Procedimiento y dispositivo para la fabricación de perfiles con sección transversal variable en la dirección longitudinal.
Procedimiento para la fabricación de perfiles con sección transversal variable en la dirección longitudinal,
a partir de la preparación de una pletina, caracterizado por las etapas: transformación de la pletina a través de embutición profunda, de tal manera que a través de la embutición profunda se obtiene un perfil abierto en un lado con sección transversal variable en la dirección longitudinal y con dos pestañas que se distancian desde el perfil abierto en un lado; corte de las pestañas que se distancian desde el perfil abierto en un lado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05006677.
Solicitante: MUHR UND BENDER KG.
Nacionalidad solicitante: Alemania.
Dirección: IN DEN SCHLACHTWIESEN 4 57439 ATTENDORN ALEMANIA.
Inventor/es: KOPP, REINER, PROF. DR. ING., HAUGER,ANDREAS,DR.-ING, WIEDNER,CHRISTOPH,DIPL.-ING.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C37/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › de tubos cónicos.
- B21D22/22 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D22/26 B21D 22/00 […] › para hacer objetos de formas particulares, p. ej. de formas irregulares.
- B21D5/01 B21D […] › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › entre martillos y yunques o topes.
- B21D5/08 B21D 5/00 […] › utilizando rodillos de conformación (B21D 5/12 tiene prioridad).
- B21D51/18 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de recipientes, p. ej. bañeras, cubas, depósitos, fregaderos o similares.
PDF original: ES-2315754_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de perfiles con sección transversal variable en la dirección longitudinal.
La invención se refiere a un procedimiento para la fabricación de perfiles con sección transversal variable en la dirección longitudinal de acuerdo con el preámbulo de la reivindicación 1. Se conoce a partir del documento DE 196 04 368 C2 un procedimiento para la fabricación de un tubo con secciones de diferente configuración de la sección transversal, en el que se fabrica una pletina en forma del desarrollo del tubo posterior con una zona de base rectangular y secciones que se conectan en ella de anchura diferente, y se dobla redonda la zona de base bajo la configuración de zonas que se solapan en las secciones restantes, en el que a continuación se ensanchan las secciones restantes para estirar las zonas que se solapan. A continuación se puede soldar el tubo a lo largo de una costura.
La invención se refiere igualmente a un dispositivo para la fabricación de tales perfiles de acuerdo con el preámbulo de la reivindicación 13.
Se conoce a partir del documento DE 196 04 357 A1 un procedimiento para la fabricación de tubos con secciones longitudinales de diferente espesor de pared, en el que una chapa laminada con diferente espesor de pared en la dirección longitudinal en transformada en dos operaciones de flexión en un tubo con sección transversal esencialmente uniforme en la dirección longitudinal.
Se conoce a partir del documento EP 0 133 705 B1 otro procedimiento para la fabricación de tubos con diferente espesor de pared en la dirección longitudinal, en el que de la misma manera se dobla redonda una chapa de partida con espesor variable sobre la longitud en varias operaciones de flexión, en el que el tubo resultante debe tener un diámetro interior constante.
Se conoce a partir del documento JP59-179228 A fabricar por medio de parejas de cilindros de moldeo, que llevan diferentes secciones excéntricas a lo largo de sus ejes, que se complementan por parejas, perfiles con sección transversal abierta libre de receso, variable sobre la longitud. Los flancos laterales de estos perfiles están necesariamente perpendiculares sobre un plano que contiene el fondo de estos perfiles.
Se conoce a partir del documento US 4 971 239 A moldear a partir de un corte de chapa de forma trapezoidal en primer lugar en un primer proceso de flexión un perfil en U de anchura constante con profundidad variable constante sobre la longitud y fabricar a continuación en un segundo proceso de flexión a partir del perfil en U un tubo ovalado con flancos paralelos y con altura variable constante sobre la longitud, que se suelda a continuación en la dirección longitudinal.
La presente invención, partiendo de ello, tiene el cometido de preparar un procedimiento favorable nuevo para la fabricación de perfiles con sección transversal variable sobre la longitud.
La solución consiste en un procedimiento que, a partir de la preparación de una placa, se caracteriza por las etapas:
transformación de la pletina a través de embutición profunda, de tal manera que a través de la embutición profunda se obtiene un perfil abierto en un lado con sección transversal variable en la dirección longitudinal y con dos pestañas que se distancian desde el perfil abierto en un lado;
corte de las pestañas que se distancias desde el perfil abierto en un lado.
El dispositivo de acuerdo con la invención se define en la reivindicación 13. Una instalación para la fabricación de perfiles cerrados se define en la reivindicación 14.
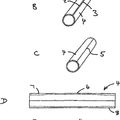
De acuerdo con el procedimiento con las etapas de acuerdo con la invención mencionadas anteriormente, en un troquel de embutición profunda se obtiene un perfil abierto con sección transversal diferente sobre la longitud y con pestañas que se distancian desde el perfil abierto en un lado, que están cortadas con preferencia rectas.
Para la embutición profunda, se empotra la pletina a lo largo de dos zonas laterales paralelas en un útil de embutición profunda, que comprende dos paredes paralelas y dos dispositivos de retención que tensan la pletina. Una estampa insertable entre las paredes tiene una sección transversal variable sobre la longitud, que durante la embutición profunda genera la sección transversal correspondiente del perfil a formar. Entre las paredes y los dispositivos de retención permanecen pestañas que se distancian desde el perfil abierto, que se deforman a través de la fluencia del material durante la embutición profunda. Es necesario que se corten a continuación las pestañas que se distancian desde el perfil para eliminar, durante la embutición profunda, las irregularidades que se producen de forma inevitable en las pestañas. En este caso está previsto especialmente que las pestañas sean cortadas rectas en paralelo a la dirección longitudinal, para formar partes integrales del perfil. Un perfil de este tipo se puede aplicar, por ejemplo, para el refuerzo de una chapa plana con pestañas en esta chapa y se puede conectar con ésta. La sección transversal del perfil, diferente sobre la longitud, puede conducir en este caso a rigideces de forma variables de forma selectiva de la chapa reforzada. De una manera alternativa, las pestañas son retiradas totalmente durante el corte, de manera que solamente permanece una zona de perfil abierto.
Después de una etapa siguiente, está previsto que el perfil abierto en un lado sea transformado, después del corte de las pestañas, aproximadamente paralelo a la dirección longitudinal en un troquel de flexión, para modificar la sección transversal del perfil abierto. También en este caso se obtiene un perfil con forma de la sección transversal variable sobre la longitud. La forma definitiva del perfil se puede obtener, según el caso de aplicación, a partir de la resistencia requerida del producto o a partir de las relaciones espaciales disponibles.
De acuerdo con una forma de realización especial del procedimiento, puede estar previsto que el perfil sea cortado recto en paralelo a la dirección longitudinal y sea transformado en un troquel de flexión hasta que los cantos longitudinales se unen a tope entre sí, para formar un perfil cerrado en la sección transversal con una línea de costura recta. Esta línea de costura se suelda, en general, a continuación. El desarrollo puramente lineal de la línea de costura simplifica la realización de la soldadura, puesto que el foco de soldadura se puede mantener inalterado con respecto a dos coordenadas durante el proceso de soldadura.
De acuerdo con una forma de realización alternativa a ella, está previsto que el perfil sea cortado en la dirección longitudinal con diferente anchura y sea transformado en un troquel de flexión, hasta que los cantos longitudinales se unen a tope entre sí, para formare un perfil cerrado en la sección transversal con una línea de costura que se extiende tridimensional. En este caso, se puede transformar el perfil abierto en un lado, fabricado en el troquel de embutición profunda, por medio de la forma predeterminada por el troquel de flexión para obtener un perfil simétrico, de manera que se obtiene un cuerpo de perfil simétrico al menos con respecto a un plano medio longitudinal, con preferencia un cuerpo de perfil simétrico axial. Éste se suelda a continuación a lo largo de su línea de costura espacial. La línea de costura se extiende en este caso, sin embargo, en el espacio de tal forma que durante la soldadura, el foco de soldadura debe variarse al menos a lo largo de dos coordenadas, estando dispuestas estas coordenadas con preferencia en un plano radial a través del eje longitudinal.
Además de la resistencia variable del perfil, ajustada de una manera selectiva a través de la conformación, se puede ejercer una influencia adicional sobre la resistencia a la flexión o a la torsión del perfil porque se utiliza una pletina con espesor variable en la dirección longitudinal o una pletina con espesor variable perpendicularmente a la dirección longitudinal como material de partida. Como pletinas se utilizan en este caso los llamados Taylor Rolled Blanks, que se pueden cortar, por ejemplo, a partir de material de banda, que se fabrica de acuerdo con la llamada laminación flexible. Los perfiles fabricados de acuerdo con la invención, que se pueden empleare como piezas de soporte en la construcción de automóviles, se pueden adaptar de esta forma de una manera especialmente favorable a los requerimien-tos... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de perfiles con sección transversal variable en la dirección longitudinal, a partir de la preparación de una pletina, caracterizado por las etapas:
transformación de la pletina a través de embutición profunda, de tal manera que a través de la embutición profunda se obtiene un perfil abierto en un lado con sección transversal variable en la dirección longitudinal y con dos pestañas que se distancian desde el perfil abierto en un lado;
corte de las pestañas que se distancian desde el perfil abierto en un lado.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque a través de la embutición profunda se forma una zona perfilada esencialmente en forma de U con pestañas que se distancian aproximadamente en ángulo recto.
3. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque las pestañas son retiradas totalmente durante el corte.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el perfil abierto en un lado se modifica a continuación en la sección transversal mediante operaciones de flexión.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque el perfil es transformado en un perfil cerrado con cantos longitudinales que se unen a tope.
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque el perfil es transformado de tal manera que los cantos longitudinales se unen a tope en una línea de costura recta.
7. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque el perfil es transformado de tal manera que los cantos longitudinales se unen a tope en una línea de costura que se extiende tridimensional.
8. Procedimiento de acuerdo con una de las reivindicaciones 6 ó 7, caracterizado porque el perfil se cierra en la sección transversal a través de soldadura a lo largo de la línea de costura.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque se utiliza una pletina (31) con espesor variable en la dirección longitudinal del perfil a formar.
10. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque se utiliza una pletina (31) con espesor variable perpendicularmente a la dirección longitudinal del perfil a formar.
11. Procedimiento de acuerdo con una de las reivindicaciones 5 a 10, caracterizado porque el perfil cerrado se transforma a través de fuerzas externas al menos por secciones en la sección transversal.
12. Procedimiento de acuerdo con una de las reivindicaciones 5 a 10, caracterizado porque el perfil cerrado se transforma a través de presión interior al menos por secciones en la sección transversal.
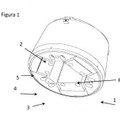
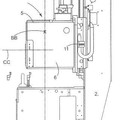
13. Dispositivo para la fabricación de perfiles con sección transversal variable en la dirección longitudinal, caracterizado por un troquel de embutición profunda (11) con dos paredes (12, 13) y dos dispositivos de retención (20, 21), entre los cuales se forma un intersticio (14) longitudinal más profundo, así como con una estampa (15) desplazable en el intersticio con sección transversal variable en la dirección longitudinal.
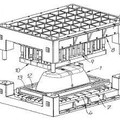
14. Instalación para la fabricación de perfiles cerrados con sección transversal variable en la dirección longitudinal, que comprende un dispositivo de acuerdo con la reivindicación 13 y un segundo dispositivo, que presenta un troquel (51), con un útil inferior (52) de una pieza con una cavidad (54) en forma de canal con sección transversal variable en la dirección longitudinal y con un útil superior (53) con una cavidad (55) en forma de canal con sección transversal variable en la dirección longitudinal.
Patentes similares o relacionadas:
 Pieza inicial y herramienta de conformación para conformar un recipiente, del 12 de Agosto de 2015, de GRAPHIC PACKAGING INTERNATIONAL, INC.: Pieza inicial (3C; 3D) para conformar un recipiente , comprendiendo la pieza inicial:
una parte central ;
un borde exterior ; y
una parte marginal […]
Pieza inicial y herramienta de conformación para conformar un recipiente, del 12 de Agosto de 2015, de GRAPHIC PACKAGING INTERNATIONAL, INC.: Pieza inicial (3C; 3D) para conformar un recipiente , comprendiendo la pieza inicial:
una parte central ;
un borde exterior ; y
una parte marginal […]
 MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]
MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]
 Disposición de útil para conformar un borde de cubeta en una pieza bruta de cubeta metálica, del 13 de Noviembre de 2013, de FRANZ KALDEWEI GMBH & CO.KG: Disposición de útil para conformar un borde de cubeta en una pieza bruta de cubeta metálica, que comprende
- una parte inferior de útil […]
Disposición de útil para conformar un borde de cubeta en una pieza bruta de cubeta metálica, del 13 de Noviembre de 2013, de FRANZ KALDEWEI GMBH & CO.KG: Disposición de útil para conformar un borde de cubeta en una pieza bruta de cubeta metálica, que comprende
- una parte inferior de útil […]
 Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]
Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]
Perfil con sección transversal variable en la dirección longitudinal, del 3 de Julio de 2013, de MUHR UND BENDER KG: Perfil fabricado a partir de una pletina a través de embutición profunda, corte de pestañas y operaciones deflexión, con sección transversal cerrada […]
 Producción de contenedores metálicos, del 28 de Marzo de 2012, de SABATIER SAS: Máquina para la producción de contenedores metálicos con:
-una parte fija que incluye un bastidor principal que lleva primeros medios de ensamblaje […]
Producción de contenedores metálicos, del 28 de Marzo de 2012, de SABATIER SAS: Máquina para la producción de contenedores metálicos con:
-una parte fija que incluye un bastidor principal que lleva primeros medios de ensamblaje […]
 MÉTODO PARA LA FABRICACIÓN DE TANQUES, del 11 de Enero de 2011, de LUXFER GROUP LIMITED: Método de fabricación de un tanque o revestimiento para el uso en un recipiente a presión, dicho método incluyendo las etapas de: a) formar una o […]
MÉTODO PARA LA FABRICACIÓN DE TANQUES, del 11 de Enero de 2011, de LUXFER GROUP LIMITED: Método de fabricación de un tanque o revestimiento para el uso en un recipiente a presión, dicho método incluyendo las etapas de: a) formar una o […]
SECADORA, del 28 de Noviembre de 2011, de ARCELIK ANONIM SIRKETI: Secadora que comprende una cuba y un tambor dispuesto en el interior de la cuba , que gira alrededor de su propio eje horizontal, y caracterizada […]