Dispositivo de soldadura orbital con sistema de acoplamiento de bobina simplificado.
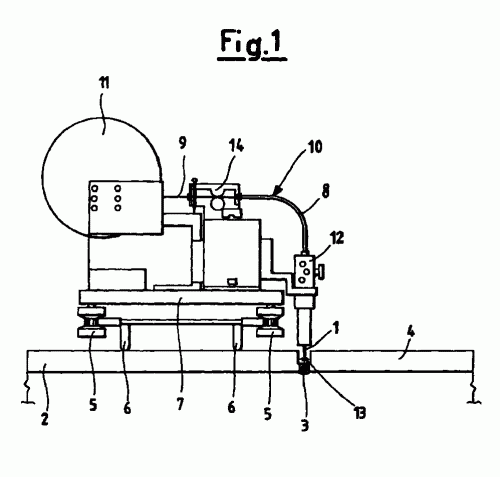
(22/04/2020) Dispositivo de soldadura orbital , que comprende por lo menos una parte de armazón para disponer uno o varios dispositivos funcionales, una región de acoplamiento para el acoplamiento a una banda de guiado , en el que la banda de guiado está fijada preferentemente a un tubo en un estado de funcionamiento, la banda de guiado rodea el tubo en la dirección perimetral (U) y la banda de guiado se extiende en la dirección axial (A), solapando de este modo el tubo a tramos, un dispositivo de conexión para la conexión de por lo menos un conducto de alimentación , un cabezal de soldadura unido con el dispositivo de conexión mediante el conducto de alimentación , por lo menos un dispositivo de accionamiento , cooperando…
{kind=link}
{kind=link}
{kind=link}