60 patentes, modelos y diseños de SMS group GmbH
Sistema de interacción de robot.
(08/04/2020) Procedimiento para el funcionamiento de un sistema de interacción de robot, que está dispuesto en una instalación metalúrgica o de laminación y allí asociado a una estación de trabajo o zona de trabajo, para la ejecución de tareas con división de trabajo entre un robot y un trabajador humano en interacción temporal y espacial en la zona de trabajo y de movimiento del robot en la estación de trabajo o la zona de trabajo en un dispositivo o una instalación metalúrgica o de laminación; en donde el sistema de interacción de robot comprende el robot con su zona de trabajo y movimiento; un sistema de sensores de seguridad con las funciones de la detección de presencia humana y el monitoreo de la estación de trabajo para condiciones peligrosas; un controlador de…
Brazo portador para el soporte de un electrodo de un horno de arco eléctrico y procedimiento para su fabricación.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Electricidad
(26/02/2020). Inventor/es: SCHURING, ANDREAS, KRAUSA,STEFFEN. Clasificación: F16B17/00, H05B7/10.
Brazo portador para el soporte de un electrodo de un horno de arco eléctrico que presenta al menos un perfil de brazo portador que comprende al menos dos perfiles metálicos extruidos conectados entre sí, caracterizado porque los perfiles metálicos están conectados entre sí mediante al menos una conexión por complementariedad de forma.
PDF original: ES-2782116_T3.pdf
Dispositivo para transmitir un par de rotación desde un dispositivo de accionamiento hacia un cilindro en una caja de laminación.
(15/01/2020) Dispositivo para transmitir un par de rotación desde un dispositivo de accionamiento hacia un cilindro en una caja de laminación, para laminar producto que debe laminarse, el cual presenta:
un husillo ;
un cojinete giratorio , del lado de accionamiento, para el acoplamiento giratorio del husillo con el árbol de salida del dispositivo de accionamiento ,
un cojinete giratorio , del lado del cilindro, para el acoplamiento giratorio del husillo con un perno del cilindro, donde en el cojinete giratorio , del lado del cilindro, está conformada una cámara de lubricante ; y
al menos un dispositivo de bomba incorporado en un circuito para lubricante…
Máquina de estirado con tren de orugas y procedimiento de estirado.
(25/12/2019) Máquina de estirado con tren de orugas para el estirado de una pieza de trabajo que se extiende en la dirección longitudinal en una dirección de estirado a lo largo de una línea de estirado a través de una hilera , que comprende la hilera y un tren de orugas dispuesto detrás de la hilera visto en la dirección de estirado , con al menos dos cadena rotatorias, que presentan respectivamente al menos un portaútil que porta respectivamente un útil de estirado en una posición de estirado y con medios de presión para la aplicación de una fuerza de presión sobre los útiles de estirado correspondientes…
Procedimiento y tren de laminación para mejorar la salida de ruta de un fleje metálico a laminar, cuyo extremo de fleje metálico se desplaza a velocidad de laminación.
Sección de la CIP Técnicas industriales diversas y transportes
(20/11/2019). Inventor/es: JEPSEN, OLAF-NORMAN, SUDAU, PETER. Clasificación: B21B37/68, B21B37/58.
Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación desde una caja de laminación , que se obtiene en cada caso como última, de un tren de laminación con varias cajas, en donde durante la laminación se ajusta la tensión de fleje, entre dos cajas de laminación (F1, F2, F3, ... Fn) consecutivas, para estabilizar el desplazamiento de fleje de la tracción de fleje (sigmaF1,F2,F3), caracterizado porque poco antes de abandonar el extremo del fleje a laminar (1a) desde una caja se miden las fuerzas de laminación diferenciales entre el lado de accionamiento y el lado de manipulación por separado para cada caja de laminación (F1, F2, F3 ... Fn), de aquí se derivan el valor de oscilación y la dirección de oscilación de la fuerza de laminación diferencial, para formar un valor de corrección para el ajuste de los cilindros , y se corrige el ajuste.
PDF original: ES-2310917_T3.pdf
PDF original: ES-2310917_T5.pdf
Lecho de enfriamiento y procedimiento destinada para el torno de piezas de trabajo extendiéndose longitudinalmente situadas sobre un lecho de enfriamiento con la ayuda de un transportador transversal.
Sección de la CIP Técnicas industriales diversas y transportes
(06/11/2019). Inventor/es: CAMP,JAMES, EINERT,THOMAS, HOPPE,HANSJÖRG. Clasificación: B21B43/10.
Lecho de enfriamiento que comprende un transportador transversal y unos medios destinadas para dar un giro a unas piezas de trabajo que se extienden longitudinalmente, comprendiendo los medios de torno dos equipos de torno que entran en contacto con la pieza de trabajo que debe ser girada respectivamente, por lo menos en una posición de servicio durante el torno, y que pueden ser desplazadas con independencia del transportador transversal ,
caracterizado por el hecho de que los equipos de torno están previstos en una palanca acodada , estando la palanca de la palanca acodada dispuesta en la dirección de torno realizada más corta que la palanca de la palanca acodada situada contrariamente a la dirección de torno.
PDF original: ES-2761324_T3.pdf
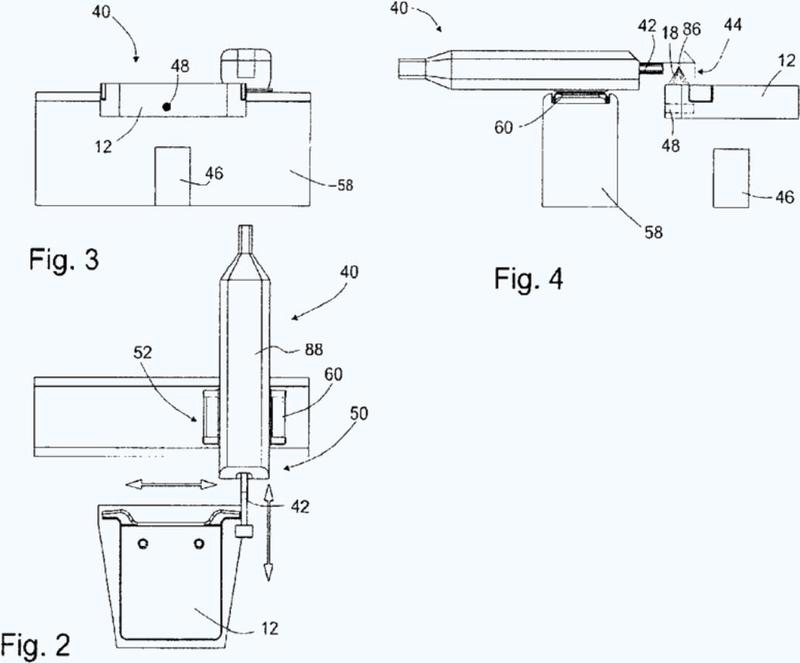
Dispositivo para la medición de una rosca.
(23/10/2019) Dispositivo para la medición de una rosca , que comprende
un alojamiento para alojar de manera separable un tubo , en donde la rosca está conformada en un extremo del tubo , un primer tramo de medición óptica con un primer sensor óptico (5a),
en donde el primer tramo de medición óptica está instalado en un manipulador del dispositivo, que está configurado para mover el primer tramo de medición con respecto al tubo , y en donde el primer tramo de medición óptica puede bascular de manera ajustable alrededor de un primer eje (S1) de posicionamiento con respecto a un eje (A) de rosca de la rosca , en donde en el manipulador está dispuesto un segundo tramo de medición óptica del dispositivo con un segundo sensor óptico (5a), en donde los tramos de medición óptica configuran en conjunto un canal de medición para la…
Dispositivo con pieza de desgaste y equipo de medición para desgaste.
(23/10/2019) Dispositivo que presenta
una pieza de desgaste con una superficie de desgaste ; y
un equipo de medicion con al menos un sensor de desgaste integrado en la superficie de desgaste para la deteccion de una eliminacion de material en la superficie de desgaste;
estando configurado el sensor de desgaste en forma de una resistencia electrica que es desgastada ella misma mecanicamente durante la eliminacion de material en la superficie de desgaste;
presentando el equipo de medicion , ademas, un equipo de evaluacion para la deteccion de un cambio, en particular de una elevacion, de la resistencia electrica en funcion de su propia eliminacion de material y para la deduccion a partir del cambio detectado del valor de resistencia de la magnitud…
Tren laminador de cilindros cruzados.
Sección de la CIP Técnicas industriales diversas y transportes
(21/08/2019). Inventor/es: KIRCHNER,WALTER. Clasificación: B21B13/00, B21B19/06, B21B1/20.
Tren laminador de cilindros cruzados, que comprende
una pluralidad de árboles de cilindro, que ejercen en cada caso una fuerza de laminación dirigida esencialmente de manera radial sobre una pieza de trabajo,
en el que la orientación de un eje de cilindro (W) al menos de uno de los árboles de cilindro puede modificarse de manera puede ajustarse alrededor de un primer eje de ajuste (S1) y alrededor de un segundo eje de ajuste (S2), en el que entre un cojinete de pivote del árbol de cilindro y un elemento de ajuste está dispuesto un elemento intermedio,
caracterizado porque el elemento intermedio comprende una biela de presión que transfiere la fuerza de laminación, que puede girarse por medio de una superficie (14a, 14b, 15a, 15b) de apoyo del rodamiento en forma de calota en varias direcciones.
PDF original: ES-2784391_T3.pdf
Extrusora y extrusora de tubos, así como prensa de extrusión de metal.
(24/07/2019) Extrusora y extrusora de tubos, así como prensa de extrusión de metal que presenta un bastidor de la prensa compuesto por un larguero cilíndrico y un larguero opuesto conectado al mismo, en el cual están proporcionados un soporte receptor de lingotes desplazable que porta un receptor de lingotes y un elemento transversal de punzón desplazable, donde en el larguero cilíndrico está dispuesto un cilindro principal o de compresión que, en su carcasa de cilindro , aloja un pistón de compresión provisto de un punzón de prensado en su extremo anterior, que se encuentra soportado por el elemento transversal de punzón , y en donde un contenedor de compensación que…
Procedimiento para el funcionamiento de una guía de barra en una instalación de colada continua y correspondiente guía de barra.
(04/07/2019) Procedimiento para el funcionamiento de una guía de barra en una instalación de colada continua para la colada de metales líquidos, presentando la guía de barra al menos un segmento de rodillos por medio del cual se guía una barra de colada tras la colada en una coquilla , presentando las siguientes etapas:
desplazamiento de al menos una parte del segmento de rodillos durante la operación de colada en forma de una oscilación en la dirección de colada (G) y en contra de ella
caracterizado porque
en el caso de la parte oscilante del segmento de rodillos se trata del cuadro superior con los rodillos de guía de barra alojados en él de manera giratoria, permaneciendo fijo…
Procedimiento y dispositivo para el funcionamiento energéticamente eficiente de instalaciones de eliminación de polvo secundarias.
(12/06/2019) Procedimiento de control para una instalación de eliminación de polvo secundaria, en la que una red de tuberías une un ventilador de tiro por aspiración con al menos dos puntos de aspiración, en el que la red de tuberías para cada punto de aspiración comprende una tapa de aire de salida controlable, cuya posición de tapa influye en el flujo volumétrico en el punto de aspiración, y en el que el procedimiento de control comprende las siguientes etapas:
- facilitar un modelo de sistema matemático que describe la red de tuberías, en donde cada elemento de tubo está caracterizado por sus propiedades físicas y geométricas ;
- calcular las pérdidas de presión en la red de tuberías basándose en el modelo de sistema matemático determinado totalmente y en los…
Máquina para enderezar y procedimiento para cambiar elementos de rodillos de enderezado.
(08/05/2019) Máquina para enderezar para enderezar un producto semiacabado con elementos de rodillos de enderezado , con una línea de camino de rodillos que forma una sección de transporte , con un dispositivo soporte que sostiene los elementos de rodillos de enderezado enfrente de la sección de transporte , el cual comprende una mitad del soporte del lado de accionamiento y una mitad del soporte del lado de manejo que puede trasladarse enfrente de la mitad del soporte del lado de accionamiento , con un dispositivo de cambio para cambiar los elementos de rodillos de enderezado y con una ruta de cambio a lo largo de la cual pueden desplazarse los elementos de rodillos de enderezado para el cambio, en la cual los elementos de rodillos…
Dispositivo y procedimiento para purificar el gas de escape de una instalación metalúrgica.
(10/04/2019) Procedimiento para la purificación de gas de escape de una instalación metalúrgica , con los pasos: introducción de gas de escape hacia una etapa de purificación previa conectada a la instalación metalúrgica mediante una primera línea de conexión , en la cual el gas de escape se purifica previamente mediante la utilización de agua y se enfría, y
conducción del gas de escape purificado previamente en la etapa de purificación previa y enfriado, mediante una segunda línea de conexión , hacia una etapa de purificación principal , en la cual tiene lugar una purificación fina del gas de escape y, con ello, una purificación principal…
Rodillo de horno no refrigerado y procedimiento para producir un rodillo de horno no refrigerado.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(21/03/2019). Inventor/es: MEYER, ALEXANDER, DR., BILGEN,CHRISTIAN, MOHR,STEFAN, SCHRÖMGES,WOLFGANG. Clasificación: F27D3/02.
Rodillo de horno no refrigerado para el transporte de material de colada continua de una instalación de colada continua, el cual comprende un cuerpo del rodillo cilíndrico , y partes del extremo cónicas que respectivamente están fijadas en los lados frontales del cuerpo del rodillo , caracterizado porque dentro del rodillo de horno , en el área del cuerpo del rodillo y/o de al menos una parte del extremo cónica , está conformada una cavidad que está realizada de forma estanca con respecto a la atmósfera (A) y se encuentra colocada bajo vacío, de modo que al menos para el cuerpo del rodillo o bien para la parte del extremo cónica se encuentra presente un aislamiento térmico de vacío.
PDF original: ES-2705065_T3.pdf
Prensa de extrusión para la extrusión continua de metal.
(13/03/2019) Prensa de extrusión que trabaja de forma continua con un émbolo principal de extrusión actuante con un contenedor , con un contraémbolo de extrusión y con un espacio de acumulación para material metálico de extrusión que, por un lado, está en unión activa cerradiza con el contenedor y, por otro lado, con el contraémbolo, siendo movidos horizontalmente tanto el émbolo principal de extrusión como también el contraémbolo de extrusión y el material de extrusión extrudido, donde el movimiento del émbolo principal de extrusión y del contraémbolo de extrusión así como la suma de las componentes de movimiento del material de extrusión es rectilínea en su totalidad, caracterizada porque la unión activa del espacio de acumulación con el contenedor es cerradiza por medio la acción del material de extrusión y/o porque para el cierre de la unión activa del…
Procedimiento e instalación para la fabricación de producto semiacabado de cobre, así como procedimiento y dispositivo para aplicar un encolante.
Sección de la CIP Técnicas industriales diversas y transportes
(13/03/2019). Ver ilustración. Inventor/es: WINTERFELDT, THOMAS, SCHWARZE,MICHAEL, JUNGEN,HARDY. Clasificación: B22D25/04, B22C3/00.
Procedimiento para la fabricación de producto semiacabado de cobre , en el que inicialmente se funde cobre y en una pasada inicial se cuela dentro de varias lingoteras para formar ánodos de cobre , a continuación mediante electrolisis empleando al menos uno de los ánodos de cobre se forman cátodos de cobre y estos cátodos de cobre se procesan de manera avanzada después para formar un producto semiacabado de cobre , caracterizado por que una parte de las piezas de trabajo coladas en las lingoteras se procesa de manera avanzada para formar el producto semiacabado de cobre.
PDF original: ES-2726182_T3.pdf
Dispositivo y procedimiento para separar sustancias condensables desde un flujo de aire de escape.
(28/02/2019) Dispositivo para separar sustancias condensables desde un flujo de aire de escape (B), que comprende:
un conducto de circulación , a través del cual las sustancias condensables pueden circular en una dirección de flujo desde el flujo de aire de escape (B);
un primer separador en el conducto de circulación;
un soplador en el primer conducto de circulación , el cual está conectado al primer separador aguas arriba en la dirección de flujo del flujo de aire de escape;
y un depurador , el cual está conectado entre el soplador y el primer separador ; caracterizado por un segundo separador , el cual está conectado aguas abajo en la dirección de flujo del flujo de aire de escape, al primer separador en el conducto de circulación;
…
Texturizado de superficies de herramientas de conformación.
Sección de la CIP Técnicas industriales diversas y transportes
(20/02/2019). Inventor/es: PAWELSKI, HARTMUT, KOHLRAUSCH,ARNT, SCHELLMANN,MARKUS. Clasificación: B31F1/07, B21B27/00, B44B5/00, B21H8/00.
Procedimiento para la fabricación de una herramienta de conformación , que presenta una superficie de estampado estructurada , que para la conformación plástica de un sustrato puede ponerse en contacto con una superficie del mismo, presentando el procedimiento:
determinar una estructura objetivo que va a fabricarse sobre el sustrato ;
deformar geométricamente la estructura objetivo, por lo que se obtiene una estructura de reproducción de estampado;
invertir la estructura de reproducción de estampado, por lo que se obtiene la estructura de estampado para la superficie de estampado ;
generar la superficie de estampado de la herramienta de conformación de acuerdo con la estructura de estampado.
PDF original: ES-2726917_T3.pdf
Accionamiento de rodillos con paso de unión rotativo.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(15/11/2018). Inventor/es: SUNDERMANN, CHRISTOPH, GRIMMEL, RUDIGER, BERKHOLZ, UWE. Clasificación: F16L27/087, F16C19/50.
Accionamiento de rodillos, el cual comprende un paso de unión rotativo para el suministro y/o la descarga de un medio presurizado, hacia una, o bien desde una cavidad axial de una parte giratoria de una máquina, con una parte fija del paso de unión con respecto al aparato, no giratoria, una parte giratoria del paso de unión y con medios soporte, así como con medios de estanqueidad que actúan en un plano de estanqueidad radial entre la parte giratoria del paso de unión y la parte fija del paso de unión con respecto al aparato, donde los medios soporte comprenden soportes de apoyo individuales en forma de rodillos de apoyo , los cuales determinan la distancia radial entre la parte fija del paso rotativo con respecto al aparato y la parte giratoria del paso de unión, donde los soportes de rodillos, de los rodillos de apoyo, se encuentran bajo una pretensión sin juego, de modo que debido a ello se alcanza un recorrido sin juego de la parte giratoria del paso de unión rotativo.
PDF original: ES-2689736_T3.pdf
Procedimiento para hacer funcionar una prensa de extrusión indirecta y prensa de extrusión indirecta.
(08/11/2018) Procedimiento para hacer funcionar una prensa de extrusión indirecta , comprendiendo la prensa de extrusión indirecta un punzón indirecto con una cabeza de herramienta que puede alojarse en el punzón indirecto , una pieza de cierre y un dispositivo de alojamiento de bloque que puede moverse longitudinalmente con un alojamiento de bloque de material para alojar un bloque de material , pudiendo moverse en línea recta el dispositivo de alojamiento de bloque mediante la pieza de cierre a través del punzón indirecto , pudiendo extraerse el punzón indirecto mediante el movimiento del dispositivo de alojamiento de bloque en la dirección…
Deflector de banda y disposición de laminación.
(06/11/2018) Deflector de banda para la deflexión sin contacto de un medio de laminación de la superficie de una banda metálica durante el laminado de la banda metálica, el cual comprende:
un cuerpo base conformando una punta con al menos una cámara de aire comprimido y al menos una boquilla para la salida de aire comprimido; y una fuente de aire comprimido conectada, en forma de conductor de flujo, con la cámara de aire comprimido para la provisión de aire comprimido a la cámara de aire comprimido y a la boquilla , donde la boquilla presenta una primera sección de canal de boquilla (116-I) conectada, en forma de conductor de flujo, con la cámara de aire comprimido y una segunda sección de canal de boquilla (116-II) postconectada con la primera sección de canal de boquilla en la dirección de flujo (R), donde…
Prensa de extrusión y extrusionadora para tubos y procedimiento para separar un residuo de prensado.
(16/10/2018) Prensa de extrusión o extrusionadora para tubos , en particular para aluminio o aleaciones de aluminio, la cual comprende un bastidor de la prensa compuesto por una barra cilíndrica y una barra opuesta unida a ésta, en el cual están dispuestos una barra móvil y un recibidor de bloques móvil que está diseñado para llevar un bloque que debe ser prensado, introducido con un dispositivo de carga, a una posición de prensado enfrente de la barra opuesta con matriz, donde entre la barra opuesta y el recibidor de bloques está dispuesta una herramienta , y donde se proporciona un dispositivo de corte para separar un residuo de prensado que queda después del proceso de prensado, caracterizada porque…
Procedimiento para operar un horno de arco.
(28/02/2018) Procedimiento para operar un horno de arco , donde el horno de arco comprende un receptáculo para material fundido , así como al menos un electrodo , donde el electrodo está dispuesto en un brazo de soporte y sujeto por éste, donde en el receptáculo se introduce un espumante de escoria (C), para formar sobre el material fundido una capa de espuma de escoria con una altura h, donde el procedimiento comprende los pasos:
a) determinar una relación funcional h ≥ f (a) entre las oscilaciones del electrodo o del brazo de soporte durante la operación del horno de arco y la altura h de la espuma de escoria por medición, donde en la relación funcional la amplitud A de…
Sección de la CIP Técnicas industriales diversas y transportes
(14/02/2018). Inventor/es: LIONI,CORNELIO. Clasificación: B21C23/21.
Prensa de extrusión.
La invención parte de la idea básica de que puede minimizarse la influencia de momentos y fuerzas, provocados por la extrusión, sobre el resto de la prensa de extrusión porque se absorben en la medida de lo posible por el juego de los propios módulos solicitados, lo que puede suceder en particular porque se permite un cierto huelgo con respecto a los módulos estacionarios, tal como el armazón, y aun así se conserva un guiado lo más preciso posible.
PDF original: ES-2654546_R1.pdf
PDF original: ES-2654546_B2.pdf
PDF original: ES-2654546_A2.pdf
Bloque deslizante para un husillo articulado.
(10/01/2018) Husillo articulado que puede disponerse en un accionamiento de un laminador y que, para producir una unión con una cabeza articulada, presenta un acoplador o, para producir una unión con un acoplador , presenta una cabeza articulada , donde la lengüeta del acoplador se engancha en una escotadura cilíndrica de la cabeza articulada que se sitúa transversalmente (z) con respecto al eje de rotación (x), donde entre la misma y la lengüeta está dispuesto un bloque deslizante , el cual se forma a través de dos cuerpos deslizantes que presentan en subáreas contornos del cuerpo de rotación cilíndricos , donde dichos cuerpos deslizantes están dispuestos en la articulación de forma giratoria alrededor de un eje transversal (z) en un contorno en forma del cuerpo de rotación de la escotadura , adaptado a la forma de los cuerpos deslizantes , de manera…
PROCEDIMIENTO E INSTALACIÓN PARA LA PRODUCCIÓN DE UN TUBO LAMINADO
EN CALIENTE SIN SOLDADURA, ASÍ COMO TUBO DE COLADA CENTRÍFUGA
LAMINADO Y EL USO DE UN BLOQUE HUECO PRODUCIDO MEDIANTE COLADA
CENTRÍFUGA.
Sección de la CIP Técnicas industriales diversas y transportes
(05/12/2017). Inventor/es: THEELEN,NORBERT, DÄHNDEL,Dr. Helge. Clasificación: B21B23/00.
Procedimiento e instalación para la producción de un tubo laminado en caliente sin soldadura, así como tubo de colada centrífuga laminado y el uso de un bloque hueco producido mediante colada centrífuga. Se estiran bloques huecos o tubos sensibles, en caso de ser posible mediante el mantenimiento de la estructura interior presente o que se conforma directamente tras la colada, en un dispositivo de elongación de conformado en caliente, debido a lo cual pueden ponerse a disposición en caso de desarrollo de procedimiento adecuado, también tubos de paredes delgadas o laminados a partir de bloques huecos colados mediante acción de fuerza centrífuga, en una medida lo suficientemente segura en lo que al funcionamiento se refiere. Esto posibilita también por vez primera que se pongan a disposición tubos de material compuesto de colada centrífuga laminados o que puedan aprovecharse bloques huecos de material compuesto producidos mediante colada centrífuga, para la producción de un tubo sin soldadura.
PDF original: ES-2645522_A2.pdf
PDF original: ES-2645522_R1.pdf
Tubo de gran diámetro de doble pared, uso y procedimiento para la fabricación de un tubo de gran diámetro de doble pared.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes Construcciones fijas
(25/10/2017). Inventor/es: ARNOLD,ROLAND. Clasificación: F16L9/16, F16L9/18, B21C37/15, B21C37/12, E04H12/08, F03D13/20.
Tubo de gran diámetro de doble pared con al menos un tubo de acero soldado en espiral como tubo interno y/o como tubo externo , siendo el tubo de acero soldado en espiral un tubo soldado en espiral a partir de una banda de acero laminada en caliente de pared gruesa, estando el tubo interior y el tubo exterior unidos entre sí por medio de al menos una unión soldada , caracterizado por un grosor de la banda de acero de más de 8 mm, y al menos una abertura para soldar en el tubo interno y/o en el tubo externo.
PDF original: ES-2657380_T3.pdf
Método y dispositivo para predecir, controlar y/o regular procesos de acería.
Secciones de la CIP Física Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura
(27/09/2017). Inventor/es: UEBBER, NORBERT, SCHLÜTER,Jochen, ODENTHAL,Hans-Jürgen, MORIK,KATHARINA, BLOM,HENDRIK. Clasificación: G05B19/418, C21C5/52, C21C5/46, C21C5/35, F27D21/02, C21C5/30, F27D19/00.
Método para predecir, controlar y/o regular procesos de acería, el cual comprende los pasos:
- monitoreo de al menos dos variables de entrada relacionadas con una variable - objetivo,
- determinación de la relación entre al menos dos variables de entrada y al menos una variable - objetivo mediante análisis de regresión o métodos de clasificación, y
- utilización de la variable - objetivo determinada para predecir, controlar y/o regular el proceso de acería, donde para determinar la variable - objetivo se utiliza el método SVM (Support Vektor Machine, máquina de vectores de soporte), y donde se ponen a disposición de la SVM tanto variables de entrada estáticas, como también variables de entrada dinámicas.
PDF original: ES-2653943_T3.pdf
Laminador de anillos multicilindro de mesa así como procedimiento para laminar anillos en un laminador de anillos multicilindro de mesa.
Sección de la CIP Técnicas industriales diversas y transportes
(09/08/2017). Inventor/es: MICHL,DR.-ING. DENNIS. Clasificación: B21H1/06.
Laminador de anillos multicilindro de mesa que comprende al menos un cilindro principal y dos cilindros de mandril soportados en una mesa de cilindros de mandril que gira alrededor de un eje de mesa de cilindros de mandril , rotando el cilindro principal alrededor de un eje de cilindro principal y estando soportados el eje de cilindro principal y el eje de mesa de cilindros de mandril de forma invariable y excéntrica al menos durante la laminación, caracterizado por que el laminador de anillos multicilindro de mesa presenta independientemente de la excentricidad del eje de cilindro principal y del eje de mesa de cilindros de mandril medios de descarga efectivos para descargar al menos uno de los cilindros de mandril de fuerzas de laminación.
PDF original: ES-2641497_T3.pdf
DISPOSITIVO DE MEDICIÓN DIMENSIONAL DE UNA PIEZA DE TRABAJO.
Secciones de la CIP Física Técnicas industriales diversas y transportes Electricidad
(12/04/2017). Inventor/es: KLINGEN, HERMANN-JOSEF, NERZAK, THOMAS, DAUBE, THOMAS, SONNENSCHEIN,GUIDO, STECKLEIN,Eduard. Clasificación: G01N27/90, G01B7/12, B21B38/04, H01F38/20.
Dispositivo de medición.
Para proporcionar un dispositivo de medición que funcione bien también en entornos hostiles, por ejemplo a altas temperaturas o en entornos en los que hay agua o vapor de agua, tal como es el caso entre otros en laminadores, con una carcasa y con una abertura de medición central, que atraviesa la carcasa en línea recta, y una bobina de medición, que está dispuesta en la carcasa y rodea la abertura de medición, éste presenta un soporte de bobina que está dispuesto radialmente por fuera de la bobina de medición en la carcasa y soporta la bobina de medición.
PDF original: ES-2608712_A2.pdf
PDF original: ES-2608712_R1.pdf
PDF original: ES-2608712_B2.pdf
Método y dispositivo para el montaje y desmontaje de forma independiente de una unidad de pistón-cilindro en la unidad de intercambio de oscilación de una coquilla de colada continua.
(12/04/2017) Método para el montaje y desmontaje de forma independiente de una unidad de pistón - cilindro hidráulica , utilizada como accionamiento de oscilación, en la unidad de intercambio de oscilación de un dispositivo de oscilación diseñado como oscilación del cuadro de una coquilla de colada continua que se desplaza de forma oscilante, caracterizado porque el montaje y el desmontaje se realizan directamente a través de una abertura de alojamiento proporcionada en la unidad de intercambio de oscilación para el montaje y el desmontaje, donde la unidad de pistón - cilindro , al ser montada con la ayuda de un dispositivo de montaje desplazable…
{kind=link}