Corte y sellado exento de contaminación de tubos huecos con la ayuda de un par de pinzas.
(29/11/2017) Un sistema para sellar tubos huecos con un instrumento , que comprende:
un elemento de sellado de material deformable plásticamente en la forma de un manguito ;
al menos un tubo hueco que comprende material elástico; y
caracterizado por
un instrumento para sellar el tubo hueco que comprende dos mordazas , donde al menos una de las mordazas se puede mover acercándose y alejándose de la otra mordaza, donde al menos una de las mordazas tiene al menos un resalte que se extiende a lo largo de una línea recta que se proyecta hacia la otra mordaza y que, cuando las mordazas se mueven acercándose entre sí, realiza una indentación en el elemento de sellado y en el tubo, y al menos una de las mordazas tiene un medio de corte en forma de un borde cortante…
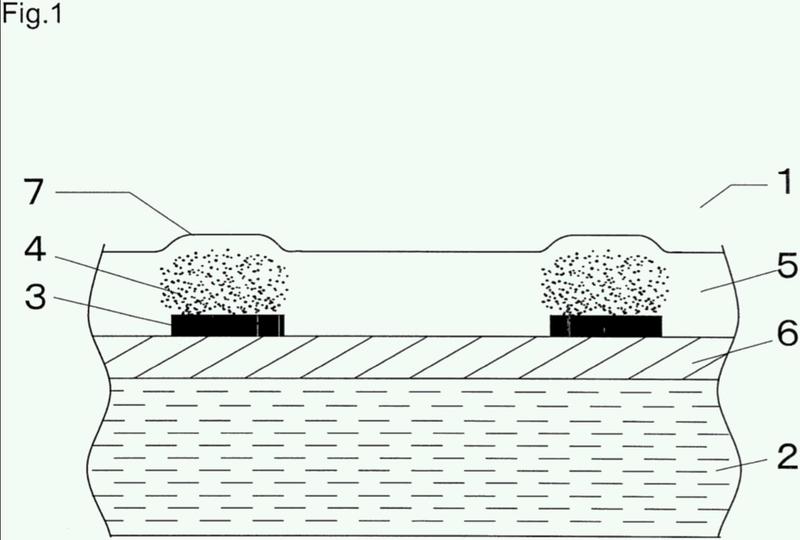
(09/08/2017). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE S.A.. Inventor/es: PALMQUIST, ROLAND, ANDERSSON,HÅKAN, EDSFELDT,ANDERS, SANDBERG,RICKARD.
Un método para proporcionar una barra de sellado inductivo, que comprende la etapa de:
proporcionar una bobina conductora que tiene al menos una zona de calentamiento,
caracterizado porque también comprende las etapas de:
incrustar dicha bobina en un cuerpo de soporte de modo que dicho cuerpo de soporte cubre toda la bobina a lo largo de al menos parte de la longitud de la al menos una zona de calentamiento; y
proporcionar una superficie de sellado de dicha barra de sellado planarizando dicha bobina y dicho cuerpo de soporte, de modo que dicha bobina está expuesta a lo largo de toda la longitud de dicha al menos una zona de calentamiento.
PDF original: ES-2641326_T3.pdf
Recipiente, montaje de preforma y método para formar recipiente.
(02/08/2017). Solicitante/s: HEINEKEN SUPPLY CHAIN B.V.. Inventor/es: BLOM, HAROLD, MARCEL, BAX, BART, JAN, PAAUWE,ARIE-MAARTEN.
Recipiente moldeado por soplado que comprende un recipiente interno y un recipiente externo con superficies enfrentadas, caracterizado porque por lo menos parte de por lo menos una de las superficies que se enfrentan tiene una rugosidad de superficie mayor de aproximadamente 0.1 Ra y/o en el que la diferencia de rugosidad de dichas superficies que se enfrentan está por lo menos sobre una parte mayor de aproximadamente 0.1 Ra, en el que el recipiente interno y/o el recipiente externo tiene dicha rugosidad de la superficie en por lo menos parte de la superficie que comprende partículas encerradas en la pared, entre las cadenas que forman plásticos de la pared del recipiente.
PDF original: ES-2640923_T3.pdf
Elemento de edificación y de construcción.
(19/07/2017). Solicitante/s: Flexibuild Technology s.r.o. Inventor/es: GIRSTL,VALENTIN.
Elemento de edificación y de construcción que comprende material triturado basado en celulosa, especialmente papel, caracterizado por que una capa de base está compuesta de pulpa prensada de envases estratificados de artículos alimenticios fabricados de papel estando las paredes recubiertas, por lo menos en un lado, por una lámina impermeable fabricada de plástico, en el que la capa de base está recubierta, por lo menos en un lado mediante una lámina de plástico y tiene capas de cobertura exteriores, pudiendo obtenerse el elemento mediante prensar conjuntamente la capa de base , la lámina de plástico y las capas de cobertura a temperaturas comprendidas entre 160 y 190 ºC.
PDF original: ES-2644059_T3.pdf
Moldeo por inyección de artículos de plástico de múltiples capas.
(14/12/2016) Un procedimiento para la co-extrusión de múltiples materiales plásticos poliméricos para su inyección a través de una región (G) de entrada en una cavidad (CAV) del molde para producir un artículo moldeado, teniendo la cavidad (CAV) del molde limitaciones de flujo anulares interna y externa y teniendo el artículo moldeado paredes interna y externa del artículo, comprendiendo el procedimiento:
hacer fluir por co-extrusión corrientes de materiales plásticos poliméricos, que incluyen:
corrientes internas (IL) y externas (OL) de material plástico que sirven como capas interna y externa de pared de recubrimiento, respectivamente, de material plástico en el artículo moldeado resultante, y
al menos una corriente (IA) interior…
Método para conformar un producto moldeado hueco.
(23/11/2016). Solicitante/s: HEIWA KAGAKU INDUSTRY CO., LTD. Inventor/es: HATAKEYAMA HARUMASA.
Un método para fabricar una parte moldeada hueca, caracterizado por comprender:
una etapa de rociado para formar una capa de resina rociando resina líquida con un potencial eléctrico diferencial relativo al molde en un molde- con capacidad de separación en dos o más partes de un accesorio de rociado insertado desde una parte de abertura en dicho molde,
una etapa de solidificación para solidificar la capa de resina utilizando un accesorio de irradiación de ondas electromagnéticas de solidificación en lugar del accesorio de rociado,
una etapa de separación de moldes para abrir el molde con respecto al accesorio de irradiación electromagnética y separar la capa de resina solidificada del molde mientras que se encuentra en el accesorio de irradiación electromagnética ,
y una etapa de extracción para retirar la capa de resina que se encuentra en el accesorio de irradiación electromagnética del accesorio de rociado.
PDF original: ES-2616962_T3.pdf
Recipiente compuesto de moldeo por inyección y su procedimiento de fabricación.
(28/09/2016). Solicitante/s: Sanyo Chemical Industrial Co., Ltd. Inventor/es: KOBAYASHI, MASAYUKI, FUNATO,TAKASHI, YASUDA,HIROMICHI, YAMADA,YOSHIHIRO.
Recipiente compuesto moldeado por inyección compuesto por una primera pieza de material de resina , una segunda pieza de material de resina y una etiqueta , caracterizado porque la etiqueta está incrustada entre la primera pieza de material de resina y la segunda pieza de material de resina , y ambas caras de la etiqueta están fusionadas e integradas con los materiales de resina, porque la primera pieza de material de resina está formada por moldeo por inyección y tiene la forma de recipiente provisto de una parte de acoplamiento con una tapa, porque la segunda pieza de material de resina está situada en el exterior de la primera pieza de material de resina , y porque la etiqueta está dispuesta a lo largo de la pared periférica exterior de la primera pieza de material de resina con forma de recipiente, porque la etiqueta comprende una capa termosellable en ambos lados de la misma.
PDF original: ES-2608819_T3.pdf
Método para producir un material compuesto metálico, y chasis para equipo electrónico.
(01/06/2016) Un método para producir un material compuesto metálico que se moldea mediante calentamiento y presurización de una preforma incluyendo una lámina sustrato que contiene una resina termoendurecible y un material metálico dispuestos en contacto con la lámina sustrato, o estratificados sobre la misma para formar el material compuesto metálico que comprende el material metálico y una capa de resina curada formada mediante el curado de la resina termoendurecible proporcionada a lo largo del material metálico, donde la método comprende:
una etapa 1 para introducir la preforma en un molde donde el metal se calienta mediante al menos una de las valvas del molde a una temperatura superior a 180 ºC a la vez que se calienta la lámina sustrato para semicurar la resina termoendurecible,…
Películas multicapas en molde.
(27/04/2016) Una película multicapas para usarla en la elaboración de una etiqueta en molde, que comprende:
una capa central que tiene una primera superficie y una segunda superficie, comprendiendo la capa central un material polimérico y sólidos en partículas dispersados en el material polimérico, siendo el material polimérico un polietileno de alta densidad, un polipropileno, un poliestireno, un poliéster, un copolímero de etileno y propileno, un copolímero de poliéster, una poliamida, un policarbonato o una mezcla de dos o más de ellos;
una primera capa exterior superpuesta a la primera superficie de la capa central, comprendiendo la primera capa…
(13/04/2016) Un recipiente aislado para líquidos calientes o similares, que comprende:
a) un cuerpo del vaso generalmente troncocónico, teniendo el cuerpo del vaso una superficie interior y una superficie exterior;
b) una envoltura generalmente troncocónica, teniendo la envoltura una superficie interior y una superficie exterior;
en el que
c) el cuerpo del vaso está asentado dentro de la envoltura a fin de definir un espacio entre ambos un espacio en una sección inferior del recipiente; y
d) la superficie exterior del cuerpo del vaso y la superficie interior de la envoltura están en contacto a lo largo de una trayectoria …
Procedimiento de fabricación de un recipiente aislado.
(13/04/2016) Un procedimiento de fabricación de un recipiente aislado para bebidas calientes o similares, que comprende: proporcionar una envoltura generalmente troncocónica y un cuerpo del vaso generalmente troncocónico, en el que toda la superficie interior de la envoltura tiene un revestimiento plástico termo- sellable, y
unir el cuerpo del vaso y la envoltura mediante:
- el calentamiento del revestimiento plástico termo-sellable hasta su punto de fusión;
- la inserción de dicho cuerpo del vaso en dicha envoltura , hasta que una superficie exterior del vaso se asiente dentro de la superficie interior de la envoltura a lo largo de una trayectoria de contacto,…
Película para etiquetas orientada en la dirección de la máquina.
(30/03/2016). Solicitante/s: BOREALIS AG. Inventor/es: SCHUSTER, GERHARD, CAVACAS,PAULO.
Película multicapa orientada en la dirección de la máquina adecuada para etiquetas que comprende una capa núcleo (C) y dos capas exteriores (O-1, O-2) emparedando la capa núcleo, en donde
(i) La capa núcleo (C) comprende un terpolímero etileno/1-buteno/alfa-olefina C6-C12-bimodal, con una densidad entre 926 kg/m3 a 950 kg/m3. y
(ii) Las dos capas exteriores que comprenden HDPE unimodal con una densidad de más de 940 kg/m3 hasta 970 kg/m3.
PDF original: ES-2568615_T3.pdf
Procedimiento para termoconformar un elemento de tipo placa de un material de polímero composite y molde que funciona de acuerdo con el procedimiento.
(27/01/2016) Un procedimiento para termoconformar un elemento de tipo placa de material de polímero composite en el que se definen una región central y una región periférica que rodea dicha región central, que comprende:
- proporcionar un molde que incluye un elemento macho formado en una configuración que se desea impartir a dicho elemento de tipo placa, y un elemento hembra contra-formado en relación con dicho elemento macho en el que dichos elementos macho o hembra pueden desplazarse entre una posición operativa de dicho molde en la que se presionan uno contra otro y una posición no operativa en la que se espacian uno del otro,
- disponer dicho elemento de tipo placa…
Lámina de conformación y método para la preparación de una placa de decoración.
(26/01/2016). Ver ilustración. Solicitante/s: DAI NIPPON PRINTING CO., LTD.. Inventor/es: IIZUKA,TAKASHI, TACHIHARA,KENICHI, SAITOU,NOBUO, KOBAYASHI,TOSHITAKE.
Una lámina de conformación que comprende un sustrato , al menos una capa de tinta parcialmente formada en el sustrato y una capa de superficie conformada que está presente en y en contacto con la capa de tinta para cubrir toda la superficie incluyendo tanto una región donde se forma la capa de tinta como una región donde no se forma la capa de tinta , en donde la capa de superficie conformada se forma reticulando y curando una composición de resina curable por radiación ionizante, y tiene una forma convexa en una superficie de la misma que se ubica en una porción justo por encima de la capa de tinta y en las proximidades de la porción, caracterizada por que
la tinta contiene una resina de uretano no reticulada.
PDF original: ES-2557442_T3.pdf
Techo de vehículo abombado con elemento de refuerzo y amortiguación.
(20/01/2016) Techo de vehículo abombado de chapa metálica, plástico o material compuesto y con un elemento de refuerzo de techo pegado sobre el techo del vehículo por el lado interior de éste y formado por una placa compuesta de espesor D constituida por un núcleo de material espumado de espesor DS y unas capas de cubierta fijamente unidas por ambos lados con el núcleo de material espumado, en donde el elemento de refuerzo de techo presenta exclusivamente en el lado vuelto hacia el techo del vehículo un patrón de cortes lineales con una profundidad de corte T de al menos un 55% del espesor D del elemento de refuerzo de…
Película de polipropileno estirada biaxialmente, película metalizada y condensador de película.
(19/01/2016) Una película de polipropileno estirada biaxialmente que comprende protrusiones sobre las dos superficies, teniendo la película de polipropileno estirada biaxialmente un espesor t1 de 1 μm a 3 μm, una resistencia a la tracción en la dirección de la máquina de 120 MPa a 250 MPa, una resistencia a la tracción en dirección transversal de 250 MPa a 400 MPa, una altura de protrusión mínima Pmín de 100 nm o superior y una altura de protrusión máxima Pmáx de 1600 nm o inferior para cualquiera de las dos superficies y que satisfacen todas las fórmulas a cuando una de las superficies es la superficie A y la otra es la superficie B:
0,5 ≤ Pa250-450/Pa ≤ 1,0
0,5 ≤ Pb450-1600/Pb ≤ 1,0
600 ≤ Pa + Pb ≤ 1.200
en las fórmulas a ,
Pa250-450…
Autoadhesivos termofusibles extrusionables para envases que pueden volver a cerrarse, con propiedades organolépticas mejoradas.
(13/01/2016) Composición autoadhesiva termofusible a con un con un índice de flujo de fusión de 0,01 a 200 g/10 min y que comprende, sobre la base del peso total de dicha composición a:
- de 45 a 70% en peso de una composición a1 de copolímeros en bloques estirénicos que comprenden al menos un bloque elastómero, estando dicha composición a1 constituida, sobre la base de su peso total:
- de 30 a 90% en peso de al menos un copolímero dibloque de tipo estireno-isopreno (SI), y de
- de 10 a 70% en peso de al menos un copolímero tribloque lineal estireno-isopreno-estireno (SIS), variando el contenido total en unidades estirénicas de dicha composición a1 de 10 a 40% en peso sobre la base del peso total de a1, y -
de 30 a 55% en peso de al menos una resina taquificante a2 con una temperatura de…
Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero y pieza de revestimiento estructural de peso ligero producida.
(19/08/2015) Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde y un segundo semi- molde , cuyo segundo semi-molde comprende una pluralidad de hendiduras con forma de copa, caracterizado por que la pluralidad de capas comprende al menos:
• una primera capa de revestimiento permeable al aire de fieltro termoplástico, frente al primer semimolde ,
• una segunda capa de revestimiento hermética al aire, que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa exterior y una película interior hermética al aire, frente al segundo semi-molde , y
• una capa de película permeable al aire, entre la primera capa de revestimiento…
(19/08/2015) Un recipiente aislado para líquidos calientes o similares, que comprende:
a) un cuerpo del vaso generalmente troncocónico, teniendo el cuerpo del vaso una superficie interior y una superficie exterior;
b) una envoltura generalmente troncocónica, teniendo la envoltura una superficie interior y una superficie exterior;
y c) el cuerpo del vaso está asentado dentro de la envoltura a fin de definir un espacio entre ambos; en el que
i) un revestimiento plástico termo-sellable recubre al menos una de la superficie interior de la envoltura y la superficie exterior del cuerpo del vaso;
ii)…
Panel compuesto y su procedimiento de realización.
(03/06/2015) Panel compuesto, que comprende:
- una pluralidad de paneles compuestos elementales , comprendiendo cada uno por lo menos un alma y dos pieles superficiales dispuestas a uno y otro lado del alma, y estando cada uno termosoldado según una zona de ensamblaje con por lo menos un panel elemental próximo por uno de sus lados,
estando el panel compuesto caracterizado por que comprende además:
- una zona hundida, o hueca formada en las pieles superficiales, a uno y otro lado de la zona de ensamblaje y a lo largo de esta,
- una banda de material de refuerzo dispuesta sobre dicha zona de ensamblaje de un panel con el o los paneles próximos, en cada zona hundida o hueca .
Procedimiento de realización, mediante soldadura de un artículo textil con revestimiento.
(20/05/2015) Procedimiento de realización de un artículo textil constituido por un material elástico realizado con al menos una parte de fibras termo- plásticas y que está recubierta por una capa de material elastomérico no soldable, presentando el artículo dos bordes que deben estar ensamblados entre sí, procedimiento según el cual:
a) se dispone el artículo en dos espesores superpuestos (12a, 13a; 12b, 13b) a nivel de los dos bordes que se quieren juntar, capa de material elástico (12a) contra capa de material elástico (12b),
b) se cortan por ultrasonidos los dos espesores (12a, 13a; 12b, 13b) a nivel de los dos bordes a unir de modo que se suelden provisionalmente las dos capas de material…
Cinta métrica con despliegue térmico y estructura desplegable que consta de dicha cinta métrica.
(06/05/2015) Cinta desplegable que tiene una curvatura transversal llamada cinta métrica que comprende un apilamiento de al menos dos capas caracterizada porque consta, además, de una primera capa llamada capa soporte a base de material compuesto que comprende una resina que no tiene memoria de forma y una capa llamada capa superior a base de un polímero que presenta una temperatura de transición vítrea elevada, de manera que dicho polímero esté en un estado vítreo para mantener el elemento en la posición enrollada o replegada antes del despliegue.
Elemento de calentamiento cerámico recubierto por extrusión como inserto en una pieza de plástico moldeada por inyección.
(01/04/2015) Aparato de diagnóstico rápido con un cuerpo de carcasa para evaluar una banda de prueba, caracterizado por que en una zona crítica del sistema dentro del cuerpo de carcasa de material de plástico está incrustado un inserto de un material susceptible a rotura que actúa como elemento de calentamiento en una incrustación sin costuras , quedando en parte libre la superficie del inserto que actúa como elemento de calentamiento.
Preforma reforzada de fibra de carbono y material compuesto que comprende la misma.
(18/03/2015) Una preforma que comprende un laminado que comprende al menos dos o más capas de un sustrato reforzado de fibra de carbono , donde el sustrato reforzado de fibra de carbono comprende una tela compuesta de haces de fibra de carbono y una primera resina que se adhiere a dicha tela , donde dichos haces de fibra de carbono comprenden respectivamente numerosos filamentos continuos de carbono, el módulo de tracción de dichos haces de fibra de carbono es de 210 GPa o superior, la energía de deformación de fractura de dichos haces de fibra de carbono es de 40 MJ/m³ o superior, y la cantidad de dicha primera resina que se adhiere a dicha tela se encuentra en el intervalo de…
Procedimiento para el moldeado de piezas con estructura superficial moldeada.
(26/11/2014) Procedimiento para la fabricación de una pieza moldeada con una estructura superficial (21') moldeada por impresión, graneado o similar utilizando un dispositivo para la fabricación de piezas moldeadas 5 con una mitad de molde para la cara superior de la pieza moldeada , en donde la superficie (5') de la mitad de molde presenta igualmente una estructura superficial y está situada enfrente de una superficie (11') de una segunda mitad de molde , con los siguientes pasos:
a) Utilización de una capa de cubierta que comprende una piel hecha de un material termoplástico y un soporte hecho de una esponja de plástico;
b) Calentar la capa de cubierta…
Tubo de múltiples hojas fabricado a partir de materiales semirrígidos o rígidos en hojas.
(19/02/2014) Envase plegable que comprende un cuerpo de envase formado por un material en láminas cuyas dossuperficies se componen de material termoplástico en capas, comprendiendo dicho material en láminas unahoja de soporte , estando dicho material en láminas doblado a modo de un cuerpo en forma de envase y selladoen las zonas de borde superpuestas , presentando dicho cuerpo en forma de envase una superficie exterior recubierta con un revestimiento de material termoplástico para formar el cuerpo de envase , estando dichocuerpo de envase provisto, en un extremo abierto, de una cabeza de envase, caracterizado porque el materialtermoplástico en capas es un material en capas semirrígido o rígido,…
Procedimiento para producir un contenedor.
(15/01/2014) Un procedimiento de producción de un contenedor, que comprende las etapas de:
inflar un material en un molde mediante soplado directo, material que comprende una composición de una resina de poliamida que contiene entre 0,01 y 2 partes en masa de un promotor de la cristalización y 100 partes en masa de una resina de poliamida obtenida mediante la policondensación de un componente de diamina que comprende 70 mol % o más de m-xililenodiamina y un componente de un ácido dicarboxílico que incluye un ácido dicarboxílico alifático α,ω-lineal con entre 4 y 12 átomos de carbono y un ácido dicarboxílico aromático según una proporción molar de entre 97:3 y 90:10; y
retener el…
Tubo de poliamida multicapa para el envasado de alimentos.
(11/12/2013) Tubo a base de poliamida multicapa para el envasado de alimentos que comprende una capa (A), una capa (B) y una capa (C); presentando el tubo multicapa de poliamida una relación de contracción a baja temperatura de 2 a 10%, presentando unas propiedades de contracción térmica y unas propiedades de barrera de gas; conteniendo la capa (A) una resina a base de poliamida; conteniendo la capa (B) una resina a base de poliolefina; y la capa (C) que entra en contacto con los alimentos envasados, siendo la capa (C) una capa (C-1) que contiene una resina a base de polipropileno que presenta una temperatura de distorsión térmica (ISO 75B-1 o ISO 75B-2) no inferior a 60°C y un punto de reblandecimiento Vicat no inferior a 120°C, y que presenta una tensión superficial de humectación no inferior a 35 mN/m; o siendo la…
Procedimiento para fabricar vigas de material compuesto reforzado con fibras.
(04/12/2013) Un procedimiento para fabricar una estructura hueca de viga de soporte de carga de material compuestoreforzado con fibras, en el que la estructura de viga de soporte de carga incluye al menos una primera y unasegunda pluralidades de capas estratificadas conformadas por un mandril rígido que tiene unasuperficie externa que se corresponde con la superficie interna de la estructura de viga de soporte decarga, incluyendo el procedimiento las etapas de:
- preparar un primer apilamiento de la primera pluralidad de capas (1a-1d; 12a-12d), una encimade otra, con los bordes laterales respectivos de la pluralidad de capas (1 a-1 d; 12a-12d) dispuestosdesplazados (3a-3c; 13a-13c) entre sí,
- preparar un segundo apilamiento de la segunda pluralidad de capas (6a-6d; 12a-12d), unaencima de…
(28/08/2013) Una ampolla de plástico que comprende:
una parte de almacenamiento de la disolución de fármaco para almacenar una disolución de fármaco;un tubo de descarga de la disolución de fármaco en comunicación con la parte de almacenamiento de ladisolución de fármaco y que se extiende hacia un lado; y
una parte superior que cierra el extremo del primer lado del tubo de descarga de la disolución de fármaco;en la que el tubo de descarga de la disolución de fármaco comprende una parte frágil conformada para tener un grosor menor a lo largo de la dirección circular que las partes del tubo de descarga de ladisolución de fármaco por encima y por debajo de la parte frágil , y
en la que la parte de almacenamiento de la disolución de fármaco , el tubo de descarga de la disolución defármaco y la parte superior…
Preforma para un recipiente de polipropileno.
(28/08/2013) Una preforma moldeada por inyección , para moldear un recipiente por soplado y estiramiento a partirde ella, definida por una línea central 208 y comprendiendo una sección de acabado o de boca que tiene unapestaña o reborde de soporte y una sección de soplado de la preforma que comprende un cuello que se extiende desde el reborde de soporte, una pared lateral que se extiende a partir del cuello yuna base que cierra la sección de soplado, teniendo la base una sección de espesor aumentado definidapor un espesor mayor que el de todas las otras secciones de la sección de soplado; la sección de la pared deespesor aumentado adelgaza desde un espesor t2 hasta alcanzar un espesor t3 en la línea central de lapreforma ; el extremo inferior de la pared lateral y la base se dirigen hacia dentro de la línea centralde la…
Procedimiento de moldeo por inyección para la preparación de un dispositivo de dispensación oral para un agente farmacéuticamente activo.
(26/07/2013) Un procedimiento para la preparación de un dispositivo que comprende un núcleo que incluye un agente farmacéuticamente activo cubierto por un revestimiento externo que incluye una o más aberturas que se comunican el exterior del dispositivo con el núcleo , caracterizado porque el revestimiento externo se aplica moldeando por inyección dicho revestimiento alrededor de dicho núcleo y porque el molde tiene una cavidad en la que el núcleo de comprimido se puede situar con un espacio alrededor de dicho núcleo para definir la conformación y las dimensiones requeridas del revestimiento , con uno o más miembros internos que se extienden desde la superficie interior de la cavidad del molde hasta contactar con dicho núcleo y para definir la conformación y la posición de dichas…
{kind=link}