Tubo de múltiples hojas fabricado a partir de materiales semirrígidos o rígidos en hojas.
Envase plegable que comprende un cuerpo de envase formado por un material en láminas cuyas dossuperficies (2,
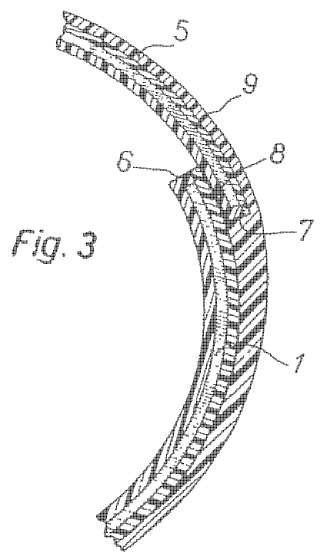
3) se componen de material termoplástico en capas, comprendiendo dicho material en láminas unahoja de soporte (1), estando dicho material en láminas doblado a modo de un cuerpo en forma de envase y selladoen las zonas de borde superpuestas (6, 7), presentando dicho cuerpo en forma de envase una superficie exterior (2)recubierta con un revestimiento (9) de material termoplástico para formar el cuerpo de envase (5), estando dichocuerpo de envase (5) provisto, en un extremo abierto, de una cabeza de envase, caracterizado porque el materialtermoplástico en capas es un material en capas semirrígido o rígido, dicho revestimiento (9) de materialtermoplástico es un material elastomérico del mismo tipo o clase que el material en capas y la cabeza del envase seforma a partir de un material termoplástico del mismo tipo o clase que el material en capas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2009/000177.
Solicitante: HOFFMANN NEOPAC AG.
Nacionalidad solicitante: Suiza.
Dirección: EISENBAHNSTRASSE 71 3602 THUN SUIZA.
Inventor/es: GRAF, ROLAND, MAURER,MARTIN, EGLI,GALLUS, STÄMPFLI,SIMON, KERN,PHILIPPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C53/38 B29C […] › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › por curvado de hojas o bandas perpendicularmente al eje longitudinal del objeto a formar y ensamblado de los bordes.
- B29C63/18 B29C […] › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › utilizando capas o recubrimientos tubulares (B29C 63/26 tiene prioridad).
- B29D23/20 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 23/00 Fabricación de objetos tubulares (B29D 24/00 tiene prioridad). › Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
- B29L23/20 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 23/00 Objetos tubulares (B29L 24/00 tiene prioridad). › Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
- B29L9/00 B29L […] › Productos estratificados.
- B65D35/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 35/00 Recipientes plegables de forma tubular, concebidos de forma que al expulsar su contenido se deforman permanentemente, p. ej. tubos flexibles para dentífricos u otros productos plásticos o semilíquidos; Soportes adecuados. › Estructura del cuerpo.
- B65D35/12 B65D 35/00 […] › Uniones entre el cuerpo y el anillo que lleva la cerradura.
PDF original: ES-2450392_T3.pdf
Fragmento de la descripción:
Tubo de múltiples hojas fabricado a partir de materiales semirrígidos o rígidos en hojas.
Campo técnico La presente invención se refiere a un envase plegable mejorado, en particular estanco a gases y estanco a líquidos, en especial a tubos plegables fabricados a partir de un material semirrígido o rígido en hojas, así como a un procedimiento para la producción de los mismos.
Técnica anterior
Hasta la fecha, los envases flexibles de plástico, en particular los tubos plegables para sustancias tales como pastas, geles, emulsiones, líquidos, espumas, polvos, etc., se han estado produciendo mediante moldeo por 15 inyección, extrusión o soplado del plástico para darles la forma deseada. Estas técnicas, sin embargo, presentan el inconveniente de que cuando se usan materiales idóneos para el moldeo por inyección que son flexibles en estado polimerizado, como, por ejemplo, polietileno, PVC, PVDC, se obtienen envases con paredes bastante permeables a gases. Como consecuencia, las sustancias introducidas en los envases así producidos tienden a alterarse después de un almacenamiento prolongado (oxidación, pérdida de agua o de otro disolvente o ingrediente de bajo punto de ebullición, etc.) , perdiendo de este modo su utilidad.
Otro inconveniente importante de estas técnicas de fabricación de tubos plegables reside en la propia formación de la cabeza del tubo, es decir, la dotación del tubo de una porción o extremo de cierre. Los tubos formados mediante tales procedimientos no adquieren la forma y las dimensiones apropiadas para que se puedan introducir fácilmente como tales en una cavidad de molde para aplicar la tapa o cabeza del tubo. Como consecuencia, estas técnicas precisan de moldes diseñados y sellados especialmente.
El documento US 4, 265, 948 describe un tubo plegable que presenta un cuerpo tubular laminado que incluye una capa de hoja metálica y una capa de un copolímero termoplástico flexible específico. Se puede termosellar o termosoldar una pieza superior a un extremo del cuerpo tubular.
El documento CH 476565 describe un envase plegable formado a partir de un material en láminas que comprende una capa metálica colocada entre dos capas termoplásticas, por ejemplo capas de polietileno, en el que dichas capas termoplásticas sobresalen de la capa metálica en las zonas de borde longitudinales, uniéndose dichas zonas de borde después de la formación del tubo. El cuerpo en forma de tubo se cubre después con un revestimiento de material termoplástico. Después de cortar el tubo a la longitud deseada se suelda una cabeza de envase a un extremo del cuerpo en forma de tubo.
El documento US 3, 660, 194 ha abordado y resuelto en gran medida los problemas de estos tubos. Dicha patente describe un procedimiento para la producción de tubos plegables estancos a fluidos y provistos de una cabeza de tubo. Dicho procedimiento comprende los pasos de recubrir una hoja de soporte impermeable, sustancialmente en forma de tira, por al menos una cara con plástico termosellable, dar a la hoja de soporte recubierta la forma del cuerpo de envase superponiendo y termosellando los bordes adyacentes de la hoja de soporte recubierta y aplicar un revestimiento plástico sobre el cuerpo de envase termosellado para cubrir la cara exterior del cuerpo de envase 45 de manera que la forma y las dimensiones de la superficie exterior del cuerpo de envase revestido corresponda sustancialmente a la forma y las dimensiones de la pared interior de una parte exterior de molde de un molde para la cabeza del tubo, insertar después de forma estanca una porción de extremo abierto del cuerpo de envase revestido en la cavidad de molde del molde para la cabeza del tubo, estando la pared interior de la porción de extremo abierto del cuerpo de envase separada de la pared interior de una parte interior del molde de manera que al introducir el
material plástico moldeable en la cavidad de molde, dicho material se conforme en la cabeza del tubo y entre en contacto con la porción de extremo abierto del cuerpo de envase, aplicando de este modo fuerzas en dirección sustancialmente radial respecto a la pared interior separada del cuerpo de envase para empujar adicionalmente la superficie exterior de dicha porción terminal del cuerpo de envase contra la pared interior de la parte exterior del molde y evitar así la fuga de material plástico moldeable hacia fuera de la cavidad de molde, obteniéndose una 55 conexión estanca entre la cabeza del tubo y el cuerpo del tubo.
Aunque el procedimiento descrito en el documento US 3, 660, 194 resuelve muchos de los problemas que presentan otros tubos, dicho procedimiento estaba limitado hasta ahora a plásticos flexibles. Puesto que estos materiales plásticos flexibles no son compatibles con todas las sustancias que se desean introducir, existe un riesgo sustancial de que, como consecuencia del contacto con la pared del envase, las sustancias introducidas sufran reacciones o cambios químicos o alteraciones del sabor o del olor o cambios en la consistencia, alteraciones o cambios que pueden reducir su duración y/o incluso impedir su uso previsto. Los materiales flexibles del tubo también pueden ser dañados por sustancias agresivas introducidas, conduciendo, por ejemplo, a la deslaminación del laminado.
Así pues, sigue existiendo la demanda de una variedad más amplia de envases plegables, preferentemente de envases plegables estancos a gases y estancos a líquidos, en especial de tubos plegables.
Descripción de la invención Por lo tanto, es un objetivo general de la invención proporcionar un envase plegable, preferentemente estanco a gases y estanco a líquidos, en especial un tubo plegable que en contacto con los productos introducidos en él presente una superficie estable e inocua hecha de material termoplástico.
Otro objetivo de la invención consiste en proporcionar un procedimiento para la producción de un envase tubular de este tipo.
Así pues, con el fin de implementar estos y otros objetivos de la invención, que resultarán más evidentes a lo largo de la descripción, el envase plegable se caracteriza porque comprende un cuerpo de envase compuesto por un 20 material en láminas cuyas dos superficies se componen de material termoplástico semirrígido o rígido en capas, comprendiendo dicho material en láminas una hoja de soporte, estando dicho material en láminas plegado a modo de un cuerpo en forma de envase y sellado en las zonas de borde superpuestas, presentando dicho cuerpo en forma de envase una superficie exterior recubierta con un revestimiento de material termoplástico elastomérico del mismo tipo o clase que el material en capas para formar el cuerpo de envase, estando dicho cuerpo de envase provisto, en un extremo abierto, de una cabeza de envase formada a partir de un material termoplástico del mismo tipo o clase que el material en capas.
En una realización preferida, el envase plegable se forma a partir de una hoja de soporte que se compone de o contiene una capa funcional de barrera. Esta hoja de soporte que se compone de o contiene una capa de barrera también se denomina hoja de barrera. Una hoja de soporte o una hoja de barrera funcional que se encuentra a modo de sándwich entre dos capas termoplásticas semirrígidas o rígidas, por ejemplo entre hojas o recubrimientos termoplásticos semirrígidos o rígidos, se denomina material en láminas.
Las capas de barrera funcionales pueden tener diversos efectos. Pueden contribuir a las propiedades mecánicas del
envase plegable y/o hacer el envase plegable estanco al aire y estanco a líquidos (en lo sucesivo estanco a fluidos) . Con el fin de aumentar la seguridad y evitar el contacto del contenido del envase con la capa de barrera, incluso cuando, por ejemplo, la capa termoplástica aplicada sobre la hoja de soporte esté defectuosa o, por ejemplo, contenga poros u orificios, puede ser deseable proveer la cara de la hoja de barrera orientada hacia el contenido del envase de una capa de barrera adicional (capa o lámina de barrera protectora) para generar una hoja de barrera compuesta que también comprende una capa de barrera protectora aplicada antes que la capa termoplástica para formar el material en láminas como se ha descrito anteriormente. Por lo tanto, para formar la hoja de barrera, se puede laminar o unir a la capa de barrera una capa de barrera protectora formada por un metal o plástico "inocuo", como, por ejemplo, aluminio, poliéster, poliamida (PA) , copolímeros de cicloolefina (COC) , etc.
Los materiales termoplásticos adecuados son homopolímeros y copolímeros de poliéster y poliamidas y copolímeros de cicloolefina. Un material termoplástico preferido es un material de poliéster, en particular poli (tereftalato de etileno)... [Seguir leyendo]
Reivindicaciones:
1. Envase plegable que comprende un cuerpo de envase formado por un material en láminas cuyas dos superficies (2, 3) se componen de material termoplástico en capas, comprendiendo dicho material en láminas una 5 hoja de soporte (1) , estando dicho material en láminas doblado a modo de un cuerpo en forma de envase y sellado en las zonas de borde superpuestas (6, 7) , presentando dicho cuerpo en forma de envase una superficie exterior (2) recubierta con un revestimiento (9) de material termoplástico para formar el cuerpo de envase (5) , estando dicho cuerpo de envase (5) provisto, en un extremo abierto, de una cabeza de envase, caracterizado porque el material termoplástico en capas es un material en capas semirrígido o rígido, dicho revestimiento (9) de material
termoplástico es un material elastomérico del mismo tipo o clase que el material en capas y la cabeza del envase se forma a partir de un material termoplástico del mismo tipo o clase que el material en capas.
2. Envase plegable según la reivindicación 1, que es estanco al aire y estanco a líquidos (en lo sucesivo estanco a fluidos) y en el que la hoja de soporte es una capa de barrera. 15
3. Envase plegable según la reivindicación 1 o 2, en el que el grosor total de una o de las dos capas termoplásticas semirrígidas o rígidas (2, 3) asciende como máximo a aproximadamente 200 μm.
4. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que el módulo de
tracción (23ºC) del material de revestimiento se encuentra entre 50 y 1.000 MPa, preferentemente entre 150 y 500 MPa, especialmente entre aproximadamente 180 y aproximadamente 400 MPa.
5. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que el grosor del
revestimiento (9) es de 50 a 400 μm. 25
6. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que la hoja de soporte (1) se compone de una capa u hoja de barrera.
7. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que la hoja de 30 soporte (1) comprende una hoja de aluminio.
8. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que la hoja de soporte (1) presenta un grosor de 5 a 50 μm.
9. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que el material termoplástico semirrígido o rígido en capas (2, 3) es un material de poliéster, en particular un material de PET, preferentemente PET-P.
10. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que el cuerpo en forma de tubo se compone de un material en capas con un grosor total de 50 a 250 μm que presenta las siguientes capas y dimensiones:
- polímero termoplástico rígido o semirrígido, tal como poliéster, preferentemente PET, hoja de soporte laminada por ambas caras, 10 a 100 μm
- adhesivo, preferentemente isocianatos, entre la hoja de barrera (por ejemplo, metálica) y la hoja termoplástica, 3 a 45 10 μm
-grosor de la hoja de barrera (por ejemplo, metálica) , 5 a 50 μm.
11. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que el cuerpo en 50 forma de tubo se compone de un material en láminas con un grosor total de 80 a 100 μm que presenta las siguientes capas y dimensiones:
- poliéster, preferentemente PET, laminado recubierto por ambas caras, 30 μm
- adhesivo, preferentemente isocianatos alifáticos, entre la hoja metálica y el recubrimiento, 3 a 10 μ.
55. grosor de la hoja de aluminio, 12 a 20 μm.
12. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que el material de revestimiento (9) presenta un grosor de 150 a 400 μm.
13. Envase plegable según una cualquiera de las reivindicaciones precedentes, que comprende un cuerpo de envase con un grosor de pared de 150 a 500 μm, preferentemente de 230 a 500 μm.
14. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que al menos la
capa termoplástica semirrígida o rígida interior (3) es de poliéster de calidad alimentaria o calidad farmacéutica, en particular PET, tal como PET-P.
15. Envase plegable según una cualquiera de las reivindicaciones precedentes, en el que el material termoplástico semirrígido o rígido en capas es un polímero termoplástico y el material termoplástico en capas, el
material de revestimiento y el material para la cabeza son materiales basados en poliéster, en particular el material termoplástico semirrígido o rígido en capas es poli (tereftalato de etileno) (PET) , en particular PET-P, el material de revestimiento es un elastómero termoplástico de poliéster (TPE-E/TPC) , por ejemplo un copolímero de poli (tereftalato de butileno) , y el material para la cabeza del tubo es un copoliéster.
16. Procedimiento para la producción de un envase plegable según una cualquiera de las reivindicaciones precedentes, que comprende los pasos de proporcionar un material en láminas impermeable, sustancialmente en forma de tira o red, que comprende una hoja de soporte (1) provista de una capa termoplástica termosellable en al menos una y, preferentemente, ambas caras (2, 3) , dar a la hoja de soporte recubierta (1) o al material en láminas la forma del cuerpo de envase superponiendo los bordes adyacentes (6, 7) de la hoja de soporte recubierta (1) o del
material en láminas, termosellar los bordes adyacentes superpuestos de la hoja de soporte recubierta (1) o del material en láminas para formar un cuerpo en forma de tubo, aplicar un revestimiento termoplástico (9) sobre el cuerpo de envase termosellado para cubrir la cara exterior (2) del cuerpo en forma de tubo para formar un cuerpo de envase (5) , controlando la aplicación del revestimiento plástico sobre el cuerpo en forma de tubo de manera que la forma y dimensiones de la superficie exterior del cuerpo en forma de tubo o cuerpo de envase revestido (5)
correspondan sustancialmente a la forma y las dimensiones de la pared interior (22) de una cavidad de molde (11) de un molde (20) para formar la cabeza del tubo, insertar después al menos una porción de extremo abierto (5a) del cuerpo de envase revestido (5) en una cavidad de molde (11) del molde (10) para formar la cabeza del tubo, estando al menos la superficie exterior de la porción terminal (5a) del cuerpo de envase revestido (5) alojada en la cavidad de molde (11) en contacto hermético con la pared interior (22) de la cavidad de molde (11) y estando la pared interior de la porción terminal (5a) del cuerpo de envase (5) alojada en el molde (10) separada de la pared interior de dicha parte interior (21) del molde, introducir el material plástico moldeable en la cavidad de molde y ponerlo en contacto con la porción de extremo abierto (5a) del cuerpo de envase (5) para formar la cabeza del tubo, en el que la capa termoplástica termosellable es una capa termoplástica termosellable semirrígida o rígida y el revestimiento termoplástico (9) es un revestimiento termoplástico elástico (9) del mismo tipo que las capas termoplásticas semirrígidas o rígidas.
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]