinta. 15
Se conocen a partir del documento DE 100 31 030 A1, del que se parte en el preámbulo de la reivindicación 1, un procedimiento y un dispositivo para la producción de componentes planos con aspecto predeterminado de su superficie, en los que los componentes planos son impresos por medio de un procedimiento programable con respecto al aspecto resultante para la configuración de un patrón predeterminado. Por ejemplo, superficies que están constituidas de madera se pueden imprimir con un patrón, cuyas vetas corresponden a un tipo de madera predeterminado y cuya 20 superficie corresponde a un tono de color predeterminado. Con el procedimiento se pueden imprimir superficies tridimensionales.
Se conoce a partir del documento DE 195 32 724 A1 un dispositivo de impresión de varios colores, que contiene una cabeza de impresión que contiene el calor de impresión, por ejemplo cabeza de impresión de choro de tinta, y una instalación de guía para el objeto a imprimir, con la que se pueden imprimir objetos de altura discrecional porque la 25 distancia entre la unidad de impresión y la superficie de soporte para el objeto a imprimir es regulable.
En el documento EP 0 931 649 A2 se describe un dispositivo para la impresión de una superficie perfilada con topología compleja, que contiene una cabeza de impresión móvil, por ejemplo cabeza de impresión de choro de tinta, para la impresión de la superficie y un sensor, que detecta el contorno de la superficie. Una instalación de control activa la cabeza de impresión de tal forma que se mueve con relación a la superficie en función del contorno detectado, de 30 manera que la cabeza de impresión sigue el contorno de la superficie a una distancia predeterminada y la superficie es impresa de tal forma que desde la distancia predeterminada se aplica tinta de una manera uniforme sobre ella.
Un problema que se plantea en componentes que deben producirse con una superficie de aspecto predeterminado reside en que, por ejemplo, los componentes en forma de placa que con provisto con veteado de madera, no tienen el aspecto de placas de madera auténtica, puesto que sus superficies laterales lo mismo que la superficie superior son 35 impresas, en efecto, con un veteado de madera, pero los veteados de madera del lado superior y de las superficies laterales visibles no coinciden, de manera que el observador ve desde el principio que no se trata de una placa de madera maciza sino de una placa enchapada.
La invención tiene el cometido de solucionar la problemática anterior. La invención tiene, además, el cometido de indicar un procedimiento, con el que se pueden producir componentes de coste favorable con superficies de aspecto de alta 40 calidad.
Este cometido se soluciona con las características de la reivindicación 1.
Las reivindicaciones dependientes se refieren a formas de realización ventajosas y desarrollos del procedimiento de acuerdo con la invención.
A continuación se explica la invención con la ayuda de dibujos esquemáticos a modo de ejemplo y con otros detalles. 45
En este caso:
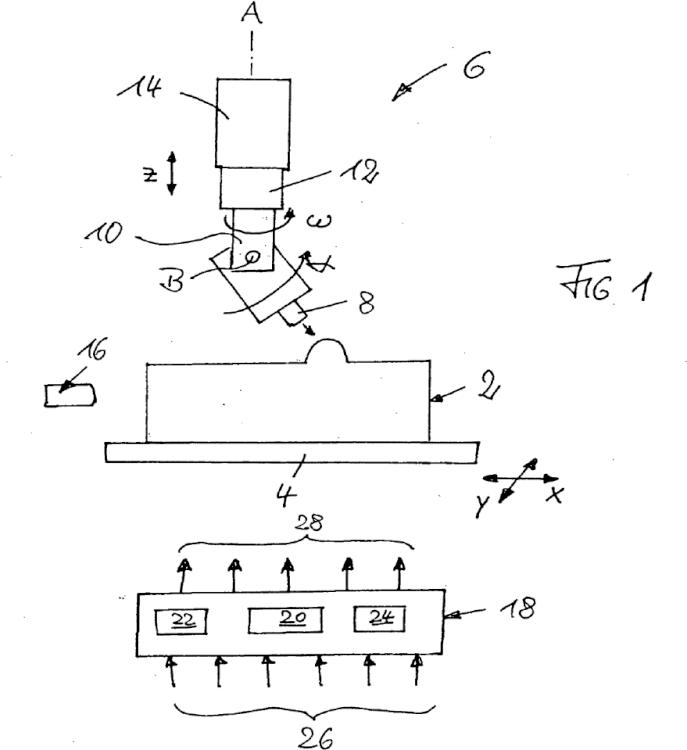
La figura 1 muestra una representación de principio de la estructura de un dispositivo para la realización del procedimiento de impresión con chorro de tinta de acuerdo con la invención.
La figura 2 muestra un diagrama de flujo para la explicación de la producción de un componente fabricado de acuerdo con el procedimiento de la invención. 50
La figura 3 muestra secciones parciales de componentes con diferentes bordes.
La figura 4 muestra vistas en perspectiva de cuerpos básicos estampados de forma diferente.
La figura 5 muestra esbozos para la explicación de la impresión con chorro de tinta.
La figura 6 muestra un componente fabricado de acuerdo con la invención.
La figura 7 muestra otro ejemplo de componentes fabricados de acuerdo con la invención, y
La figura 8 muestra otros componentes fabricados de acuerdo con la invención.
De acuerdo con la figura 1, un cuerpo básico 2 se encuentra sobre una placa de transporte 4, que se puede mover en 5 un plano que está perpendicularmente al plano del dibujo, es decir, en una dirección x e y, por medio de instalaciones de transporte no representadas. Sobre la placa de transporte 4 se encuentra una instalación de impresión de chorro de tinta 6, que contiene una cabeza de choro de tinta 8, que es pivotable en un brazo 10 alrededor de un eje B que está, en el ejemplo representado, perpendicularmente al plano del dibujo. El brazo 10 está retenido de forma pivotable en una consola 12 alrededor de un eje vertical 14 A, cuya consola 12 está alojada de forma desplazable telescópicamente de 10 nuevo con relación a un cilindro 14 en dirección Z. No se representan instalaciones de accionamiento para los movimientos pivotables y el desplazamiento telescópico.
La posición del cuerpo de base 2 es detectada por medio de una instalación de detección 16.
Para el control de los accionamientos y de la cabeza de impresión de chorro de tinta 8 está previsto un aparato de detección electrónico 18, que contiene un microprocesador 20 con memorias de programas y de datos 22, 24 15 correspondientes. Las entradas 26 del aparato de control 18 están conectadas con la instalación de detección 16; las salidas 28 están conectadas con las diferentes instalaciones de accionamiento y la cabeza de impresión de chorro de tinta.
En general, con la instalación descrita es posible mover la cabeza de impresión de chorro de tinta 8 con relación al cuerpo de base 2, de tal forma que la cabeza de impresión de chorro de tinta 8 cubre toda la superficie del cuerpo de 20 base 2, incluyendo sus superficies frontales manteniendo una distancia predeterminada entre la cabeza de impresión de chorro de tinta 8 y la superficie del cuerpo de base 2 y un ángulo predeterminado entre el chorro de tinta inyectado por la cabeza de impresión de chorro de tinta 8 y la superficie del cuerpo de base 2. Como se muestra claramente, de esta manera se pueden cubrir también proyecciones, entradas y otras irregularidades del cuerpo de base 2.
Para las instalaciones de accionamiento y de transporte, con las que se consiguen los movimientos relativos entre la 25 cabeza de impresión de chorro de tinta 8 y la superficie del cuerpo de base 2, existen diferentes posibilidades. El cuerpo de base 2 puede estar estacionario y la cabeza de impresión de chorro de tinta 8 se puede mover y pivotar. A la inversa, también la cabeza de impresión de chorro de tinta 8 puede estar estacionaria y el cuerpo de base 2 se puede pivotar y mover linealmente.
En el aparato de control 18 está memorizado un patrón a aplicar sobre el cuerpo de base 2, de tal forma que a capa 30 punto de la superficie del cuerpo de base 2 está asociado un píxel de tinta de acuerdo con la tanta y la cantidad. La finura del retículo (tamaño del píxel) se ajusta a los requerimientos y posibilidades técnicas. Para una asociación perfecta del elemento superficial que se encuentra en cada momento delante de la cabeza de impresión de chorro de tinta 8, se puede memorizar la geometría del cuerpo de base, en general, en el aparato de control 18, de tal manera que por medio de la instalación de detección 16 solamente debe detectarse una posición de referencia del cuerpo de base 2. 35 En una forma de realización... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un componente con una superficie de aspecto predeterminado, que contiene las etapas:
- fabricación de un cuerpo de base en forma de placa con un lado superior, un lado inferior y al menos una superficie lateral que forma un ángulo de aproximadamente 90º con el lado superior y el lado inferior, e 5
- impresión con chorro de tinta del lado superior y de al menos una superficie lateral,
caracterizado porque
al menos una superficie lateral es provista con un elemento de borde,
el lado superior y la superficie lateral del elemento de borde son mecanizadas acabadas y son impresas con chorro de tinta después de la mecanización acabada, en el que 10
un patrón aplicado a través de la impresión con chorro de tinta pasa continuamente desde el lado superior a la superficie lateral.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el patrón es un patrón de veteado de madera.
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque el lado superior o la superficie lateral se 15 provee con un patrón de veteado de madera, que corresponde a un corte a través de una madera maciza con una componente paralela al eje de los anillos anulares, y la superficie lateral o el lado superior se provee con un veteado de madera, que corresponde a un corte a través de una madera maciza con una componente perpendicular al eje de los anillos anuales.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la zona del borde del lado 20 superior o de la superficie lateral se recubre con un chorro de tinta dirigido de tal manera que se sombrea la zona del borde siguiente de la otra superficie lateral o del lado superior.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque el procedimiento de chorro de tinta se realiza de tal manera que la cantidad de tinta aplicada por unidad de área sobre la superficie es independiente de la curvatura de la superficie. 25
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque sobre el patrón fabricado a través de impresión con chorro de tinta se aplica una capa de protección.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque el componente en forma de placa se provee con un enchapado de madera antes de la impresión con chorro de tinta.
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque el enchapado de madera se matiza antes de 30 la impresión con chorro de tinta con un patrón en un color básico homogéneo.
9. Procedimiento de acuerdo con la reivindicación 7 u 8, caracterizado porque el enchapado de madera se provee antes de la impresión con chorro de tinta con una estampación mecánica.
10. Procedimiento de acuerdo con la reivindicación 9, caracterizado porque el enchapado de madera provisto con una estampación mecánica se rectifica antes de la impresión con chorro de tinta con una rugosidad predeterminada. 35
11. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque el cuerpo de base presenta una superficie de plástico, que es mecanizada antes de la impresión con chorro de tinta.
12. Procedimiento de acuerdo con una de las reivindicaciones 1 a 11, caracterizado porque en una etapa de trabajo antes de la impresión con chorro de tinta, se aplica una capa de imprimación sobre el componente a imprimir.
Patentes similares o relacionadas:
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Procedimiento y dispositivo de producción de una superficie estructurada, del 8 de Abril de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento de producción de una superficie decorativa en una pieza de trabajo con las siguientes etapas: - suministrar (S10) la pieza de trabajo , que […]
Procedimiento y dispositivo para producir una superficie decorativa, del 1 de Enero de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento para producir una superficie decorativa y estructurada con diferentes grados de brillo, que presenta los pasos siguientes: - alimentación de una pieza […]
 Revestimiento de suelos, paneles de suelo, método para su fabricación, del 28 de Agosto de 2019, de FLOORING INDUSTRIES LTD.: Procedimiento para la realización de paneles de suelo duro, en el que dichos paneles de suelo tienen una estructura laminada, en el que al menos en la superficie superior hay […]
Revestimiento de suelos, paneles de suelo, método para su fabricación, del 28 de Agosto de 2019, de FLOORING INDUSTRIES LTD.: Procedimiento para la realización de paneles de suelo duro, en el que dichos paneles de suelo tienen una estructura laminada, en el que al menos en la superficie superior hay […]
Conjunto de paneles, así como elemento de estampación y hoja de papel decorativo para la producción de un conjunto de paneles de este tipo, del 10 de Julio de 2019, de KAINDL FLOORING GMBH: Elemento de estampación para prever una estructura superficial en una placa dotada de una decoración , presentando el elemento […]
Procedimiento para la impresión de placas, del 8 de Febrero de 2019, de Xylo Technologies AG: Procedimiento para la impresión de placas, de forma particular paneles de pared, cubierta o suelos, que comprende las siguientes etapas en la secuencia indicada: (i) preparación […]
Panel laminado y método para fabricar un panel laminado, del 15 de Octubre de 2018, de Flooring Industries Limited, SARL: Panel laminado, en donde este panel consiste al menos en un sustrato y una decoración dispuesta sobre el mismo, protegida mediante […]
Procedimiento para la fabricación de un componente con una superficie de madera real impresa así como componente fabricado de acuerdo con el procedimiento, del 8 de Noviembre de 2017, de Kaindl Invest GmbH: Procedimiento para la fabricación de un componente con una superficie de madera real, que está impresa por medio de un procedimiento de impresión […]