Producción de contenedores metálicos.
Máquina (1) para la producción de contenedores metálicos con:
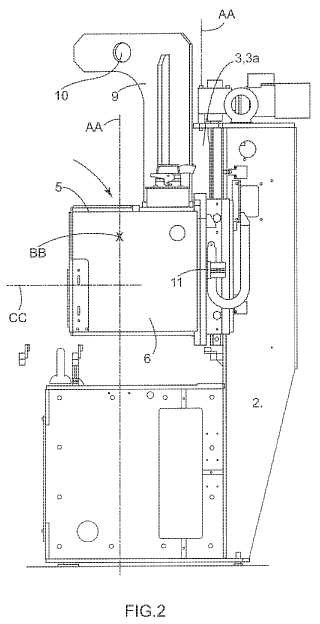
-una parte fija (2) que incluye un bastidor principal (3) que lleva primeros medios de ensamblaje (7),
- medios de utillaje (4) específicos para realizar para un tipo de pieza una operación de producción, seleccionados en una gama de medios de utillaje (4), que forman con los medios asociados específicos una unidadbloque (5) individualizada que incluye una estructura portante (6), correspondiendo a la gama de los medios de utillaje (4) una gama de unidades-bloque (5) cuyas estructuras portantes llevan segundos medios de ensamblaje (8),
- los primeros y segundos medios de ensamblaje (8) aptos para ser ensamblados de modo desmontable, siendo llevada la unidad-bloque en el estado ensamblado de modo estable y desmontable por la parte fija (2), o
bien desensamblados, siendo la unidad-bloque (5) en el estado desensamblado disociada de la parte fija (2),
- primeros medios de cogida de una unidad-bloque (5) aptos para cooperar con segundos medios de cogida desplazables para manipular la unidad-bloque (5) entre sus estados ensamblado y desensamblado.
- medios de llegada, de mantenimiento y de evacuación de las piezas que hay que producir, en producción y producidas, medios de accionamiento de los medios de utillaje (4) y medios de mando,
- primeros y segundos medios complementarios de conexión eléctrica o fluídica, de montaje y desmontaje rápidos, de la parte fija (2) y de una unidad-bloque (5).
- medios de guía (20a, 20b), respectivamente en la parte fija (2) y en cada una de las unidades-bloque (5), que participan en el posicionamiento de la unidad-bloque (5) con respecto a la parte fija (2), con miras al ensamblaje de la unidad-bloque (5) a la parte fija (2) en la posición deseada.
- caracterizada por el hecho de que los primeros medios de ensamblaje (7) y los segundos medios de ensamblaje (8) son funcionalmente del tipo de apoyo por gravedad resultante del peso de la unidad-bloque (5), sin necesidad de órganos de apriete positivo tales como pernos, siendo realizado su ensamblaje y su desensamblaje por un desplazamiento relativo al menos para parte al menos sensiblemente vertical, y son cada uno en varias partes (7a, 8a) funcionalmente distintas, separadas una de otra en una posición relativa fija, siendo elegida la separación para contribuir a la estabilidad del ensamblaje, estando separadas una de otra partes funcionalmente distintas (7a) de los primeros medio de ensamblaje (7) con respecto a un plano transversal vertical del bastidor principal (3) y/o a lo largo de una dirección vertical, siendo separadas una de otra partes funcionalmente distintas (8a) de los segundos medios de ensamblaje (8) con respecto a un plano transversal vertical de la estructura portante
(6) y/o a lo largo de una dirección vertical, siendo supuesta la unidad-bloque (5) en el estado ensamblado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10153897.
Solicitante: SABATIER SAS.
Nacionalidad solicitante: Francia.
Dirección: 31 AVENUE DE ROME 13127 VITROLLES FRANCIA.
Inventor/es: GEISSE,GREGORY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de recipientes, p. ej. bañeras, cubas, depósitos, fregaderos o similares.
- B21D51/26 B21D 51/00 […] › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
PDF original: ES-2385733_T3.pdf
Fragmento de la descripción:
Producción de contenedores metálicos.
La invención concierne a una máquina para la producción de contenedores metálicos de acuerdo con el preámbulo de la reivindicación 1 y a un procedimiento para la producción de contenedores metálicos de acuerdo con el preámbulo de la reivindicación 24.
Tal máquina y tal procedimiento están descritos en el documento WQ-A-2007014668.
Se conocen ya máquinas destinadas a la producción de contenedores metálicos tales como cajas, bidones, cacerolas, calderos o antólogo, así como los procedimientos de sus puestas en práctica.
Así, en una realización conocida, tal máquina comprende típicamente:
una parte fija que incluye un bastidor principal, medios de utillaje específicos, llevados por el bastidor principal de manera operativa móvil, dispuestos de manera desmontable, aptos para realizar para un tipo determinado de pieza una operación determinada de producción, seleccionados en una gama de medios de utillaje aptos para realizar para los diferentes tipos de piezas las diferentes operaciones de producción requeridas, y medios de llegada, de mantenimiento y de evacuación de las piezas que hay que producir, en producción y producidas, medios de accionamiento de los medios de utillaje, y medios de mando.
La máquina comprende por consiguiente medios de utillaje adaptados a un tipo determinado de pieza (caracterizado por ejemplo por la forma y/o el tamaño) y a una operación determinada de producción tal como conformación, eliminación de material, soldadura u otro.
El documento WO 01/47653 describe una máquina especialmente adaptada a la producción de cajas metálicas.
En función del tipo determinado de pieza de que se trate y de la operación determinada de producción que hay que realizar, el operario selecciona los medios de utillaje adaptados y les asocia a la parte fija de la máquina. Cuando se trata por ejemplo de cambiar de formato, el operario disocia los medios de utillaje específicos, entonces en posición y correspondientes al formato precedentemente concernido, de los medios de mando -por ejemplo de leva -para instalar y ensamblar los medios de utillaje específicos correspondientes al nuevo formato deseado.
Esta disociación y esta instalación -ensamblaje -son generalmente complejas y largas, lo que se revela ser un problema cuando, como es a veces el caso, se desea una producción con un alto grado de flexibilidad, por ejemplo porque las series homogéneas de producción son relativamente pequeñas. En tal caso, en efecto, el operario es solicitado frecuentemente, los tiempos de parada de la máquina son importantes y su cadencia cae.
De acuerdo con el documento FR-A-2842445, se propone realizar una máquina lineal a partir de una cinta transportadora que forma una unidad de base a la cual son asociados en diferentes puntos del recorrido postes o módulos de tratamiento móviles y modulables en función de las operaciones que haya que realizar. Sin embargo, una máquina de acuerdo con esta concepción es muy voluminosa, siendo los módulos yuxtapuestos a lo largo de la cinta transportadora. Además, este documento no aporta ninguna enseñanza sobre una realización concreta de la concepción que propone.
El documento WO 2007/014668 describe igualmente un dispositivo y un procedimiento para la producción de contenedores metálicos. En este caso, está prevista una unidad de base que comprende una pluralidad de espacios de recepción aptos para recibir una pluralidad de unidades de mecanizado, siendo cada una de estas unidades aptas para realizar una operación específica. Estas unidades de mecanizado son intercambiables. Cada una comprende un juego de utillaje con un accionamiento propio e independiente. Una disposición de este tipo implica que la unidad de base y las unidades de mecanizado comprendan respectivamente medios de ensamblaje complementarios tales que sean aptos para ser ensamblados de modo estable pero desmontable, siendo llevada la unidad de mecanizado correspondiente, entonces en el estado ensamblado, de modo estable pero desmontable, por la unidad de base, o bien desensamblados, siendo disociada la unidad de mecanizado correspondiente, entonces en el estado desensamblado, de la unidad de base.
Con una disposición de este tipo, es decisivo poder proceder al ensamblaje de las unidades de mecanizado de modo a la vez simple, rápido, exento de error, seguro y preciso, debiendo tener, una vez ensamblada a la unidadbloque, la posición exacta deseada. La realización de estas exigencias, en combinación, es compleja, sobre todo con módulos de mecanizado que, de acuerdo con el documento WO 2007/014688 pueden llegar a, e incluso sobrepasar, 1.000 kg.
Sin embargo, el documento WO 2007/014668 no aporta ninguna solución que sea satisfactoria para la realización de estas exigencias.
Tratándose de máquinas destinadas a la producción de contenedores tales como cajas, bidones, cacerolas, calderos o análogo, del tipo que comprenden una parte fija que incluye un bastidor principal que lleva primeros medios de ensamblaje y unidades-bloque que comprenden medios de utillaje específicos y cuyas estructuras portantes llevan segundos medios de ensamblaje aptos para ser ensamblados o desensamblados de los primeros medios de ensamblaje, de manera que se adapte la máquina en función del tipo determinado de pieza de que se trate y de la operación determinada de producción que haya que realizar, existe entonces la necesidad -y el problema -de que el ensamblaje pueda ser realizado de modo a la vez simple, rápido, exento de error, seguro y preciso. Así, el cambio de los medios de utillaje puede intervenir tan frecuentemente comos sea necesario sin afectar sustancialmente a la cadencia de producción.
La invención es con miras a aportar una solución a esta necesidad, respectivamente aportar una solución a este problema.
A tal efecto, y de acuerdo con un primer aspecto, la invención tiene por objeto una máquina para la producción de contenedores metálicos de acuerdo con las características de la reivindicación 1.
De acuerdo con una realización, los primeros y los segundos medios de ensamblaje son estructuralmente de tipo en espiga, en pico de flauta o análogo, con tope y saliente.
De acuerdo con una realización, los primeros medios de ensamblaje son del tipo que comprenden al menos una superficie de guía y de reposo, inclinada con respecto a la horizontal, y al menos un tope de final de carrera en dirección horizontal y/o vertical y, los segundos medios de ensamblaje son del tipo que comprenden al menos una superficie de apoyo y al menos un saliente de final de carrera, de manera que en el estado ensamblado, la superficie de apoyo y el al menos un saliente de final de carrera de los segundos medios de ensamblaje sean respectivamente inmovilizados de modo estable pero desmontable en la superficie de guía y de reposo y el al menos un tope de final de carrera de los primeros medios de ensamblaje.
De acuerdo con una realización, los primeros medios de ensamblaje son del tipo que comprenden un tope de final de carrera en dirección horizontal y un tope de final de carrera en dirección vertical y, los segundos medios de ensamblaje son del tipo que comprenden dos salientes de final de carrera ortogonales, de manera que en el estado ensamblado, los dos salientes de final de carrera de los segundos medios de ensamblaje sean inmovilizados de modo estable con el tope de final de carrera en dirección horizontal y el tope de final de carrera en dirección vertical de los primeros medios de ensamblaje.
En este caso, y de acuerdo con una realización, el tope de final de carrera en dirección horizontal y el tope de final de carrera en dirección vertical de los primeros medios de ensamblaje están dispuestos al menos sensiblemente verticalmente y horizontalmente, respectivamente.
De acuerdo con una realización, los primeros medios de ensamblaje están situados en saliente hacia la parte delantera en la cara exterior frontal, al menos sensiblemente plana y vertical, del bastidor principal, desplazada hacia la parte trasera de la parte fija de la máquina.
En este caso, y de acuerdo con una realización, los segundos medios de ensamblaje de la unidad-bloque, en el estado ensamblado están situados en saliente hacia la parte trasera en la cara exterior trasera, al menos sensiblemente plana de la unidad-bloque, situada en la proximidad inmediata y hacia la parte delantera de la cara... [Seguir leyendo]
Reivindicaciones:
1. Máquina (1) para la producción de contenedores metálicos con:
una parte fija (2) que incluye un bastidor principal (3) que lleva primeros medios de ensamblaje (7) , medios de utillaje (4) específicos para realizar para un tipo de pieza una operación de producción, seleccionados en una gama de medios de utillaje (4) , que forman con los medios asociados específicos una unidadbloque (5) individualizada que incluye una estructura portante (6) , correspondiendo a la gama de los medios de utillaje (4) una gama de unidades-bloque (5) cuyas estructuras portantes llevan segundos medios de ensamblaje (8) , los primeros y segundos medios de ensamblaje (8) aptos para ser ensamblados de modo desmontable, siendo llevada la unidad-bloque 5 en el estado ensamblado de modo estable y desmontable por la parte fija (2) , o bien desensamblados, siendo la unidad-bloque (5) en el estado desensamblado disociada de la parte fija (2) , primeros medios de cogida de una unidad-bloque (5) aptos para cooperar con segundos medios de cogida desplazables para manipular la unidad-bloque (5) entre sus estados ensamblado y desensamblado.
medios de llegada, de mantenimiento y de evacuación de las piezas que hay que producir, en producción y producidas, medios de accionamiento de los medios de utillaje (4) y medios de mando, primeros y segundos medios complementarios de conexión eléctrica o fluídica, de montaje y desmontaje rápidos, de la parte fija (2) y de una unidad-bloque (5) .
medios de guía (20a, 20b) , respectivamente en la parte fija (2) y en cada una de las unidades-bloque (5) , que participan en el posicionamiento de la unidad-bloque (5) con respecto a la parte fija (2) , con miras al ensamblaje de la unidad-bloque (5) a la parte fija (2) en la posición deseada.
caracterizada por el hecho de que los primeros medios de ensamblaje (7) y los segundos medios de ensamblaje (8) son funcionalmente del tipo de apoyo por gravedad resultante del peso de la unidad-bloque (5) , sin necesidad de órganos de apriete positivo tales como pernos, siendo realizado su ensamblaje y su desensamblaje por un desplazamiento relativo al menos para parte al menos sensiblemente vertical, y son cada uno en varias partes (7a, 8a) funcionalmente distintas, separadas una de otra en una posición relativa fija, siendo elegida la separación para contribuir a la estabilidad del ensamblaje, estando separadas una de otra partes funcionalmente distintas (7a) de los primeros medio de ensamblaje (7) con respecto a un plano transversal vertical del bastidor principal (3) y/o a lo largo de una dirección vertical, siendo separadas una de otra partes funcionalmente distintas (8a) de los segundos medios de ensamblaje (8) con respecto a un plano transversal vertical de la estructura portante (6) y/o a lo largo de una dirección vertical, siendo supuesta la unidad-bloque (5) en el estado ensamblado.
2. Máquina (1) de acuerdo con la reivindicación 1, caracterizada por el hecho de que los primeros y segundos medios de ensamblaje (7, 8) son estructuralmente del tipo de espiga, de pico de flauta o análogos, con tope y saliente.
3. Máquina (1) de acuerdo con la reivindicación 2, caracterizada por el hecho de que los primeros medios de ensamblaje (7) son del tipo que comprenden al menos una superficie de guía y de reposo, inclinada con respecto a la horizontal, y al menos un tope de final de carrera en dirección horizontal y/o vertical y, los segundos medios de ensamblaje (8) son del tipo que comprenden al menos una superficie de apoyo y al menos un saliente de final de carrera, de manera que en el estado ensamblado, la superficie de apoyo y al menos un saliente de final de carrera de los segundos medios de ensamblaje (8) son respectivamente inmovilizados de modo estable pero desmontable en la superficie de guía y de reposo y el al menos un tope de final de carrera de los primeros medios de ensamblaje (7) .
4. Máquina (1) de acuerdo con la reivindicación 3, caracterizada por el hecho de que los primeros medios de ensamblaje (7) son de tipo que comprenden un tope de final de carrera en dirección horizontal y un tope de final de carrera en dirección vertical y los segundos medios de ensamblaje (8) son del tipo que comprenden dos salientes de final de carrera ortogonales, de manera que en el estado ensamblado, los dos salientes de final de carrera de los segundos medios de ensamblaje (8) sean inmovilizados de modo estable con el tope de final de carrera en dirección horizontal y el tope de final de carrera en dirección vertical de los primeros medios de ensamblaje (7) .
5. Máquina (1) de acuerdo con la reivindicación 4, caracterizada por el hecho de que el tope de final de carrera en dirección horizontal y el tope de final de carrera en dirección vertical de los primeros medios de ensamblaje (7) están dispuestos al menos sensiblemente verticalmente y horizontalmente respectivamente.
6. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 3 a 5, caracterizada por el hecho de que los primeros medios de ensamblaje (7) están situados en saliente hacia la parte delantera en la cara exterior frontal (15) , al menos sensiblemente plana y vertical, del bastidor principal (3) , desplazada hacia la parte trasera de la parte fija
(2) de la máquina (1) .
7. Máquina (1) de acuerdo con la reivindicación 6, caracterizada por el hecho de que los medios de ensamblaje (8) de la unidad-bloque (5) en el estado ensamblado están situados en saliente hacia la parte trasera en la cara exterior trasera (19) , al menos sensiblemente plana, de la unidad-bloque (5) , situada en la proximidad inmediata y hacia la parte delantera de la cara frontal del bastidor principal (3) .
8. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 7, caracterizada por el hecho de que varias partes funcionalmente distintas (7a, 8a) de los primeros medios de ensamblaje (7) y de los segundos medios de ensamblaje (8) son respectivamente estructuralmente distintas.
9. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 7, caracterizada por el hecho de que varias partes funcionalmente distintas (7a, 8a) de los primeros medios de ensamblaje (7) y/o sus segundos medios de ensamblaje (8) son, respectivamente, estructuralmente comunes.
10. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 9, caracterizada por primeros medios de ensamblaje (7) y segundos medios de ensamblaje (8) , respectivamente, en al menos tres partes funcionalmente distintas, separadas una de otra, respectivamente, por una parte, con respecto a un plano transversal vertical del bastidor principal (3) y un plano transversal vertical de la estructura portante (6) y, por otra, a lo largo de una dirección vertical, siendo supuesta la unidad-bloque (5) en el estado ensamblado.
11. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 3 a 10, caracterizada por el hecho de que las superficies de guía y de reposo de los primeros medios de ensamblaje (7) en varias partes, están inclinadas con respecto a la horizontal un mismo ángulo de inclinación comprendido entre del orden de 45° al orden de 60°.
12. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 3 a 11, caracterizada por el hecho de que las superficies de apoyo de los segundos medios de ensamblaje (8) en varias partes, están inclinadas un mismo ángulo de inclinación.
13. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 12, caracterizada por el hecho de que en el estado ensamblado, la unidad-bloque (5) es llevada de modo estable y operativo en la parte fija (2) por ensamblaje de los primeros y segundos medios de ensamblaje (8) , estando la superficie de apoyo y al menos un saliente de final de carrera de los segundos medios de ensamblaje (8) respectivamente inmovilizados de modo estable en la superficie de guía y de reposo y el al menos un tope de final de carrera de los primeros medios de ensamblaje (7) , por apoyo por gravedad debido al peso de la unidad-bloque (5) , sin necesidad de órganos de fijación positiva, tales como pernos.
14. Máquina (1) de acuerdo con la reivindicación 13, caracterizada por el hecho de que las superficies aptas para estar en contacto de los primeros y segundos medios de ensamblaje (8) presentan un rozamiento elevado al desl iza miento.
15. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 14, caracterizada por el hecho de que los medios de guia (20a, 20b) aseguran un guiado relativo de la unidad-bloque (5) con respecto a la parte fija (2) según la dirección vertical, una dirección horizontal frontal, y una dirección horizontal parte delantera-parte trasera.
16. Máquina (1) de acuerdo con la reivindicación 15, caracterizada por el hecho de que los medios de guía (20a, 20b) según la dirección horizontal frontal comprenden caras de los primeros medios de ensamblaje (7) y caras (21) de los segundos medios de ensamblaje (8) que cooperan una con la otra, situadas en dos planos secantes según una recta que tiene la dirección horizontal parte delantera-parte trasera CC, planos inclinados para formar una V con la punta hacia abajo o hacia arriba.
17. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 16, caracterizada por el hecho de que comprende además medios de localización en la parte fija (2) y en cada una de las unidades-bloque (5) para el posicionamiento de aproximación de la unidad-bloque (5) con respecto a la parte fija (2) con miras al ensamblaje.
18. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 17, caracterizada por el hecho de que comprende además medios (22a, 22b) de bloqueo respectivamente asociados a la parte fija (2) ya cada una de las unidades-bloque (5) , que aseguran el bloqueo en posición de la unidad-bloque (5) una vez ensamblada ésta a la parte fija (2) .
19. Máquina (1) de acuerdo con la reivindicación 18, caracterizada por el hecho de que los medios de bloqueo (22a, 22b) comprenden la combinación de una pieza perfilada (22a) montada deslizante entre una posición retraída (22a) inactiva y una posición saliente activa y de una perforación (22b) , alojándose la pieza perfilada en posición saliente por deslizamiento y sin holgura sustancial en la perforación (22b) situada enfrente, estando dispuestas la pieza perfilada (22a) y la perforación (22b) una en la parte fija (2) y la otra en la unidad-bloque (5) y dispuestas paralelamente a la dirección horizontal parte delantera-parte trasera.
20. Máquina (1) de acuerdo con la reivindicación 19, caracterizada por el hecho de que los medios de bloqueo (22a, 22b) tienen partes conjugadas de introducción que permiten un centrado progresivo a medida que la pieza perfilada
(22a) penetra en la perforación (22b) , formando parte igualmente los medios de bklqueo (22a, 22b) de los medios de guía (20a, 2Gb) omnidireccionales en un plano paralelo al plano frontal.
21. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 19 y 20, caracterizada por el hecho de que la perforación (22b) dispuesta en cada unidad-bloque (5) comprende una guarnición interior (22c) específica de cada unidad-bloque (5) para el posicionamiento omnidireccional de la unidad-bloque (5) , en un plano paralelo al plano frontal.
22. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 21, caracterizada por el hecho de que la unidad-bloque (5) comprende primeros medios de cogida en forma de una escuadra de suspensión que se extiende hacia arriba.
23. Máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 22, caracterizada por el hecho de que le están asociados medios de manipulación de las unidades-bloque (5) que comprenden los segundos medios de cogida.
24. Procedimiento para la producción de contenedores metálicos tales como cajas, bidones, cacerolas, calderos o análogos, en el cual:
se dispone de una máquina (1) que tiene una parte fija (2) y se dispone de una gama de unidades-bloque (5) de la máquina;
se selecciona el tipo determinado de pieza y la operación determinada de producción deseados;
se selecciona en la gama de unidades-bloque (5) , la unidad-bloque (5) correspondiente al tipo de pieza y a la operación seleccionados;
gracias a medios de manipulación que comprenden segundos medios de cogida aptos para cooperar con los primeros medios de cogida de las unidades-bloque (5) , se coge la unidad-bloque (5) seleccionada, se la lleva hacia la parte fija (2) y se hacen cooperar los primeros medios y los segundos medios de ensamblaje (7, 8) ;
se asegura el guiado deseado, gracias a la cooperación de los medios de guía (20a, 20b) ;
se ponen en práctica los medios de bloqueo (22a, 22b) para bloquear la unidad-bloque (5) en la parte fija (2) ;
y se deja que la unidad-bloque (5) sea asi llevada de modo estable pero desmontable por la parte fija (2) .
caracterizado por el hecho de que se pone en práctica una máquina (1) de acuerdo con una cualquiera de las reivindicaciones 1 a 23.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]
Procedimiento de fabricación de latas de aluminio y la composición de pretratamiento usada, del 12 de Abril de 2019, de HENKEL AG & CO. KGAA: Procedimiento de fabricación de cilindros de latas, en el que (A) una rodaja de una chapa de aluminio se embute profundamente formando […]