Tubo de acero sin costura acabado en frío para eje de transmisión y procedimiento de producción del mismo.
Un tubo de acero sin costura acabado en frío para un eje de transmisión,
que presenta una composición de acero que comprende, en % en masa, C: 0,30-0,47%, Si: 0,50% o inferior, Mn: 0,50-2,00%, P: 0,20% o inferior, S: 0,005% o inferior y Al: 0,001-0,050%, siendo el resto Fe e impurezas, caracterizado porque presenta una resistencia a la tracción no inferior a 784 MPa y no superior a 950 MPa y la profundidad de cada pliegue en superficie interior que queda en la superficie interior del mismo, tal como se aprecia en una sección transversal perpendicular a la dirección longitudinal, no es más de 0,20 mm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2007/056049.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 6-1, Marunouchi 2-chome, Chiyoda-ku Tokyo 100-8071 JAPON.
Inventor/es: YAMAMOTO,TADAYUKI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B17/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 17/00 Laminado de tubos por cilindros cuyos ejes son prácticamente perpendiculares al eje de las piezas trabajadas, p. ej. laminado "axial". › sin mandril.
- B21B23/00 B21B […] › Laminado de tubos, no limitado a uno de los métodos mencionados en uno solo de los grupos B21B 17/00 - B21B 21/00, p. ej. por procedimientos combinados (B21B 25/00 tiene prioridad).
- B21B27/02 B21B […] › B21B 27/00 Cilindros (formas de las superficies de trabajo exigidas por procedimientos especiales B21B 1/00 ); Lubrificación, enfriamiento y calentado de los cilindros en curso de utilización. › Forma o estructura de los cilindros (para laminar metales de longitudes indefinidas especialmente adecuados para la fabricación en serie de objetos particulares B21H 8/02).
- B21C1/22 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 1/00 Fabricación de chapas, alambres, barras, metálicos,tuboso productos análogos semiacabadospor estirado. › especialmente adaptados a la fabricación de objetos tubulares (conformación de chapas en forma tubular por estirado B21D 5/10).
- C22C38/00 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00).
- C22C38/06 C22C […] › C22C 38/00 Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00). › que contienen aluminio.
- C22C38/58 C22C 38/00 […] › con más de 1,5% en peso de manganeso.
PDF original: ES-2438981_T3.pdf
Fragmento de la descripción:
Tubo de acero sin costura acabado en frio para eje de transmision y procedimiento de produccion del mismo
Campo tecnico La presente invencion se refiere a un tubo de acero sin costura acabado en frio para uso como un eje de transmision y a un procedimiento de produccion del mismo y, de forma mas particular, a un tubo de acero sin costura acabado en frio que se va a usar como un miembro hueco de alta resistencia y excelente resistencia a la fatiga y muy adecuado para la reduccion de peso de un eje de transmision para automovil y asegurar la regularidad o la reduccion de ruido, y a un procedimiento de produccion de tal tubo de acero sin costura de forma eficiente.
Tecnica anterior
A la vista de la reciente necesidad creciente de la proteccion del medio ambiente global, se demanda que la estructura de un automovil se vea reducida en peso para conseguir un efecto de ahorro de energia adicional. Por tanto, desde el punto de vista de reduccion del peso de estructura de un automovil se han realizado intentos para usar un miembro para automovil correspondiente hueco en lugar del solido. Entre tales intentos se ha usado un miembro hueco como un eje de transmision para automocion.
De forma mas especifica se ha usado parcialmente un eje de transmision hueco de tipo soldado por friccion que comprende tres piezas (una pieza intermedia hecha de tubo de acero sin tratamiento termico tal como endurecimiento por induccion, y extremos que son conectados a una junta de velocidad constante o a un engranaje diferencial hechos cada uno de material solido o de material forjado) de modo que se reduce el peso de estructura del automovil y al mismo tiempo se asegura la maniobrabilidad y regularidad.
El eje de transmision para automocion es un miembro de seguridad importante para la transmision del par de torsion del eje de revoluciones de un motor para accionar las ruedas y por tanto se requiere asegurar un nivel suficiente de resistencia a la fatiga. El documento de patente japonesa n° 2005-320575 y la solicitud de patente europea n° 1743950 A1 describe un tubo de acero sin costura que presenta excelente rugosidad y resistencia a fatiga por torsion que comprende, en % en masa C: 0, 30 a 0, 50%, Si: 0, 5% o inferior, Mn: 0, 3 a 2, 0%, P: 0, 025% o inferior, S: 0, 005% o inferior, Cr: 0, 15 a 1, 0%, Al: 0, 001 a 0, 05%, Ti: 0, 005 a 0, 05%, N: 0, 02% o inferior, B: 0, 0005 a 0, 01% y O (oxigeno) : 0, 0050% o inferior, siendo el resto Fe e impurezas y un procedimiento de produccion del mismo mediante una etapa de procesamiento en frio de blancos de tubo de acero de no menos de 5% en tasa de reduccion de superficie en seccion transversal. Sin embargo, cuando se usa un tubo de acero sin costura como un miembro hueco de tal eje, el tubo de acero puede retener arrugamientos en forma de pliegues en la superficie interior del miembro hueco, a saber, pliegues no uniformes desarrollados en la superficie interior tal como se ven en la seccion transversal perpendicular a una direccion longitudinal (en lo sucesivo denominada como "pliegues de superficie interior") , en funcion de las condiciones de produccion de tubo de acero. Cuando tales pliegues de superficie interior permanecen, estos tienden a actuar como factores que provocan danos, por ejemplo, actuan como puntos de inicio para la fractura por fatiga, debilitando de este modo de forma remarcada la resistencia a la fatiga del eje de transmision.
Por lo tanto en la produccion de un tubo de acero para uso como un miembro hueco de un eje de transmision, se ha investigado una tecnica que comprende la insercion de un punzon u otro tipo de mandril en el tubo de acero y repetir el estirado en frio hasta obtener un tamano predeterminado. De acuerdo con la tecnica que comprende la repeticion de estirado en frio, el tubo de acero se puede procesar para adquirir superficies internas y externas suaves y para tener un tamano predeterminado. Para la obtencion de una superficie interior suave, sin embargo, se requieren varias repeticiones de trabajo de estiramiento y recocido intermedio, lo que provoca un problema que aumenta los costes de produccion.
Para solucionar tales problemas la patente japonesa n° 2.822.849 propone un procedimiento de produccion de un tubo de acero sin costura para uso en un automovil, por ejemplo, como un eje de transmision, tal procedimiento comprende la produccion de forma eficiente de un tubo de acero sin costura usando una reductora por estiramiento de acuerdo con el procedimiento de fabricacion de tubos de Mannesmann y mecanizado de la superficie interior de este tubo de acero mediante pulido por granallado, por ejemplo. De acuerdo con este procedimiento los pliegues que tienen lugar sobre la superficie interior del tubo de acero sin costura laminado en caliente se eliminan de forma intencionada mediante mecanizado de la superficie interior hasta una profundidad de 20 um a 500 pm, de modo que se pueda mejorar la resistencia a la fatiga.
Sin embargo se requiere un tratamiento fenomenalmente largo para tal pulido de la superficie interior mediante granallado. De forma especifica, los tubos de acero objeto para uso como eje de transmision son miembros de pequeno diametro que presentan un diametro interno de aproximadamente 15 0 a 25 0 y, para el acabado por granallado de la superficie interior de estos tubos para asegurar la extension anteriormente citada del pulido, se requiere un tiempo de tratamiento tan extenso como de diez minutos a varias horas. Por tanto el procedimiento de produccion propuesto en la patente japonesa n° 2.822.849 presenta grandes problemas: aumento en costes de produccion y fallo al asegurar la capacidad de la produccion en masa que se requiere desde el punto de vista industrial.
Descripcion de la invencion El proceso de fabricacion de tubos de Mannesmann para la produccion de tubos de acero sin costura continuo mediante procesamiento en caliente esta comprendido por una etapa de perforacion, o punzonado, para la ejecucion de un agujero en la parte central de un tocho solido, una etapa de laminacion para elongacion para la reduccion del espesor de pared del tubo hueco obtenido de este modo y una etapa de laminacion para dimensionado para la reduccion del diametro exterior del tubo hueco para finalizar el tubo en un tamano deseado.
Por lo general tales perforadoras/tren de laminacion como una perforadora de Mannesmann, una perforadora/tren de laminacion de rodillos transversales o perforadora prensa se usa en la etapa de perforacion, un tren de laminacion, mandrinadora, troqueladora o equipo Assel se usa en la etapa de laminacion por estiramiento, y un tren de laminacion calibrador tal como una reductora por estiramiento o conformador se usa en la etapa de laminacion para dimensionado.
La figura 1 es una representacion que ilustra un procedimiento de produccion de tubo ejemplo para la fabricacion de tubos de acero sin costura mediante procesamiento en caliente de acuerdo con el procedimiento de Mannesmann. En este procedimiento de produccion de tubos un tocho redondo solido 1 que va a ser laminado se calienta hasta una temperatura predeterminada y la parte central axial de la misma se perfora en un maquina perforadora/tren de laminacion 3 hasta dar un tubo hueco 2, que se alimenta a un equipo de laminacion por elongacion siguiente que comprende una mandrinadora 4 para la laminacion por elongacion. Despues de pasar por la mandrinadora 4 el tubo hueco 2 se envia luego a un horno de recalentado 5 y, tras recalentado, se pasa a traves de un equipo de laminacion para dimensionado que comprende una reductora por estirado 6, con la que se produce el tubo de acero para uso como un tubo madre que se va a someter a procesamiento en frio, por ejemplo.
En un procedimiento de fabricacion de tubos de este tipo el reductora por estirado 6 como se muestra se configura tal como una pluralidad de conjuntos de rodillos de laminacion, compuesto cada uno de ellos de tres rodillos de laminacion calibradores 6r dispuestos a equidistancia circunferencial uno respecto de otro en torno a la linea de paso, se proporcionan en estaciones de rodillo respectivas, entando dispuestos los rodillos de laminacion calibradores 6r en un plano perpendicular a la linea de paso de la estacion en la que se encuentran los rodillos.
Otras configuraciones de la reductora por estirado usadas en la actualidad son un equipo de laminacion para dimensionado de tipo cuatro rodillos equipado con conjuntos de cuatro rodillos de laminacion calibradores, en los que los rodillos de laminacion calibradores estan dispuestos en una estacion de rodillos adyacente de modo que llevan a cabo el trabajo de laminacion en una direccion cambiada en un angulo de 90 grados en un plano perpendicular a la linea de paso de la estacion en la que se encuentran los rodillos, y un equipo de laminacion para dimensionado de tipo... [Seguir leyendo]
Reivindicaciones:
1. ºn tubo de acero sin costura acabado en frio para un eje de transmision, que presenta una composicion de acero que comprende, en % en masa, C: 0, 30-0, 47%, Si: 0, 50% o inferior, Mn: 0, 50-2, 00%, P: 0, 20% o inferior, S: 0, 005% o inferior y Al: 0, 001-0, 050%, siendo el resto Fe e impurezas, caracterizado porque presenta una resistencia a la traccion no inferior a 784 MPa y no superior a 950 MPa y la profundidad de cada pliegue en superficie interior que queda en la superficie interior del mismo, tal como se aprecia en una seccion transversal perpendicular a la direccion longitudinal, no es mas de 0, 20 mm.
2. El tubo de acero sin costura acabado en frio para un eje de transmision de acuerdo con la reivindicacion 1, que comprende ademas, en lugar de una parte de Fe, uno o mas de Cr: 1, 5% o inferior, Ti: 0, 05% o inferior, Nb: 0, 05% o inferior, V: 0, 1% o inferior, Mo: 1% o inferior, Ni: 0, 5% o inferior, Cu: 0, 5% o inferior, B: 0, 05% o inferior y Ca: 0, 01% o inferior.
3. ºn procedimiento para la produccion de un tubo de acero sin costura acabado en frio para un eje de transmision, que comprende:
perforar y laminar un tocho que presenta una composicion que comprende, en % en masa, C: 0, 30-0, 47%, Si: 0, 50% o inferior, Mn: 0, 50-2, 00%, P: 0, 020% o inferior, S: 0, 005% o inferior y Al: 0, 001-0, 050%, siendo el resto Fe e impurezas mediante el procedimiento de fabricacion de tubos de Mannesmann; laminacion con elongacion y laminacion de conformacion del tubo hueco obtenido; y
estirado en frio del tubo hueco obtenido de un modo tal que una tasa de reduccion del espesor de pared en la parte de espesor de pared minima del tubo hueco puede llegar a al menos 10%.
4. El procedimiento de produccion de un tubo de acero sin costura acabado en frio para un eje de transmision de acuerdo con la reivindicacion 3, en el que la laminacion de conformacion se lleva a cabo usando una maquina de laminacion de conformacion que comprende una pluralidad de estaciones, estando equipada cada una con al menos dos rodillos de laminacion calibradores en los que el tubo hueco se lamina usando tales rodillos calibradores que cuando se estiran dos lineas tangenciales imaginarias en extremos opuestos de los rodillos calibradores adyacentes en cada estacion, el angulo min (grados) mas pequeno entre los angulos (grados) formados respectivamente por las dos lineas tangenciales como se encuentran en todas las estaciones satisface la relacion presentada con la formula (1) dada a continuacion, seguido ademas del estiramiento en frio del tubo hueco:
donde D: diametro exterior del tubo (mm) tras laminacion de conformacion, t: espesor de pared de tubo (mm) tras laminacion de conformacion, ln (x) : logaritmo natural de x.
5. El procedimiento de produccion de un tubo de acero sin costura acabado en frio para un eje de transmision de acuerdo con cualquiera de las reivindicaciones 3 o 4, en el que el tubo hueco laminado en caliente se somete a estirado en frio y luego a recocido para relajacion de esfuerzos.
6. El procedimiento de produccion de un tubo de acero sin costura acabado en frio para un eje de transmision de acuerdo con cualquiera de las reivindicaciones 3 a 5, en el que la composicion de acero comprende ademas, en lugar de una parte de Fe, una o mas de Cr: 1, 5% o inferior, Ti: 0, 05% o inferior, Nb: 0, 05% o inferior, V: 0, 1% o inferior, Mo: 1% o inferior, Ni: 0, 5% o inferior, Cu; 0, 5% o inferior, B: 0, 055 o inferior y Ca: 0, 01% o inferior.
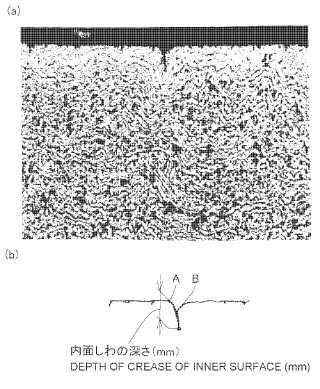
Profundidad de pliegue en superficie interior (mm) Profundidad de pliegue en superficie interior (mm)
Patentes similares o relacionadas:
Acero inoxidable martensítico, del 15 de Julio de 2020, de JFE STEEL CORPORATION: Acero inoxidable martensítico que comprende una composición química que contiene, en % en masa: C: el 0,020% o más y menos del 0,10%, Si: más del 0,3% y […]
Procedimiento para la fabricación de una lámina de acero recuperada que tiene una matriz austenítica, del 15 de Julio de 2020, de Arcelormittal: Procedimiento de fabricación de una lámina de acero recuperada que tiene una matriz austenítica que presenta al menos una propiedad mecánica (M) […]
Acero inoxidable ferrítico-austenítico de excelente resistencia a la corrosión y trabajabilidad, del 1 de Julio de 2020, de Nippon Steel & Sumikin Stainless Steel Corporation: Un acero inoxidable ferrítico-austenítico de excelente trabajabilidad, caracterizado por que consiste en, en % en masa, C: 0,002 a 0,1%, Si: 0,05 a 2%, Mn: […]
Acero inoxidable de alta resistencia con excelentes características de fatiga y el procedimiento de fabricación del mismo, del 24 de Junio de 2020, de Nippon Steel Stainless Steel Corporation: Una chapa de acero inoxidable: con un espesor de 20 a 500 μm; con una composición química que contiene, en términos de porcentaje en […]
Acero austenítico resistente al calor Cr-Mn-N y un procedimiento de fabricación del mismo, del 24 de Junio de 2020, de Tianjin New Wei San Industrial Co., Ltd: El acero austenítico resistente al calor Cr-Mn-N, que comprende, en porcentaje en peso: carbono 0,30% a 0,45%, silicio 0,80% a 1,50%, […]
Lámina de acero con alto contenido de carbono y método de fabricación de la misma, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero con alto contenido de carbono, que comprende: una composición química representada por, en % en masa: C: de 0.30% a […]
Chapa de acero laminada en caliente, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero laminada en caliente que comprende: en % en masa, C: 0,02% a 0,20%; Si: más del 0% al 0,15%; Mn: 0,5% a 2,0%; P: más del 0% al […]
Chapa de acero laminada en caliente y método de fabricación de la misma, y método de fabricación de chapa de acero laminada en frío, del 6 de Mayo de 2020, de NIPPON STEEL CORPORATION: Chapa de acero laminada en caliente, que comprende: C: del 0,05% en masa al 0,45% en masa; Si: del 0,5% en masa al 3,0% en masa; Mn: del 0,50% en masa al 3,60% […]