CIP-2021 : B21D 51/18 : de recipientes, p. ej. bañeras, cubas, depósitos, fregaderos o similares.
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/18[2] › de recipientes, p. ej. bañeras, cubas, depósitos, fregaderos o similares.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/18 · · de recipientes, p. ej. bañeras, cubas, depósitos, fregaderos o similares.
CIP2021: Invenciones publicadas en esta sección.
Pieza inicial y herramienta de conformación para conformar un recipiente.
(12/08/2015) Pieza inicial (3C; 3D) para conformar un recipiente , comprendiendo la pieza inicial:
una parte central ;
un borde exterior ; y
una parte marginal entre el borde exterior y la parte central, comprendiendo dicha pieza inicial un radio que se extiende desde un centro C de la pieza inicial hasta el borde exterior, comprendiendo dicha parte marginal una serie de líneas de incisiones radiales que tienen una separación angular entre las respectivas líneas de incisiones radiales adyacentes,
comprendiendo dicha serie de líneas de incisiones una serie de primeras líneas de incisiones y una serie de segundas líneas de incisiones , teniendo cada una de dichas primeras líneas de incisiones una respectiva primera longitud (L5; L7) y teniendo cada una de dichas segundas líneas de incisiones una respectiva segunda longitud (L6; L8), siendo la primera…
MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA.
(30/07/2015). Ver ilustración. Solicitante/s: TINAJERO AGUIRRE, Luis Fernando. Inventor/es: TINAJERO AGUIRRE,Luis Fernando.
Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en una máquina-herramienta; tres piezas de fijación con el contorno de la carcasa, que van fijadas a la pieza base; tres piezas deslizables, con el contorno de la carcasa; y tres piezas de detención y posicionamiento de las tres piezas deslizables. El procedimiento presenta los pasos de: colocación de la pieza base en la máquina-herramienta; colocación de las tres piezas de fijación en la pieza base; colocación de la carcasa alrededor de la pieza base y de las piezas de fijación; colocación de las piezas deslizables y las piezas de detención y posicionamiento; rotación del mandril y del casco; deformación deseada del borde del casco mediante otra herramienta; y desensamble en orden inverso. del casco; deformación deseada del borde del casco mediante otra herramienta; y desensamble en orden inverso.
Disposición de útil para conformar un borde de cubeta en una pieza bruta de cubeta metálica.
(13/11/2013) Disposición de útil para conformar un borde de cubeta en una pieza bruta de cubeta metálica, que comprende
- una parte inferior de útil que presenta una primera placa de sujeción y un marco de elevación dispuestosobre dicha primera placa de sujeción , y
- una parte superior de útil que presenta una segunda placa de sujeción y un marco de estampación dispuesto sobre dicha segunda placa de sujeción ,
en donde el marco de elevación está compuesto de varias partes constituidas por listones y piezasangulares y está circunscrito por un marco de sujeción formado por listones de sujeción , y en donde elmarco de estampación está compuesto de varias partes formadas por elementos de marco…
Procedimiento y dispositivo para la fabricación de perfiles con sección transversal variable en la dirección longitudinal.
(06/11/2013) Procedimiento para la fabricación de perfiles con sección transversal variable en la dirección longitudinal, a partir de la preparación de una pletina, caracterizado por las etapas: transformación de la pletina a través de embutición profunda, de tal manera que a través de la embutición profunda se obtiene un perfil abierto en un lado con sección transversal variable en la dirección longitudinal y con dos pestañas que se distancian desde el perfil abierto en un lado; corte de las pestañas que se distancian desde el perfil abierto en un lado.
Procedimiento de cierre y máquina de cierre.
(05/08/2013) Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de calentamiento de alta frecuencia contra la pieza de trabajo que gira alrededor de un centro axial, caracterizado por el hecho de que:
un cuerpo principal de la matriz , que hace contacto con la pieza de trabajo , está formado de un metal no ferroso, mientras que un soporte que rodea el cuerpo principal de troquel está formado de un metal ferroso; y el soporte se somete a calentamiento por inducción mediante el dispositivo de calentamiento de atta frecuencia , mientras que el cuerpo principal de la matriz se calienta por transferencia de calor desde el soporte .
Perfil con sección transversal variable en la dirección longitudinal.
(03/07/2013) Perfil fabricado a partir de una pletina a través de embutición profunda, corte de pestañas y operaciones deflexión, con sección transversal cerrada y variable sobre la longitud con espesor de pared variable, en el que el perfilpresenta al menos una sección con un diámetro mayor, una cono de transición y una sección con undiámetro menor, en el que el perfil presenta una línea de costura de soldadura recta a lo largo de la al menos unasección con diámetro mayor, con cono de transición y con la sección con diámetro menor.
Producción de contenedores metálicos.
(28/03/2012) Máquina para la producción de contenedores metálicos con:
-una parte fija que incluye un bastidor principal que lleva primeros medios de ensamblaje ,
- medios de utillaje específicos para realizar para un tipo de pieza una operación de producción, seleccionados en una gama de medios de utillaje , que forman con los medios asociados específicos una unidadbloque individualizada que incluye una estructura portante , correspondiendo a la gama de los medios de utillaje una gama de unidades-bloque cuyas estructuras portantes llevan segundos medios de ensamblaje ,
- los primeros y segundos medios de ensamblaje aptos para ser ensamblados de modo desmontable, siendo llevada la unidad-bloque en el estado ensamblado de modo estable y desmontable…
MÉTODO PARA LA FABRICACIÓN DE TANQUES.
(11/01/2011) Método de fabricación de un tanque o revestimiento para el uso en un recipiente a presión, dicho método incluyendo las etapas de: a) formar una o varias placas metálicas en un tubo con un par de bordes opuestos uno enfrente del otro para formar una línea de junta longitudinal; y b) soldar por fricción-agitación los bordes opuestos juntos a lo largo de la línea de conexión; c) trabajar en frío al menos una parte de la región soldada por fricción- agitación; y d) tratar térmicamente el tubo a una temperatura por encima de la temperatura de recristalización después del trabajo en frío
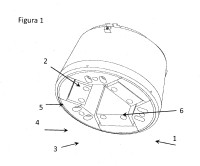
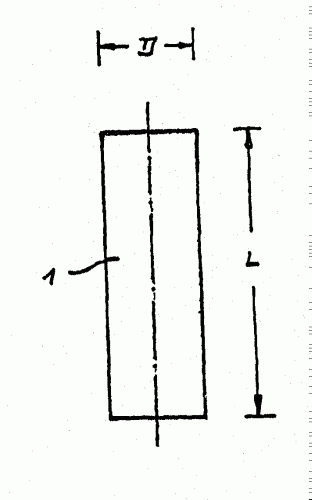
PROCEDIMIENTO PARA FABRICAR UN CUERPO HUECO COMO PRODUCTO SEMIACABADO PARA UN CRISOL O UN RODILLO DE FUNDICION.
(16/03/2007). Ver ilustración. Solicitante/s: KM EUROPA METAL AKTIENGESELLSCHAFT. Inventor/es: RIECHERT, FRED, WOBKER, HANS-GUNTER, DR..
Procedimiento para la fabricación de un cuerpo hueco cilíndrico de cobre o de una aleación de cobre como producto semiacabado para un crisol o un rodillo de fundición en el cual en primer lugar se funde un bloque cilíndrico, a continuación en estado caliente se recalca en dirección longitudinal dicho bloque , seguidamente se perfora y finalmente utilizando un mandril se deforma hasta la obtención de un cuerpo hueco, caracterizado porque tanto el recalcado como también el perforado se efectúan soportando radialmente el bloque permaneciendo un fondo en el bloque (1b) perforado y porque entonces el bloque (1b) perforado es ensanchado en diámetro (ID) interior y en diámetro (AD) exterior por medio de un mandril y finalmente el bloque (1c) mandrilado así ensanchado en toda su periferia mediante un mandril hasta formar el cuerpo hueco.
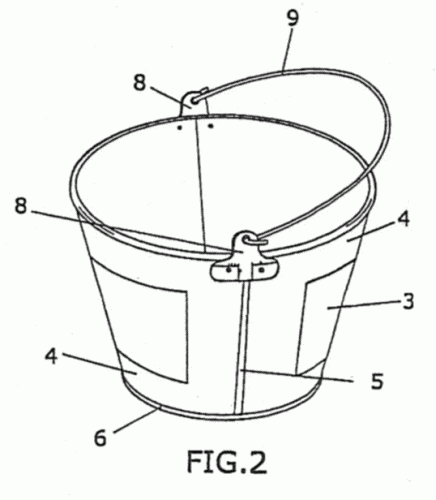
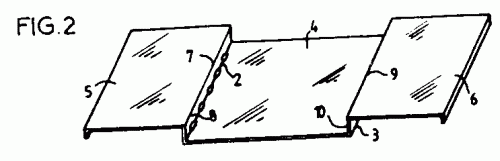
PROCEDIMIENTO DE FABRICACION DE CUBO DE CHAPA COMO SOPORTE PUBLICITARIO Y CUBO ASI OBTENIDO.
(16/06/2006). Ver ilustración. Solicitante/s: PUBLIGES COSTA, S.L. Inventor/es: COSTA BELENGUER,VICENTE.
Procedimiento de fabricación de cubo de chapa como soporte publicitario y cubo así obtenido. Procedimiento de fabricación de un cubo de chapa, sobre el que se dispone un motivo publicitario, procediendo en primer lugar a marcar sobre una lámina de chapa los moldes de las partes del cubo, se limpian y se litografía sobre ellos el motivo publicitario, sometiendo a la chapa a 200ºC, tras cada pasada de color, luego se troquelan, se unen las dos partes mediante un prensado, se une el fondo y dispone un cerquillo matado, rebordeando el borde superior y colocando unos soportes de las asas. Es objeto también de la invención el cubo obtenido mediante dicho procedimiento.
PROCEDIMIENTO DE REALIZACION DE UNA BOCA DE TONEL METALICO.
(01/07/2005). Ver ilustración. Solicitante/s: GALLAY S.A.. Inventor/es: CARAYON, JEAN-CLAUDE, BRUN, LUCIEN.
Procedimiento de realización de una boca de tonel metálico que consiste, especialmente, en conformar una chimenea sensiblemente cilíndrica por embutición de la pared del tonel, y en formar un fileteado en el interior de esta chimenea, reforzando exteriormente esta chimenea durante la realización de este fileteado, rodeando esta chimenea por un casquillo rígido o una estructura análoga, caracterizado porque este casquillo rígido o estructura análoga definen una superficie de tope anular cilíndrica.
PROCEDIMIENTO Y DISPOSITIVO DE REALIZACION SEMIAUTOMATICA IN SITU, DE DEPOSITOS METALICOS.
(16/04/2005) Procedimiento de realización in situ de depósitos metálicos cilíndricos de gran capacidad, a partir de bobinas de chapa que utiliza un medio se arrastre, de curvado y de paso de la banda de chapa así como unos medios de corte transversal , de acercamiento y de soldadura longitudinal de las bandas de chapa, que consiste en realizar las virolas por curvado, plegado progresivo en función del diámetro buscado, a medida que tiene lugar el arrastre y el desarrollado de la banda de chapa y en realizar sucesivamente las virolas de arriba hacia abajo realizando cada una de ellas directamente bajo la precedente arrastrando ésta en rotación por solidarización progresiva de la banda de chapa en curso de conformado, estando esta solidarización precedida de una puesta en apoyo también progresiva de la virola precedente sobre el canto de…
METODO Y PRODUCTO INTERMEDIO PARA PRODUCIR UN CUERPO HUECO, Y UN CUERPO PRODUCIDO POR DICHO METODO.
(01/02/2003). Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: RISCH, FRITZ.
Procedimiento para fabricar un cuerpo hueco de chapa, en particular de aluminio o de aleaciones de aluminio, con la siguiente fase: a) Preparación de un recorte de chapa plano ; caracterizado por las siguientes fases: b) Plegado y/o doblado de al menos un elemento intermedio de pared , que es configurado de una sola pieza con el recorte de chapa plano , en varias capas superpuestas; c) Colocación de unas junto a otras, preferentemente superposición con un cierto solape, y unión de zonas de borde del recorte de chapa ; d) Carga del recorte de chapa y del elemento intermedio de pared plegado con una alta presión interna hidráulica o neumática, de manera que el elemento intermedio de pared plegado se despliega libremente para formar el cuerpo hueco.
PROCEDIMIENTO Y DISPOSITIVO DE REALIZACION SEMIAUTOMATICA DE DEPOSITOS Y DE VIROLAS.
(16/06/1998). Solicitante/s: STCM SARL. Inventor/es: BRIANCON, COLBERT.
EL ARRASTRE Y EL RODAMIENTO DE UNA BANDA DE CHAPA PROCEDENTE DE UNA BOBINA SE OBTIENEN RESPECTIVAMENTE MEDIANTE DOS RODILLOS MOTORIZADOS , UNO DE LOS CUALES 832) ESTA EMPOTRADO CONTRA EL PRIMER POR UN GATO , Y POR UN RODILLO MOVIL SITUADO CORRIENTE ABAJO DE LOS DOS OTROS, CUYO DESPLAZAMIENTO ESTA ASEGURADO POR UNA GATO EN FUNCION DE LA CURVATURA A DAR A LA CHAPA 41). EL RADIO DE CURVATURA Y EL PASO DE LA BANDA DE CHAPA ESTAN CONTROLADOS RESPECTIVAMENTE POR UN DETECTOR DE CERCANIA Y POR UNA RUEDA CODIFICADORA.
PROCEDIMIENTO DE CONFORMACION DE UNA CHAPA EN AL MENOS UN DIEDRO CON CARAS INTERIORES ESMALTADAS Y RECINTO DE HORNO CORRESPONDIENTE.
(16/10/1997). Ver ilustración. Solicitante/s: MOULINEX S.A.. Inventor/es: PIERRE PECULLO, GUY,, MAUMY, MICHEL, JULES.
PROCEDIMIENTO DE CONFORMACION DE UNA CHAPA EN AL MENOS UN DIEDRO CON CARAS INTERIORES ESMALTADAS Y RECINTO DE HORNO CORRESPONDIENTE. EL PROCEDIMIENTO DE CONFORMACION ESTA CARACTERIZADO PORQUE SE PUNZONA LA CHAPA SEGUN UNA PRIMERA LINEA DE PUNZONADO DE MANERA QUE SE DIVIDA LA CHAPA EN DOS PARTES , SE PLIEGA SEGUN UNA LINEA DE PUNZONADO Y SEGUN UNA LINEA DE PLEGADO DE MANERA QUE SE CONSTITUYA UN BORDE ; SE APLICA SOBRE LAS CARAS INTERIORES UNA CAPA DE ESMALTE; LUEGO SE REPLIEGA EL CONJUNTO DE BORDE Y SEGUNDA PARTE SEGUN LA LINEA DE PUNZONADO DE MANERA QUE EL BORDE SE SUPERPONGA A LA BANDA PARA FORMAR UN PLIEGUE APLASTADO Y CONFORMAR ASI LAS DOS PARTES EN DIEDRO. APLICACION A LOS RECINTOS ESMALTADOS DE HORNO QUE COMPRENDEN UN FONDO Y DOS COSTADOS.
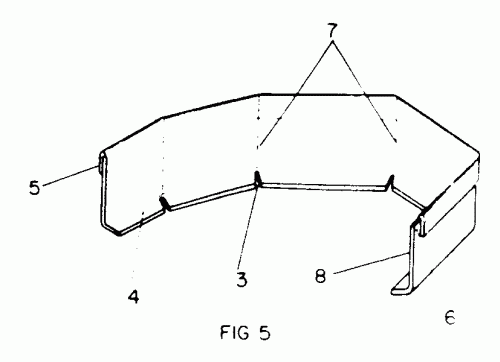
MEJORAS INTRODUCIDAS EN EL OBJETO DE LA PATENTE PRINCIPAL N 552.939 POR PROCEDIMIENTO PARA LA FABRICACION DE BANDEJAS PARA LA CONGELACION DE PESCADO.
(16/08/1989). Ver ilustración. Solicitante/s: MARRERO EREZ, REMEDIOS.
LA INVENCION SE REFIERE A UNAS MEJORAS INTRODUCIDAS EN EL OBJETO DE LA PATENTE PRINCIPAL N.G 5.
PROCEDIMIENTO PARA LA FABRICACION DE BANDEJAS PARA LA CONGELACION DE PESCADO.
(16/12/1986). Solicitante/s: MARRERO PEREZ,REMEDIOS.
PROCEDIMIENTO PARA LA FABRICACION DE BANDEJAS PARA LA CONGELACION DE PESCADO. COMPRENDE LAS ETAPAS DE: CONFORMAR O TROQUELAR UNA PLANTILLA DE CHAPA RECTANGULAR; PRACTICAR UNAS ESCOTADURAS REGULARMENTE DISPUESTAS EN UNA DE LAS ZONAS EXTREMAS LONGITUDINALES DE LA CHAPA; PRACTICAR UN DOBLEZ DE 180J EN LA OTRA ZONA LONGITUDINAL EXTREMA; DOBLAR LA ZONA LONGITUDINAL INFERIOR A 90J, EFECTUAR DOBLECES A 90J Y VERTICALES POR LAS ZONAS DE LAS ESCOTADURAS, CON LO CUAL, LOS EXTREMOS DE LA PLANTILLA, AL QUEDAR A TOPE, SE SUELDAN, QUEDANDO CONFORMADO EL CUERPO DE LA BANDEJA, EN EL CUAL LOS CORTES QUEDAN A INGLETE Y SE SUELDAN CONVENIENTEMENTE. TIENE APLICACIONES DOMESTICAS E INDUSTRIALES.
PERFECCIONAMIENTOS EN LA FABRICACION DE RECIPIENTES HUECOS DE PAREDES LAMINARES METALICAS Y RECIPIENTES OBTENIDOS.
(16/12/1985). Solicitante/s: PLANAS PEDRAGOSA,PEDRO.
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES HUECOS DE PAREDES LAMINARES METALICAS. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PARTE DE UNA PLANCHA METALICA Y EN EL TRANSCURSO DEL PROCESO DE FABRICACION DEL RECIPIENTE, SE DOBLA HACIA AFUERA LA ZONA SUPERIOR DE LA PARED LATERAL DE LA CHAPA METALICA DEL CITADO RECIPIENTE, CONFORMANDO UN DOBLADO PERIFERICO SUPERIOR DIRIGIDO HACIA FUERA Y HACIA ABAJO; SEGUNDA, EL CITADO DOBLADO PERIFERICO SUPERIOR SE PRENSA Y SE CONFORMA PARA CONSTITUIR, CON EL MISMO, UN NERVIO HUECO PERIFERICO DE REFUERZO Y DE APOYO COMPUESTO, POR LO MENOS, POR TRES RAMAS DOBLADAS, PREFERENTEMENTE INCLINADAS, DISPUESTAS ALREDEDOR DEL RESTO DE LA PARED UNITARIA LATERAL DEL RECIPIENTE.
PROCEDIMIENTO PARA LA FABRICACION DE BARRILES DE ACERO INOXIDABLE.
(01/08/1985). Solicitante/s: INDUSTRIAS METALURGICAS PORTAL, S.A..
PROCEDIMIENTO PARA FABRICAR BARRILES DE ACERO INOXIDABLE MEDIANTE EMBUTICION.COMPRENDE: A) FABRICAR LOS SEMICUERPOS SUPERIOR E INFERIOR DEL BARRIL, A PARTIR DE APLANADO, CORTADO A MEDIDA, EMBUTIDO Y REBORDEADO DE UNA CAPA DE ACERO INOXIDABLE AIS 304; B) REALIZAR LA BOCA DEL BARRIL, A PARTIR DEL CORTADO EN FLEJES DE UNA CHAPA DE ACERO INOXIDABLE AISI 304; C) CONSTRUIR LOS AROS SUPERIOR E INFERIOR DEL BARRIL A PARTIR DEL APLANADO Y CORTADO A MEDIDA DEL FLEJE; D) SOLDAR LAS BOCAS A LOS SEMICUERPOS, MEDIANTE UNA MAQUINA AUTOMATICA Y PROCESO TIG; E) SOLDAR LOS AROS A LOS SEMICUERPOS; F) SOLDAR LOS SEMICUERPOS ENTRE SI G) DECAPAR, PASIVAR Y SECAR EL BARRIL, PARA ELIMINAR LAS COLORACIONES QUE SE HUBIERAN PRODUCIDO Y CONSEGUIR UNA SUPERFICIE EXTERIOR CON BRILLO METALICO.
PROCEDIMIENTO PARA LA FIJACION MEDIANTE SOLDADURA DE UN ASA A LA TAPA METALICA DE UN ENVASE.
(01/02/1985). Solicitante/s: ORPELLA COLLET,ALBERTO.
PROCEDIMIENTO PARA LA FIJACION MEDIANTE SOLDADURAS DE UN ASA A LA TAPA METALICA DE UN ENVASE.CONSISTE EN: A) SOMETER A UNA ESTAMPACION POR LA CARA INFERIOR DE LA SUPERFICIE DE LA TAPA DEL ENVASE EN LA QUE VA A SER APLICADA Y SOLIDARIZADA EL ASA , QUE DA ORIGEN A UNA PAREJA DE NERVIOS SOBRE LA SUPERFICIE POSTERIOR DE LA CAPA METALICA DEL ENVASE, EN DONDE LA SEPARACION DE LOS NERVIOS O RESALTOS HA DE SER TAL QUE LAS PATILLAS EXTREMAS DEL ASA QUEDAN POSICIONADAS SOBRE LOS NERVIOS O RESALTOS Y DE UNA FORMA TRANSVERSAL A LOS MISMOS, DANDO LUGAR A UN CONTACTO ENTRE CADA NERVIO Y CADA UNA DE LAS CRESTAS INFERIORES DE LAS PATILLAS EXTREMAS ; Y B) SOLDAR POR PUNTOS LAS PATILLAS EXTREMAS DEL ADA Y SUPERFICIE DE LA TAPA METALICA DEL ENVASE.
PROCEDIMIENTO PARA EMBUTIR Y ESTIRAR EN PRENSA UN ARTICULO DE UNA PIEZA TROQUELADA PLANA.
(16/05/1980). Solicitante/s: ENVASES CARNAUD, S.A..
Procedimiento para embutir y estirar en prensa un artículo de una pieza troquelada plana, caracterizado porque comprende las fases de: proporcionar una chapa troquelada de acero, bajo en carbono, electroplastiada con estaño acabado mate que no tiene una capa de estaño-hierro entre el acero y el estaño; recubrir la pieza troquelada con un lubricante; forzar la pieza troquelada a través de un troquel de embutir para formar una copa poco profunda; forzar la copa poco profunda a través de un troquel de estiramiento en prensa de modo que el espesor del acero y del estaño en la pared lateral de la copa se reduzcan, alargándose la pared lateral para formar el artículo, fluyendo el estaño a través del troquel de estiramiento en prensa mientras conserva el lubricante para evitar la fractura del acero, aumentando la especularidad del estaño según pasa a través del troquel de estiramiento en prensa.
UN APARATO PERFECCIONADO PARA PRODUCIR UN DEPOSITO DE ALMACENAMIENTO DE GRAN DIAMETRO A PARTIR DE METAL EN BANDA.
(01/01/1978). Solicitante/s: ANCHORTANK, INC.
Un aparato perfeccionado para producir un depósito de almacenamiento de gran diámetro a partir de metal en banda, que comprende un conjunto de soporte dispuesto circularmente en una base para sostener una banda metálica verticalmente en una trayectoria helicoidal, medios para alimentar banda metálica a dicho conjunto de soporte sin realizar curvatura de borde de la banda, medios para alinear en un plano vertical el borde superior de la banda alimentada al conjunto de soporte bajo el borde inferior de la vuelta helicoidal inmediatamente situada sobre ella, y medios para soldar a tope entre sí los dos bordes verticalmente alineados.
PROCEDIMIENTO PARA LA FABRICACION DE DEPOSITOS METALICOS DE CUERPO CILINDRICO.
(16/11/1977). Solicitante/s: BATANERO BARONA,FERNANDO.
Resumen no disponible.
PROCEDIMIENTO PARA FORMAR UN CUERPO DE RECIPIENTE QUE TIENE UN ENGATILLADO LATERAL.
(01/03/1977). Solicitante/s: METAL BOX LIMITES.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA CONSTRUCCION DE DISPOSITIVOS PARA LA ALIMENTACION DE CERCOS REDONDEADOS DE CHAPA.
(01/01/1977). Solicitante/s: SCHMALBACH-LUBECA-WERKE , A. G.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE CUERPOS DE ENVASE TRONCOCONICOS.
(01/12/1976). Solicitante/s: LLAMAS VERDU,GINES.
FABRICACION DE CUERPOS DE ENVASE TRONCOCONICOS APILABLES. CONSISTE EN DOTAR DE UNAS ONDULACIONES ANULARES Y DE UN RESALTE TRIANGULAR A LA SUPERFICIE TRONCOCONICA DEL ENVASE, CUYO FONDO CIERRA CON UNA TAPA CAJEADA UNIENDOSE POR MEDIO DE UN REBORDE AGRAFADO . EL ENVASE SE REALIZA POR TROQUELADO A PARTIR DE UNA LAMINA DE HOJALATA. EN EL APILAMIENTO, EL RESALTE DESCANSA LIBREMENTE SOBRE EL REBORDE DE BORDONEADO.
PROCEDIMIENTO PARA LA CONSTRUCCION DE DEPOSITOS METALICOS.
(01/09/1976). Solicitante/s: GARCIA GARCIA,SALVADOR.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}