Utillaje y procedimiento de posicionamiento de tubos metálicos a tope.
Utillaje de posicionamiento de tubos metálicos a tope para la fabricación de depósitos criogénicos,
que comprendepor lo menos un bastidor (1) portador de por lo menos un cojinete (2), formando el cojinete (2), en posición deutilización del utillaje, un alojamiento orientado hacia arriba y presentando un eje longitudinal (7) horizontal parasustentar y guiar un tubo cilíndrico dispuesto horizontalmente sobre el por lo menos un cojinete (2), comprendiendoel cojinete o cojinetes un armazón curvado que forma un arco de círculo que se extiende sobre un sector angularcomprendido entre 150 y 180 grados y preferentemente 180 grados, estando destinada la cara del por lo menos uncojinete (2) a albergar un tubo cilíndrico que comprende por lo menos un órgano (3) de soporte, móvil, para permitiruna rotación controlada del tubo cilíndrico en el cojinete (2) en torno al eje de revolución de dicho tubo, caracterizadoporque el utillaje consta de varios bastidores (1) independientes, portadores, cada uno de ellos, de por lo menos uncojinete (2), porque la cara del por lo menos un cojinete (2) destinada a albergar un tubo cilíndrico comprendeademás por lo menos un órgano (3) de soporte, móvil, que permite una traslación controlada del tubo cilíndrico en elcojinete (2) según el eje longitudinal (7) y porque la cara destinada a albergar un tubo cilíndrico del por lo menos uncojinete (2) consta de rodamientos (3) previstos para formar contactos puntuales sobre la superficie exteriorcilíndrica de un tubo y porque los rodamientos (3) están previstos para permitir movimientos de rotación y detraslación controlados de los tubos con respecto al cojinete (2), comprendiendo los rodamientos esferas rotativasalojadas en soportes respectivos y que forman, cada una de ellas, un rodamiento multidireccional, es decir unaconexión de rótula que permite que las esferas giren según tres direcciones distintas, de manera que consta decarriles (6) fijados al suelo, constando, los bastidores (1), de una base inferior dotada de ruedas (5), de modo que lasruedas (5) son guiadas dentro de los carriles (6), estando orientados los carriles (6) y las ruedas (5) de forma que sepermite la traslación horizontal de los bastidores (1) para desplazar los tubos según el eje longitudinal (7), y de modoque, estando cada bastidor (1) destinado a sustentar un tubo único respectivo de una pluralidad de tubos aensamblar, uno por lo menos del o de los bastidores comprende un mecanismo de freno para bloquearselectivamente el avance de un tubo o la rotación de un tubo en torno a su eje de revolución.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09177732.
Solicitante: Cryolor.
Nacionalidad solicitante: Francia.
Dirección: Zone Industrielle des Jonquières, BP 7 57365 Ennery FRANCIA.
Inventor/es: VARRASSI,LUCIEN, CASONI,GILBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K101/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Recipientes.
- B23K26/28 B23K […] › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › de costuras curvadas planas.
- B23K37/04 B23K […] › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
- B23K37/047 B23K 37/00 […] › Desplazamiento de las piezas para ajustar su posición entre las etapas de soldadura sin fusión, de soldadura o de corte (B23K 37/053 tiene prioridad).
- B23K37/053 B23K 37/00 […] › Alineación de piezas cilíndricas; Dispositivos de sujeción a este efecto.
- B23K9/028 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › para juntas curvilíneas situadas en un plano.
- B23Q1/76 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Lunetas; Apoyos.
- B23Q3/10 B23Q […] › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › Dispositivos auxiliares, p. ej. collarines miembros extensibles.
- F16C19/12 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › F16C 19/00 Cojinetes de contacto mediante rodamientos, para movimiento rotativo exclusivamente (cojinetes ajustables F16C 23/00, F16C 25/00). › para recibir la extremidad de un árbol o de otro órgano, p. ej. gorrones.
PDF original: ES-2441944_T3.pdf
Fragmento de la descripción:
Utillaje y procedimiento de posicionamiento de tubos metálicos a tope La presente invención se refiere a un utillaje de posicionamiento de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento JP 10 058182) , y a un procedimiento de posicionamiento de tubos metálicos a tope utilizando un utillaje del tipo mencionado (Rev. 6) .
La invención se refiere más particularmente a un procedimiento y a un utillaje para el ensamblaje y la soldadura de tubos metálicos de grosor reducido (grosor, por ejemplo, del orden de entre 2 y 3 mm) . Estos tubos metálicos de grosor reducido se designan en ocasiones con el término “virola”. Estos tubos se obtienen generalmente mediante el curvado de una hoja metálica paralelepipédica. A continuación, dos bordes de la hoja metálica se sueldan para formar un tubo cilíndrico (la soldadura forma así una generatriz del tubo) . A continuación, los tubos se sueldan a tope para obtener depósitos criogénicos de doble envoltura (depósito interior o depósito exterior) especialmente para depósitos destinados a estar dispuestos sobre semirremolques de camiones. Debido a las elevadas dimensiones (por ejemplo, diámetros comprendidos entre 1, 5 y 3 m) de estos tubos y a su reducido grosor, estos últimos son muy flexibles. Por ello, su manipulación y su ensamblaje son relativamente complejos.
En efecto, un método conocido consiste en ensamblar verticalmente estos tubos a tope. Según este método, se utiliza un sistema de elevación que garantiza una suspensión de los tubos. El operario utiliza una escalera para enganchar, soldar y desenganchar los tubos suspendidos.
Esta solución presenta inconvenientes entre los cuales figuran: un trabajo en altura para los operarios, y una utilización de un sistema de elevación. Cuando se han soldado dos o tres tubos, el operario debe bajar y tumbar los tubos ensamblados. Esta manipulación es también relativamente compleja, peligrosa y puede acarrear una deformación del tubo en el nivel especialmente de su punto de apoyo.
El documento JP 10 058182 describe una mesa de trabajo para una máquina de corte que comprende un cabezal láser y cojinetes de rodillos cilíndricos.
El documento US 2.733.330 describe un dispositivo de soporte de piezas a soldar, que comprende una plataforma en V ajustable en cuanto a altura, dotada de cuatro bolas rotativas.
El documento US 3.563.231 describe un sistema de posicionamiento de tubos, rotativo, que comprende carros dotados de dos brazos articulados y que constan, cada uno de ellos, de un rodillo rotativo.
El documento EP 995 532 describe una instalación de soldadura de dos partes secundarias para obtener una estructura hueca.
Una finalidad de la presente invención es paliar la totalidad o parte de los inconvenientes de la técnica anterior dados a conocer en la presente anteriormente.
Con este fin, en la reivindicación 1 se define el utillaje según la invención.
Por otro lado, modos de realización de la invención pueden constar de una o varias de las siguientes características:
- el utillaje consta de por lo menos un bastidor que comprende por lo menos dos cojinetes, comprendiendo cada cojinete un armazón curvado que forma un arco de círculo cuya concavidad está orientada hacia arriba en posición de utilización,
- el utillaje comprende además un bastidor distinto provisto de un mecanismo de accionamiento rotativo y selectivo de por lo menos un tubo,
- el mecanismo de accionamiento rotativo y selectivo de por lo menos un tubo comprende un sistema de rodillos regulables rotativos destinados a accionar de forma rotativa un tubo por contacto con la superficie exterior de dicho tubo, siendo accionados de forma rotativa los rodillos selectivamente por un motor,
- el utillaje comprende además un mecanismo de rodillos regulables montados con carácter loco (de rotación libre) en un bastidor distinto,
- el cojinete o cojinetes comprenden un armazón curvado que forma un arco de círculo que se extiende sobre un sector angular comprendido entre 90 y 180 grados y preferentemente comprendido entre 150 y 180 grados y todavía más preferentemente en torno a 180 grados,
- la invención se refiere también a un procedimiento de posicionamiento y de ensamblaje, a tope, de varios tubos metálicos para la fabricación de un depósito criogénico, utilizando un utillaje de acuerdo con una cualquiera de las características anteriores o de más adelante (véase la Reivindicación 6) .
Por otro lado, modos de realización de la invención pueden constar de una o varias de las siguientes características:
- la etapa de soldadura circunferencial de los bordes adyacentes de los tubos puestos en contacto se realiza mediante un aparato de soldadura situado en una zona fija y de manera que los dos tubos puestos en contacto se sitúan en rotación juntos para desplazar progresivamente las zonas a soldar hacia la herramienta de soldadura.
La invención se puede referir también a todo dispositivo o procedimiento alternativo que comprende cualquier combinación de las características mencionadas previamente o más adelante.
Se pondrán de manifiesto otras particularidades y ventajas al leer la descripción posterior, efectuada en referencia a las figuras, en las cuales:
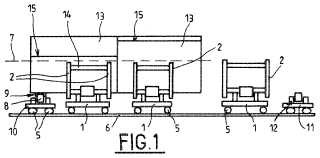
- la figura 1 representa una vista lateral y esquemática de un ejemplo de realización de un utillaje según la invención,
- la figura 2 representa una vista lateral y esquemática de un detalle de un utillaje según la invención, que ilustra un bastidor provisto de cojinetes que sustentan un tubo,
- la figura 3 representa una vista frontal del detalle de la figura 2,
- la figura 4 representa un detalle de un ejemplo de realización de un utillaje según la invención, que ilustra zonas de apoyo inferior de tubo acarreados por dos bastidores adyacentes,
- la figura 5 representa un detalle de un ejemplo de realización de un sistema de sujeción de un tubo en un cojinete del utillaje según la invención.
A continuación, se van a describir, en referencia a las figuras, ejemplos no limitativos del utillaje según la invención. La totalidad o parte de los elementos constitutivos de los utillajes descritos se puede utilizar para ensamblar tubos destinados a obtener tanto depósitos cilíndricos interiores como depósitos cilíndricos exteriores.
Por otro lado, puede utilizarse solamente una parte de los elementos constitutivos de los utillajes descritos más adelante. Del mismo modo, se pueden considerar otras combinaciones de elementos constitutivos de los ejemplos de utillajes que se exponen más adelante.
El utillaje representado en la figura 1 comprende tres bastidores 1 portadores, cada uno de ellos, de dos cojinetes 2 destinados a acarrear un tubo 13 metálico tumbado en posición horizontal.
Cada cojinete 2 consta de un armazón metálico curvado que forma un arco de círculo cuya concavidad está orientada hacia arriba en posición de utilización (véanse las figuras 1, 2, 3 y 5) . Así, cada cojinete 2 define un alojamiento en U destinado a albergar la superficie exterior cilíndrica de un tubo 13 metálico. Los dos cojinetes 2 acarreados por un mismo bastidor 1 están unidos preferentemente por un soporte longitudinal 14. Evidentemente, el número y la estructura de los cojinetes 2 sobre un bastidor 1 pueden ser diferentes. Preferentemente, los bastidores 1 están dotados de ruedas 5 guiadas dentro de o sobre carriles 6.
La cara de los cojinetes 2 destinada a albergar la superficie de un tubo 13 cilíndrico está adaptada para permitir una rotación controlada del tubo 13 cilíndrico en el cojinete 2 en torno al eje de revolución de dicho tubo 13. Del mismo modo, los cojinetes 2 están adaptados para permitir una traslación controlada del tubo 13 cilíndrico en el cojinete 2 según el eje de revolución de dicho tubo 13.
El utillaje puede comprender también un bastidor 10 suplementario provisto de un mecanismo 8, 9 de accionamiento rotativo y selectivo de por lo menos un tubo 13. Por ejemplo, el bastidor 10 de accionamiento rotativo puede constar de un sistema de rodillos 9 regulables, rotativos, destinados a accionar de forma rotativa un tubo 13 por contacto con la superficie exterior de dicho tubo, siendo accionados de forma rotativa los rodillos 9 selectivamente por un motor 8. Evidentemente, el mecanismo 8, 9 de accionamiento rotativo puede estar previsto sobre un bastidor provisto de cojinetes 2.
Del mismo modo, el utillaje puede comprender también un bastidor 11 suplementario, distinto, provisto de un mecanismo 12 de rodillos regulables, montados con carácter loco (es decir, de rotación libre) .
La altura... [Seguir leyendo]
Reivindicaciones:
1. Utillaje de posicionamiento de tubos metálicos a tope para la fabricación de depósitos criogénicos, que comprende por lo menos un bastidor (1) portador de por lo menos un cojinete (2) , formando el cojinete (2) , en posición de utilización del utillaje, un alojamiento orientado hacia arriba y presentando un eje longitudinal (7) horizontal para sustentar y guiar un tubo cilíndrico dispuesto horizontalmente sobre el por lo menos un cojinete (2) , comprendiendo el cojinete o cojinetes un armazón curvado que forma un arco de círculo que se extiende sobre un sector angular comprendido entre 150 y 180 grados y preferentemente 180 grados, estando destinada la cara del por lo menos un cojinete (2) a albergar un tubo cilíndrico que comprende por lo menos un órgano (3) de soporte, móvil, para permitir una rotación controlada del tubo cilíndrico en el cojinete (2) en torno al eje de revolución de dicho tubo, caracterizado porque el utillaje consta de varios bastidores (1) independientes, portadores, cada uno de ellos, de por lo menos un cojinete (2) , porque la cara del por lo menos un cojinete (2) destinada a albergar un tubo cilíndrico comprende además por lo menos un órgano (3) de soporte, móvil, que permite una traslación controlada del tubo cilíndrico en el cojinete (2) según el eje longitudinal (7) y porque la cara destinada a albergar un tubo cilíndrico del por lo menos un cojinete (2) consta de rodamientos (3) previstos para formar contactos puntuales sobre la superficie exterior cilíndrica de un tubo y porque los rodamientos (3) están previstos para permitir movimientos de rotación y de traslación controlados de los tubos con respecto al cojinete (2) , comprendiendo los rodamientos esferas rotativas alojadas en soportes respectivos y que forman, cada una de ellas, un rodamiento multidireccional, es decir una conexión de rótula que permite que las esferas giren según tres direcciones distintas, de manera que consta de carriles (6) fijados al suelo, constando, los bastidores (1) , de una base inferior dotada de ruedas (5) , de modo que las ruedas (5) son guiadas dentro de los carriles (6) , estando orientados los carriles (6) y las ruedas (5) de forma que se permite la traslación horizontal de los bastidores (1) para desplazar los tubos según el eje longitudinal (7) , y de modo que, estando cada bastidor (1) destinado a sustentar un tubo único respectivo de una pluralidad de tubos a ensamblar, uno por lo menos del o de los bastidores comprende un mecanismo de freno para bloquear selectivamente el avance de un tubo o la rotación de un tubo en torno a su eje de revolución.
2. Utillaje según la reivindicación 1, caracterizado porque consta de por lo menos un bastidor (1) que comprende por lo menos dos cojinetes (2) , comprendiendo cada cojinete (2) un armazón curvado que forma un arco de círculo cuya concavidad está orientada hacia arriba en posición de utilización.
3. Utillaje según una cualquiera de las reivindicaciones 1 ó 2, caracterizado porque comprende además un bastidor
(10) distinto provisto de un mecanismo (8, 9) de accionamiento rotativo y selectivo de por lo menos un tubo.
4. Utillaje según la reivindicación 3, caracterizado porque el mecanismo (8, 9) de accionamiento rotativo y selectivo de por lo menos un tubo comprende un sistema de rodillos (9) regulables, rotativos, destinados a accionar de manera rotativa un tubo por contacto con la superficie exterior de dicho tubo, siendo accionados de forma rotativa los rodillos (9) selectivamente por un motor (8) .
5. Utillaje según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque comprende además un mecanismo (12) de rodillos regulables, montados con carácter loco (de rotación libre) en un bastidor (11) distinto.
6. Procedimiento de posicionamiento y de ensamblaje de varios tubos metálicos a tope, para la fabricación de un depósito criogénico, caracterizado porque utiliza un utillaje de acuerdo con una cualquiera de las reivindicaciones anteriores, comprendiendo el utillaje por lo menos dos bastidores (1) distintos que constan, cada uno de ellos, de por lo menos un cojinete (2) , constando el procedimiento de:
- una etapa en la cual tubos metálicos respectivos se disponen horizontalmente en los cojinetes de bastidores (1) distintos,
- una etapa de aproximación de los bastidores (1) distintos con vistas a aproximar dos tubos adyacentes,
- una etapa de posicionamiento y de puesta en contacto de las extremidades de dos tubos adyacentes por la rotación relativa de los tubos en torno a sus ejes de revolución y por la traslación relativa de los ejes según el eje longitudinal (7) ,
- una etapa de soldadura circunferencial de los bordes adyacentes de los tubos puestos en contacto.
7. Procedimiento de posicionamiento y de ensamblaje según la reivindicación 6, caracterizado porque la etapa de soldadura circunferencial de los bordes adyacentes de los tubos puestos en contacto se realiza mediante un aparato de soldadura situado en una zona fija y porque los dos tubos puestos en contacto se sitúan en rotación juntos para desplazar progresivamente las zonas a soldar hacia la herramienta de soldadura.
Patentes similares o relacionadas:
Aparatos y métodos para fabricación aditiva de conjuntos a gran escala, del 17 de Junio de 2020, de THE BOEING COMPANY: Un aparato de fabricación aditiva que comprende: un riel lineal, que tiene una longitud L1, en el que el riel lineal es […]
Soldadura láser de componentes tubulares de acero TWIP, del 17 de Junio de 2020, de ELETTROSYSTEM S.R.L: Planta de soldadura láser para soldar con láser componentes tubulares de acero TWIP; la planta de soldadura láser comprende dos mandriles , que son coaxiales y […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
DISPOSITIVO DE RECTIFICACIÓN Y MEDICIÓN DE SOLDADURAS EN CARRILES DE VIAS FERROVIARIAS, del 29 de Julio de 2019, de REDALSA, S.A: 1. Dispositivo de rectificación y medición de soldaduras en carriles de vías ferroviarias , del tipo que comprenden un vehículo ferroviario […]
Sistema y procedimiento de montaje de vehículo modular, del 15 de Febrero de 2019, de Comau LLC: Un sistema de montaje modular para uso en el montaje de una gran cantidad de productos a lo largo de una cadena de montaje, teniendo el sistema un bastidor […]
Procedimiento de ablación láser y procedimiento de soldadura para piezas de trabajo, del 6 de Noviembre de 2018, de WISCO Lasertechnik GmbH: Procedimiento de ablación láser y de soldadura para piezas de trabajo , en particular chapas, donde el procedimiento comprende los siguientes […]
Puesto de realización de un trabajo sobre una pieza, del 25 de Octubre de 2017, de ABB FRANCE: Procedimiento de manipulación de al menos una pieza en un puesto de fijación de al menos dos piezas una sobre otra, caracterizado por el hecho de que […]
Dispositivo de sujeción con un acoplamiento de seguridad contra sobrecargas para sujetar al menos un elemento de las herramientas en un sistema de producción de carrocerías de vehículo, del 19 de Julio de 2017, de ThyssenKrupp System Engineering GmbH: Un dispositivo de sujeción para sujetar una pieza que se pretende sujetar en un sistema de producción de carrocerías de vehículo, caracterizado […]