Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas utilizando soldadura MIG/MAG y láser.
Procedimiento de soldadura de elementos (1, 2) para la industria eléctrica,
en particular de paneles de pared sellados de calderas y generadores de vapor, en el que unos tubos (1) que forman paneles de pared sellados se unen con unas barras planas (2) por medio de un láser de fibra de alta potencia (3), en el que la soldadura se realiza como una soldadura a tope plana de doble cara sin achaflanado de las caras a unir, caracterizado por el hecho de que la soldadura se realiza a una velocidad de más de 1 m/min, mientras que el rayo láser es irradiado en un baño de fusión, estando formando dicho baño en el proceso de soldadura MAG (4) con protección con gas noble, o bien el rayo láser se arrastra hasta 10 mm por detrás de dicho baño, con el proceso de arco eléctrico MAG (3) posicionado en un ángulo β de 40-80° en el plano XZ y en un ángulo δ de 40-80° en el plano YZ, refundiéndose la soldadura (5) después con el rayo láser situado en un ángulo de incidencia α de 1-5 ° en el plano XZ y en un ángulo γ de 1-5° en el plano YZ.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12460056.
Solicitante: Energoinstal S.A.
Nacionalidad solicitante: Polonia.
Dirección: Aleja Rozdzienskiego 188d 40-203 Katowice POLONIA.
Inventor/es: ADAMIEC,JANUSZ.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
- B23K28/02 B23K […] › B23K 28/00 Soldadura o corte no cubierto por los grupos B23K 5/00 - B23K 26/00 (juntando las piezas por electrólisis C25D 2/00; eliminación electrolítica de materiales C25F). › Procedimientos o aparatos combinados para la soldadura y el corte.
- B23K9/02 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Soldadura de juntas continuas; Soportes; Piezas insertadas.
- B23K9/025 B23K 9/00 […] › para juntas rectilíneas.
- B23K9/028 B23K 9/00 […] › para juntas curvilíneas situadas en un plano.
- B23K9/16 B23K 9/00 […] › utilizando gases de protección.
- F22B37/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F22 PRODUCCION DE VAPOR. › F22B METODOS DE PRODUCCION DE VAPOR; CALDERAS DE VAPOR (conjuntos funcionales de las máquinas de vapor en las que predominan los aspectos motores F01K; retirada de los productos o residuos de combustión, p. ej. limpieza de las superficies contaminadas por combustión de tubos y quemadores, F23J 3/00; sistemas de calefacción central doméstica que emplea vapor F24D; intercambio de calor o transferencia de calor en general F28; producción de vapor en los núcleos de los reactores nucleares G21). › Partes constitutivas o detalles de las calderas de vapor (dispositivos para la ventilación F16K 24/00; purgadores del agua de condensación o aparatos similares F16T).
- F22B37/10 F22B […] › F22B 37/00 Partes constitutivas o detalles de las calderas de vapor (dispositivos para la ventilación F16K 24/00; purgadores del agua de condensación o aparatos similares F16T). › Tubos de agua; Accesorios para éstos (trabajo de los tubos metálicos B21D; tubos en general F16L; reparación de las fugas en los tubos de agua F16L 55/16, F28F 11/00; limpieza de los tubos de agua de las calderas F23J, F28G; desviadores, pantallas o reflectores en forma de tubos de agua F23M 9/10).
- F22B37/20 F22B 37/00 […] › Disposiciones para el soporte, p. ej. para la fijación de conjuntos de tubos de agua (construcción de las paredes de los tubos de los hogares incluidos en los hogares de calderas F23M 5/08).
PDF original: ES-2511024_T3.pdf
Descripción:
Procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados de calderas utilizando soldadura MIG/MAG y láser.
El objetivo de esta invención es un procedimiento de soldadura de elementos para la industria eléctrica, en particular de paneles de pared sellados y, más concretamente, para calderas y generadores de vapor para la industria eléctrica.
En la actualidad los paneles de pared sellados se sueldan utilizando el procedimiento de soldadura por arco 10 sumergido, con máquinas de soldadura de dos cabezales y de cuatro cabezales utilizadas en el proceso. La soldadura se efectúa bajo un flujo, en forma de soldadura a ambos lados a una velocidad de soldadura de aproximadamente 1 m/min.
La patente japonesa JP2001334377 describe un procedimiento de soldadura a tope utilizando un rayo láser, 15 mediante el cual se reduce el tiempo de trabajo mientras se mantiene una elevada calidad de soldadura en una soldadura a tope, donde se utiliza un rayo láser y un arco. De acuerdo con la solución descrita, el espacio (abertura) en el lado de entrada de calor de una parte de corte es consecuentemente mayor que el espacio de la cara lateral opuesta, y en la sección transversal se define una forma substancialmente en Y cuando se corta una placa utilizando un gas o similar. Las caras extremas en el lado de entrada de calor quedan unidas haciendo tope entre sí cuando los 20 elementos a soldar se cortan utilizando un gas o similar, y las caras extremas de los elementos unidos haciendo tope forman un espacio en forma de Y. El lado de la cara donde el espacio entre los elementos a soldar es mayor se irradia con el rayo láser y el arco, y la soldadura a tope se realiza utilizando conjuntamente el rayo láser y el arco, donde un plasma inducido por el rayo láser introduce un arco de plasma en la parte inferior de la ranura, y se realiza una penetración profunda. 25
La memoria de la patente japonesa JP07/016475, en la cual se basa el preámbulo de la reivindicación 1, describe equipos para soldar una placa entre unos tubos a una pluralidad de tubos. El equipo que se describe permite colocar los tubos y placas individualmente en la dirección Z, y sujetar todo el conjunto de tubos y placas simultáneamente en la dirección X. Unos rodillos de soporte de las placas sujetan las placas entre los tubos, y las placas entre los tubos 30 se colocan en la dirección Z. El conjunto se mantiene en la dirección X por la acción de empuje de unos medios de accionamiento de los rodillos de soporte en la dirección X y los tubos y las placas quedan posicionados relativamente en la dirección X. Por lo tanto, puede obtenerse un panel soldado con soldadura de alta calidad y con una alta precisión de forma sin generar desviación de posición entre los tubos de acero y las placas metálicas.
La solicitud de patente china CN102126088 describe un proceso combinado de soldadura compuesta por arco y láser de una unión en T de placa gruesa. A ambos lados de una placa vertical de la unión en T de placa gruesa se disponen dos pistolas de soldar y dos rayos láser, en la que los rayos láser y los ejes centrales de las pistolas de soldar queda dispuestos en el mismo plano y todos forman un ángulo de 10-50º con la cara frontal de la unión en T de placa gruesa, los ejes ópticos de los rayos láser y los ejes centrales de las pistolas de soldar forman un ángulo de 40 25-45º , y la distancia desde el punto de incidencia del rayo láser sobre la parte a soldar hasta el extremo posterior de un alambre para soldar de cada pistola de soldar es de 2-6 mm. La invención resuelve el problema de la baja eficiencia de soldadura existente en el procedimiento de soldadura tradicional para la unión en T de placa gruesa.
El procedimiento de acuerdo con la presente invención para soldar paneles de pared sellados, en particular para 45 calderas y generadores de vapor para la industria eléctrica, se define en la reivindicación 1.
En otra realización de la invención, donde se aplica soldadura láser con alambre frío o caliente, los tubos que forman los paneles de pared sellados están soldados a unas barras planas mediante un láser de fibra de alta potencia, cuyo rayo es irradiado al baño de fusión formado en el proceso de soldadura MAG con protección de gas noble o se 50 arrastra inmediatamente detrás del mismo a una distancia de hasta 10 mm, con el alambre de relleno introducido en el punto focal del rayo láser o en el baño de fusión.
La solución de acuerdo con la invención permite aumentar la velocidad de soldadura a más de 1 m/min y proporcionar una cara y una raíz de soldadura convexa, mientras que la relación entre la altura de soldadura y la 55 anchura de la barra plana es por lo menos 1. En el procedimiento de acuerdo con la invención, la soldadura se realiza con una penetración completa minimizando de este modo las deformaciones de soldadura y reduciendo la zona afectada por el calor a una zona muy estrecha. El procedimiento de soldadura de acuerdo con la invención no impone restricciones en las longitudes de los elementos unidos.
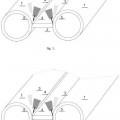
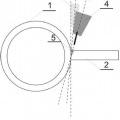
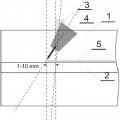
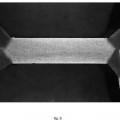
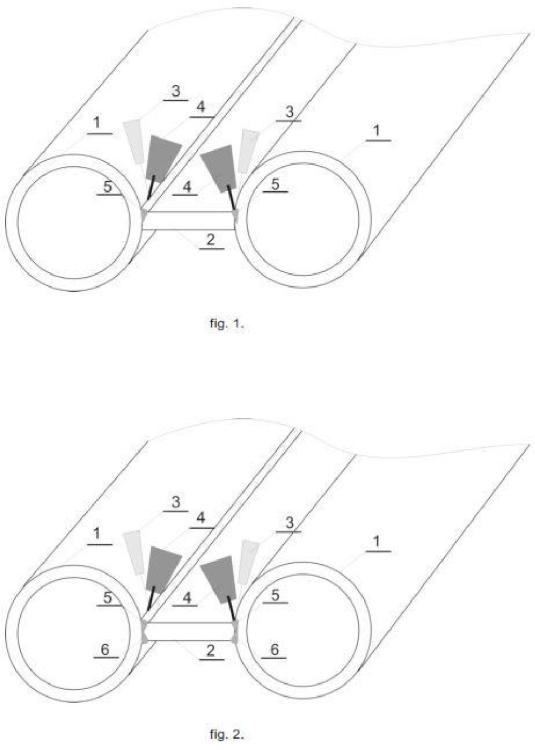
La presente invención se explica por medio de un ejemplo de realización que se ilustra en la figuras de los dibujos, en los cuales la figura 1 y la figura 2 son una representación esquemática del proceso de soldadura de paneles de pared sellados con una unión soldada y con dos uniones soldadas, respectivamente, entre los tubos y la barra plana que une los tubos, y en los cuales la figura 3 y la figura 4 muestran los ángulos óptimos del rayo láser y el arco eléctrico del proceso MAG en el plano XZ (figura 3) y en el plano YZ (figura 4) , y en los cuales la figura 5 es una 65
imagen fotográfica de una macro-sección de una soldadura de doble cara obtenida utilizando el sistema de soldadura híbrida.
Se sueldan unos paneles de acero de calidad S235GH - tubo de 57x5 mm - a una barra plana de 20x5 mm. La unión se realiza como una soldadura a tope plana a una velocidad de soldadura de 4 m/min. La soldadura se realiza 5 utilizando el proceso MAG con gas de protección con Ar/CO2, y soldadura por rayo láser utilizando un láser de disco de 12 kW y un gas de protección inerte. La soldadura MAG se aplicó en primer lugar, con el arco eléctrico posicionado en un ángulo β de 40-80º en el plano XZ y en un ángulo Î de 40-80 º en el plano YZ, seguido por refusión con el rayo láser posicionado en un ángulo α de 1-5º en el plano XZ y en un ángulo γ de 1-5º en el plano YZ. La figura 1 muestra dos tubos adyacentes 1 del panel de pared sellado unidos mediante una barra plana 2 y 10 posiciones de unos cabezales láser 3 y unos cabezales de proceso MAG y la primera soldadura 5 de una unión de doble cara; la figura 2 muestra la disposición igual que la anterior, con dos soldaduras 5, 6 de la unión de doble cara. Las interrelaciones entre los ángulos de arco eléctrico del proceso MAG y los ángulos de incidencia del rayo láser en los planos XZ y YZ se ilustran en las figuras 3 y 4. La dureza de la articulación no es mayor que 380HV.
Reivindicaciones:
1. Procedimiento de soldadura de elementos (1, 2) para la industria eléctrica, en particular de paneles de pared sellados de calderas y generadores de vapor, en el que unos tubos (1) que forman paneles de pared sellados se unen con unas barras planas (2) por medio de un láser de fibra de alta potencia (3) , en el que la soldadura se realiza como una soldadura a tope plana de doble cara sin achaflanado de las caras a unir, caracterizado por el hecho de 5 que la soldadura se realiza a una velocidad de más de 1 m/min, mientras que el rayo láser es irradiado en un baño de fusión, estando formando dicho baño en el proceso de soldadura MAG (4) con protección con gas noble, o bien el rayo láser se arrastra hasta 10 mm por detrás de dicho baño, con el proceso de arco eléctrico MAG (3) posicionado en un ángulo Ã? d.
4. 80º en el plano XZ y en un ángulo Î d.
4. 80º en el plano YZ, refundiéndose la soldadura (5) después con el rayo láser situado en un ángulo de incidencia α de 1-5 º en el plano XZ y en un ángulo ï?§ de 1-5º en el 10 plano YZ.
2. Procedimiento de soldadura de elementos para la industria eléctrica según la reivindicación 1, caracterizado por el hecho de que el alambre de relleno se introduce en el punto focal del rayo láser o en el baño de fusión.
Patentes similares o relacionadas:
Generador de vapor con lámina de tubo inclinada, del 22 de Abril de 2020, de NuScale Power, LLC: Un módulo del reactor nuclear que comprende: una vasija de reactor configurada para alojar un refrigerante primario y para […]
Aparato de intercambio de calor ajustable y procedimiento de utilización, del 1 de Abril de 2020, de AMERIFAB, INC.: Sistema de intercambio de calor, que comprende: una tubería que incluye un tubo interior adecuado para transportar fluido refrigerante y un tubo exterior que […]
Medio de reparación para un tubo de calefacción de un generador de vapor y procedimiento de reparación, del 20 de Marzo de 2019, de WESTINGHOUSE ELECTRIC GERMANY GMBH: Método de reparación de tubo de calefacción del generador de vapor para un tubo de calefacción del generador de vapor montado en un generador […]
Aleación austenítica que contiene cromo, del 27 de Febrero de 2019, de NIPPON STEEL CORPORATION: Una aleación austenítica que contiene cromo en donde al menos una superficie de las superficies de la aleación tiene una película de óxido de cromo […]
Tubo de transferencia de calor, caldera y dispositivo de turbina de vapor, del 8 de Febrero de 2019, de Mitsubishi Hitachi Power Systems, Ltd: Un tubo de transferencia de calor que está destinado a ser provisto en una caldera , en el que, durante el funcionamiento, un interior del tubo de transferencia de calor […]
Procedimiento y dispositivo para generar vapor sobrecalentado por medio del calor generado en la caldera de una instalación de combustión, del 7 de Febrero de 2019, de HITACHI ZOSEN INOVA AG: Procedimiento para generar vapor sobrecalentado por medio del calor generado en la caldera de una instalación de combustión , en el que vapor presobrecalentado […]
Eliminación dirigida de depósitos en un intercambiador de calor mediante disolución y eliminación mecánica combinadas, del 21 de Diciembre de 2018, de WESTINGHOUSE ELECTRIC COMPANY LLC: Procedimiento para disgregar o eliminar al menos parcialmente los depósitos formados sobre una superficie de un componente intercambiador de calor en un sistema de suministro […]
Intercambiador de calor, del 15 de Noviembre de 2018, de MOKESYS AG: Intercambiador de calor (100; 100') para dentro de una planta de combustión, que tenga numerosos conductos del intercambiador de calor […]