PROCEDIMIENTO E INSTALACIÓN PARA LA PRODUCCIÓN DE UN TUBO LAMINADO EN CALIENTE SIN SOLDADURA, ASÍ COMO TUBO DE COLADA CENTRÍFUGA LAMINADO Y EL USO DE UN BLOQUE HUECO PRODUCIDO MEDIANTE COLADA CENTRÍFUGA.
(05/12/2017). Solicitante/s: SMS group GmbH. Inventor/es: THEELEN,NORBERT, DÄHNDEL,Dr. Helge.
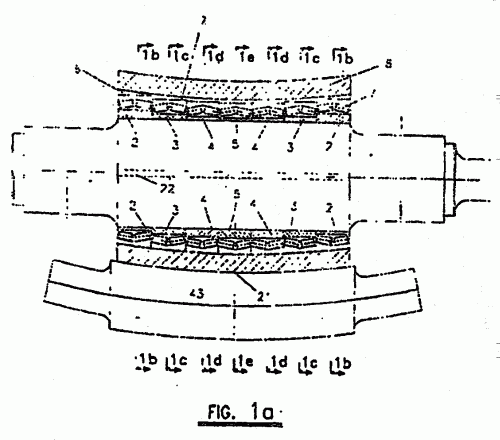
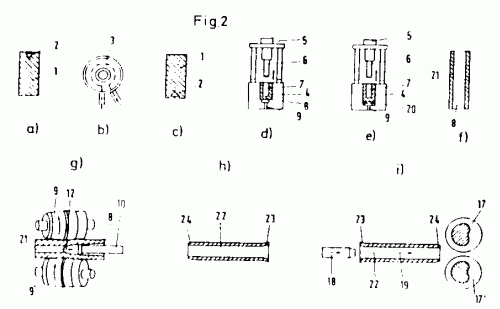
Procedimiento e instalación para la producción de un tubo laminado en caliente sin soldadura, así como tubo de colada centrífuga laminado y el uso de un bloque hueco producido mediante colada centrífuga. Se estiran bloques huecos o tubos sensibles, en caso de ser posible mediante el mantenimiento de la estructura interior presente o que se conforma directamente tras la colada, en un dispositivo de elongación de conformado en caliente, debido a lo cual pueden ponerse a disposición en caso de desarrollo de procedimiento adecuado, también tubos de paredes delgadas o laminados a partir de bloques huecos colados mediante acción de fuerza centrífuga, en una medida lo suficientemente segura en lo que al funcionamiento se refiere. Esto posibilita también por vez primera que se pongan a disposición tubos de material compuesto de colada centrífuga laminados o que puedan aprovecharse bloques huecos de material compuesto producidos mediante colada centrífuga, para la producción de un tubo sin soldadura.
PDF original: ES-2645522_A2.pdf
PDF original: ES-2645522_R1.pdf
{kind=link}
{kind=link}