CIP-2021 : B29C 44/12 : Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/12[2] › Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/12 · · Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
CIP2021: Invenciones publicadas en esta sección.
Método para la fabricación de paneles divididos en secciones.
(09/03/2016) Método para la fabricación de paneles divididos en secciones para, por ejemplo, construcciones de vehículos, especialmente, placas de aislamiento, que dentro de un borde , entre dos paredes exteriores , a través de al menos un nervio , presentan, al menos parcialmente, secciones divididas que son espumadas mediante la introducción de una espuma , y una pared exterior con un borde se posiciona tumbada, y la espuma se introduce desde arriba con ayuda de, al menos, una tobera de espuma que se encuentra por encima de la pared exterior , en las secciones divididas por el nervio y la tobera de espuma y el panel son móviles relativamente entre sí,…
Fijación de paneles de aislamiento bajo vacío en dispositivos de refrigeración.
(17/12/2014) Uso de un sistema de reacción de espuma de poliuretano (PUR) que contiene
a) poliisocianatos orgánicos y/u orgánicos modificados con
b) al menos un compuesto de peso molecular superior con al menos dos átomos de hidrógeno reactivos con grupos isocianato y dado el caso
c) agentes de alargamiento de cadena y/o agentes de reticulación de bajo peso molecular en presencia de
d) agentes expansores,
e) catalizadores,
f) estabilizadores de espuma y dado el caso
g) otros coadyuvantes y/o aditivos,
en el que los componentes a) a g) se seleccionan de modo que se obtiene una espuma de poliuretano de célula cerrada con una densidad aparente de espuma libre de 50 a 1100 g/l y una resistencia a la presión superior a 15 kPa de acuerdo con la norma DIN 53421 y están excluidas espumas integrales duras,
para la fijación por la superficie…
Revestimiento interior de vehículo.
(18/11/2014) Revestimiento interior de vehículo, que comprende, en superposición, un armazón , una capa intermedia y una piel , comprendiendo el revestimiento un saliente formado por un abombamiento de la capa intermedia y un pliegue de la piel que recubre el abombamiento . El revestimiento comprende además un elemento de refuerzo inmerso en el abombamiento .
Paneles de aislamiento al vacío que contienen partículas poliméricas nanoporosas.
(02/07/2014) Panel de aislamiento al vacío que contiene una lámina de barrera y un material del núcleo con una densidad en el intervalo de 50 a 350 kg/m3, caracterizado porque el material del núcleo contiene una mezcla que contiene
A) 30 al 100 por ciento en peso de partículas poliméricas nanoporosas que presentan un número de células en el intervalo de 1.000 a 100.000 células/mm, en el que al menos el 60 por ciento en peso de las partículas poliméricas nanoporosas presentan un tamaño de partícula inferior a 100 μm en el análisis granulométrico según DIN 66165, y
B) 0 al 70 por ciento en peso de ácido silícico pirógeno o precipitado.
Procedimiento para fabricar una tubería aislada usando una bolsa.
(14/05/2014) Un procedimiento para fabricar una tuberia aislada que comprende una tuberia interna , al menos una capa de material aislante y al menos una capa de revestimiento , dicho procedimiento de fabricaci6n comprende moldear dicho material aislante sobre dicha tuberia interna, en el que dicho moldeado comprende las etapas de:
- cubrir dicha tuberia interna con una bolsa ;
- insertar dicha tuberia interna cubierta con dicha bolsa en un molde ; - inyecci6n de un material aislante en un estado liquido en dicho molde entre dicha tuberia interna y dicha bolsa , por donde dicho material aislante en dicho estado liquido comenzara a expandirse
despues de la inyección y, finalmente, solidificarse;
-…
Calzado con sistema de ventilación que se obtiene por método de inyección directa en parte superior y molde para el mismo.
(15/01/2014) Zapato , que comprende:
- una parte superior (T),
- una suela interior fijada a la parte superior (T),
- un sistema de ventilación dispuesto debajo de la suela interior , y
- una suela exterior obtenida de la inyección directa de material expansible en un molde, de tal manera que cubre el sistema de ventilación , la suela interior y la parte inferior de la parte superior (T), en el que dicha suela interior comprende una ranura o saliente , dicho sistema de ventilación comprende
- una bomba dispuesta en dicha ranura o saliente de la suela interior formar una cámara de aire , y
- un conducto de entrada o…
Dispositivo para fabricar una pieza moldeada de plástico.
(11/12/2013) Dispositivo para fabricar una pieza moldeada de plástico consistente en un soporte y una capa espumada y actuante como pieza bruta para un componente de revestimiento interior forrado de un vehículo automóvil,comprendiendo el dispositivo un útil de moldeo multipieza con un núcleo y una matriz pertenecientes a dicho útil demoldeo, así como útiles de troquelado , y comprendiendo los útiles de troquelado cilindros de troquelado ,vástagos de pistón , portaagujas y agujas de troquelado , caracterizado por que los útiles de troquelado están integrados en la parte del útil de moldeo que está destinada a recibir el soporte .
Panel prefabricado para el revestimiento mural de edificios.
(07/05/2013) Panel prefabricado para el revestimiento de paredes de edificios, que comprende al menos una capa externa constituida por plaquetas , en particular de tierra cocida, de cerámica, de hormigón, de piedra o de cualquierotro producto reconstituido, separadas las unas de las otras y dispuestas en hileras, y por una capa interna dispuesta en contacto con la cara trasera de la capa externa , y que constituye una capa de ligante para lasplaquetas , siendo la capa de ligante una espuma de poliuretano, caracterizándose dicho panel por que lacapa de ligante presenta una densidad de al menos 150 kg/m3, siendo el espesor…
Materiales aislantes insonorizantes con elevada duración de resistencia al fuego.
(13/03/2013) Materiales aislantes compuestos de al menos una capa aislante y una capa de intumescencia, caracterizadosporque
A) la capa aislante está compuesta de un plástico celular rígido de poliuretano,
B) la capa de intumescencia está compuesta de un material celular de poliuretano a base de polioles quecontienen fósforo de la fórmula (I)
(R1-O)2P(≥O)-CH2-N(CHR2-CHR3-OH)2 (I)
en la que
R1 significa alquilo de C1 a C4 dado el caso sustituido con un grupo hidroxilo y
R2 y R3 10 independientemente entre sí significan H o metilo,
estando unidas entre sí la capa aislante y la capa de intumescencia en la superficie de contacto común de formafija y resistente al agua,
y
C) el espesor de la capa de intumescencia asciende al 2-98 % del espesor de todo el material aislante
Procedimiento de fabricación de una cáscara estructural de un coche económico.
(16/05/2012) Procedimiento de fabricación de una carcasa estructural de un coche económico utilizando piezas hechas de materiales compuestos, en el que:
la carcasa estructural está hecha de dos elementos principales cuyas superficies de unión son horizontales y pasan generalmente al nivel de la base del parabrisas definiendo de este modo una semi-cáscara inferior que comprende el suelo y una semi-cáscara superior;
cada una de estas dos semi-cáscaras está diseñada para ser moldeable y desmoldeable, en un molde adecuado, en materiales compuestos según la técnica con dos pieles laminadas entre las cuales está posicionado a núcleo de espuma de poliuretano;
estas dos semi-cáscaras entonces se ensamblan a lo largo de sus superficies de unión para constituir la carcasa estructural del vehículo;
al menos los asientos…
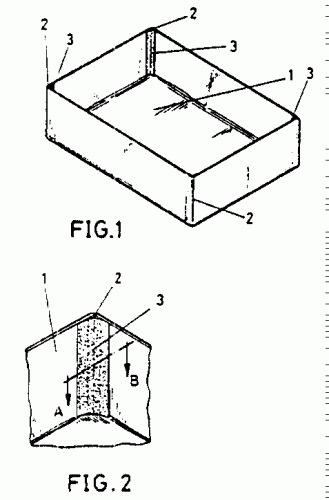
DISPOSITIVO DE EMBALAJE ISOTERMICO Y PROCEDIMIENTO DE FABRICACION.
(16/05/2007) Procedimiento de fabricación de un dispositivo de embalaje isotermo formado por un contenedor y por una tapa , el cual comprende las etapas siguientes: - una fase de inyección de una espuma de poliuretano dentro de dicho continente puesta en volumen de una envoltura o cubierta interior, que tiene una cara abierta en un extremo, puesta en volumen de una envoltura o cubierta externa abierta en los dos extremos y que comporta unas solapas , posicionado sobre un molde interior de configuración o puesta en forma de la envoltura o cubierta interior , posicionado de dicha envoltura externa , posicionado de un primer cerco exterior de conformación, que viene…
ELEMENTO DE REVESTIMIENTO, EN PARTICULAR PARA INTERIOR DE AUTOMOVIL, Y SU PROCEDIMIENTO DE FABRICACION.
(01/05/2007) Elemento de revestimiento , del tipo que comprende: un elemento de base de material plástico rígido, una piel flexible que cubre el elemento de base y que presenta un espesor sustancialmente constante, y una capa de espuma dispuesta entre el elemento de base y la piel, presentando el elemento de revestimiento una zona principal y una zona marginal , extendiéndose la zona marginal hasta los bordes del elemento de base y de la piel, siendo el espesor (e10) del elemento de revestimiento en la zona marginal sustancialmente constante e inferior a su espesor (e8) en la zona principal , caracterizado porque la zona marginal comprende: una zona extrema que se extiende en la periferia del elemento de revestimiento y…
INMUNOENSAYO TIPO SANDWICH PARA LA DETERMINACION DE PEPTIDOS PARCIALES PROANP.
(16/04/2007). Solicitante/s: E. ZOLLER GMBH & CO. KG. Inventor/es: PFAU, CHRISTIAN, ZOLLER, CHRISTOPH, ZOLLER SHANGHAI, LTD., BLDG. C.
Procedimiento in vitro para la determinación en líquidos biológicos de proANP según SEQ ID NO: 2 o péptidos parciales formados a partir de él, que no son el ANP C-terminal procedente de los aminoácidos 99-126 del proANP según SEQ ID NO: 2, con fines de diagnóstico médico, pronóstico y control del curso acompañante de un tratamiento, mediante un inmunoensayo de tipo sándwich utilizando dos anticuerpos que se fijan específicamente a distintas secuencias parciales del proANP N-terminal según SEQ ID NO: 1, caracterizado porque ambos anticuerpos se fijan a secuencias parciales en la zona de la región media del NT-proANP, que se extiende desde el aminoácido 50 hasta el aminoácido 90 del NT-proANP según SEQ ID NO: 1.
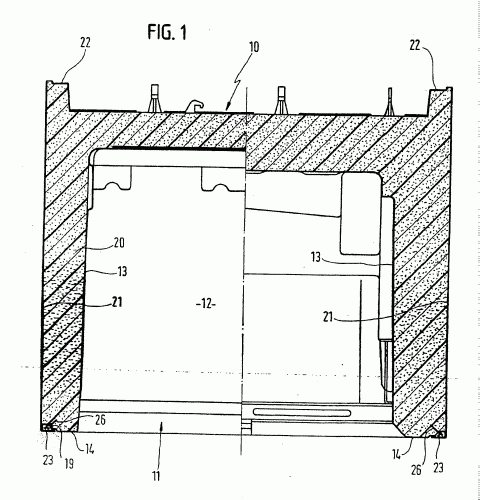
(16/11/2006). Ver ilustración. Solicitante/s: BSH BOSCH UND SIEMENS HAUSGERATE GMBH. Inventor/es: WENNING, UDO, STEGMAIER, HERMANN.
Pared termoaislante, como por ejemplo una carcasa de aparato frigorífico o una puerta de aparato frigorífico , con un revestimiento interior , un revestimiento exterior y una capa de aislamiento térmico producida mediante espumado y prevista entre estos revestimientos, que penetra, al menos en gran medida, en unos medios y se solidifica en ellos, estando éstos previstos en parte en el revestimiento interior y/o en el revestimiento exterior , en el lado dirigido hacia la capa de aislamiento térmico , caracterizada porque los medios están formados por material esponjoso de células abiertas.
MATERIAL DE REFUERZO QUE COMPRENDE FIBRAS VOLUMINIZADAS Y METODOS PARA LA PRODUCCION DE DICHO MATERIAL.
(01/06/2006). Solicitante/s: KILZER, KLAUS KURT. Inventor/es: KILZER, KLAUS KURT.
Material de refuerzo constituido por fibras voluminizadas, introduciendo esferas huecas entre los hilos elementales de las fibras, que se reúnen en forma de una esterilla o material no tejido, caracterizado porque las fibras voluminizadas se diferencian respecto a los materiales y/o los grados de voluminización y/o porque no se emplean fibras voluminizadas.
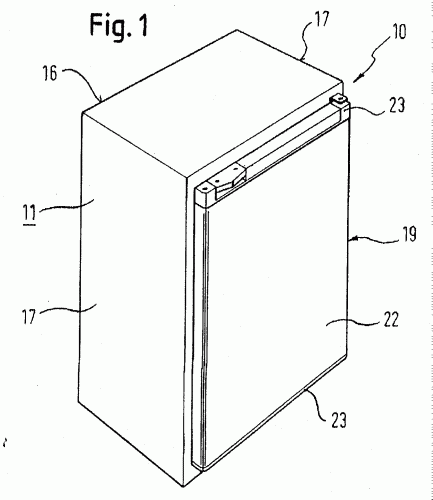
(16/05/2006). Ver ilustración. Solicitante/s: BSH BOSCH UND SIEMENS HAUSGERATE GMBH. Inventor/es: STUMM, FRIEDHELM, NEUMAYER, MARTIN.
Aparato frigorífico con una carcasa calorifugada, que presenta un orificio de acceso y que lleva un revestimiento interior que reviste un recinto frigorífico, frente al cual hay por lo menos en las paredes laterales de la carcasa un revestimiento exterior separado de aquél, donde el revestimiento exterior y el revestimiento interior quedan contiguos en el orificio de acceso, al menos sensiblemente a igual nivel, caracterizado porque por el lado del aislamiento térmico están previstos unos medios que posicionan entre sí y mantienen unidos el revestimiento interior y el revestimiento exterior , en su punto de unión, con una dimensión de separación (s) predeterminada entre sí.
PROCEDIMIENTO Y MOLDE PARA RECUBRIR CABLES MEDIANTE ESPUMA.
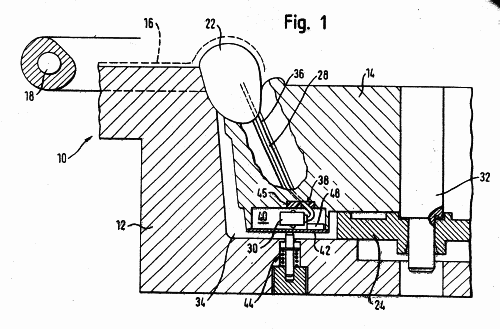
(16/12/2005). Ver ilustración. Solicitante/s: TRW AUTOMOTIVE SAFETY SYSTEMS GMBH. Inventor/es: KREUZER, MARTIN.
Procedimiento para revestir de espuma un esqueleto de volante de dirección provisto de cables, caracterizado por los siguientes pasos: - el esqueleto del volante de dirección se posiciona, junto con un cable colocado en el mismo, en un molde de espuma , - un segmento del cable , que no se debe alojar en la espuma, se posiciona en una cavidad con cierre reutilizable, prevista en el molde de espumado , donde la cavidad es hermética frente a la entrada de la espuma, - la cavidad y el molde de espumado se cierran, - el molde de espumado se espuma, donde el cable queda embutido en la espuma junto con el esqueleto del volante de dirección, y la cavidad deja libre un espacio en el esqueleto del volante de dirección recubierto de espuma, - el molde de espumado y la cavidad se abren para la retirada del producto fabricado, y - en el espacio liberado se posiciona posteriormente un elemento, en particular un elemento electrónico.
PROCEDIMIENTO DE FIJACION DE UN CUERPO SOBRE UNA PARED, CON ESTANQUEIDAD ASEGURADA POR UNA ESPUMA.
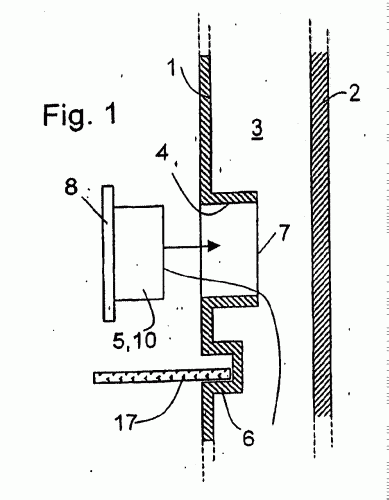
(01/08/2005). Ver ilustración. Solicitante/s: BSH BOSCH UND SIEMENS HAUSGERATE GMBH. Inventor/es: OSBAR, BERND.
Procedimiento para sujetar un cuerpo en una pared, que comprende los pasos siguientes: conformado de un casquillo en un revestimiento de la pared, estando adaptada la forma del casquillo a la forma del cuerpo con una exactitud definida, pudiendo recibirse éste formando un intersticio estrecho entre el casquillo y el cuerpo ; introducción del cuerpo en el casquillo ; fijación del cuerpo en el casquillo ; aplicación de un material de relleno viscoso, que solidifique, por uno de los lados del revestimiento , estando fijada la precisión de tal manera que el material de relleno que penetre en el intersticio se solidifique en los intersticios antes de llegar al otro lado del revestimiento.
PROCEDIMIENTO PARA LA FABRICACION DE UN REVESTIMIENTO ANTILACERACION PARA ASIENTO O SIMILAR Y ELEMENTO DE ASIENTO QUE COMPRENTE ESTE REVESTIMIENTO.
(16/03/2005). Solicitante/s: COMPIN. Inventor/es: ANDREUX, YVES.
Procedimiento para la fabricación de un revestimiento antilaceración para asiento o similar, comprendiendo éste revestimiento una armadura metálica de refuerzo colada por una materia adhesiva sobre una napa de materia flexible tal como tejido por ejemplo, que forma la cara exterior o cara de aspecto del revestimiento , caracterizado porque consiste en moldear el revestimiento en el transcurso de su fabricación y, para ello, se disponen los diferentes constituyentes del revestimiento sucesivamente en una parte de molde con la forma de un elemento de asiento a ser revestido, se cierra el molde, se calienta para fundir o polimerizar la materia adhesiva , y a continuación se deja refrigerar y se desmoldea el revestimiento obtenido de éste modo.
TEXTIL POLIMERO EXPANDIDO Y EXTRUIDO.
(16/02/2005) Un método para producir una hoja de material textil espumado que comprende: 1) extruir un material fundido polimérico desde una boquilla de extrusión lineal en forma de una hoja o película con dos caras, conteniendo el material fundido dos o más clases de agentes de expansión, que comprenden: (a) una primera fuente de gas activado de extrusión dispersa dentro de dicho material fundido; y (b) micro-esferas expandibles térmicamente que tienen recubrimientos de encapsulación, conteniendo cada una de ellas gas comprimido y dispersándose en el interior de dicho material fundido 2) dejar que los agentes de expansión se expandan,…
PROCEDIMIENTO PARA FABRICAR TIRADORES DE PUERTA Y/O DE VENTANA Y/O DE ELEMENTOS SANITARIOS.
(16/10/2004). Solicitante/s: HEWI HEINRICH WILKE GMBH. Inventor/es: RUMMEL, UWE.
se presenta un procedimiento de fabricación de pomos de puertas y/o ventanas y/o accesorios sanitarios. Un respaldo de plástico se moldea a inyección en una etapa simple sobre dos o más partes en forma de película para las diferentes áreas visibles del producto. Características preferidas: cuando están montadas las partes en forma de película bien se superponen o bien forman una unión a presión en los bordes . Todas las áreas visibles comprenden las partes en forma de película.
PROCEDIMIENTO DE RECUBRIMIENTO DE PIEZAS METALICAS PARA VALLAS DE CARRETERAS Y PARQUES INFANTILES.
(01/10/2004). Solicitante/s: LLERA CASTEL,ANTONIO. Inventor/es: LLERA CASTEL,ANTONIO.
Procedimiento de recubrimiento de piezas metálicas para vallas de carreteras y parques infantiles, que comprende la disposición de la pieza a recubrir dentro de un molde, entre cuyas paredes y la pieza se determina una cámara en la que se inyecta poliuretano integral con un agente expansionante.
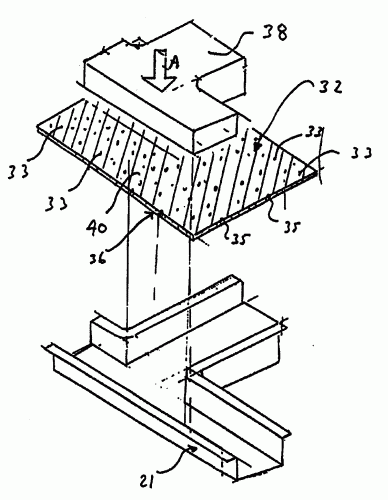
MIEMBRO ESTRUCTURAL REFORZADO EN FORMA DE CANAL Y METODO PARA REFORZAR UNA PIEZA.
(16/09/2004). Ver ilustración. Solicitante/s: HENKEL KOMMANDITGESELLSCHAFT AUF AKTIEN. Inventor/es: WYCECH, JOSEPH S..
UN MIEMBRO ESTRUCTURAL REFORZADO TIENE UNA ESTRUCTURA LAMINADA EN FORMA DE CANAL DE UN ESTAMPADO METALICO, UNA LAMINA EN FORMA DE CANAL Y UNA CAPA INTERMEDIA DE ESPUMA ESTRUCTURAL. EL MIEMBRO ESTRUCTURAL REFORZADO SE OBTIENE POR PRENSADO DE UN PREMOLDE DE LAMINA/RESINA DENTRO DE UN CANAL, Y POR DILATACION TERMICA DE LA RESINA A FIN DE FORMAR UNA ESPUMA ESTRUCTURAL.
MEJORAS INTRODUCIDAS EN LA P. 9801085, POR "PROCEDIMIENTO DE FABRICACION DE ASIENTOS Y RESPALDOS PARA BUTACAS DE CINES Y/O SIMILARES.
(01/09/2004). Ver ilustración. Solicitante/s: EURO SEATING INTERNATIONAL, S.A.. Inventor/es: ROBREDO ALTUZARRA,GONZALO.
Mejoras introducidas en la P 9801085, por procedimiento de fabricación de asientos y respaldos para butacas de cines y/o similares. El procedimiento en el que son aplicables las mejoras, consiste en disponer una pieza de tapizado sobre un molde, pieza que presentará unas costuras para conseguir la forma aproximada del respaldo o asiento que se pretende obtener. Sobre el molde en el que se disponga la pieza de tapizado se aplica poliuretano para obtener el cuerpo del asiento o respaldo. Las mejoras consisten en que las costuras de la pieza de tapizado son cubiertas y selladas internamente mediante una cinta que se fija mediante adhesivo, cubriendo la totalidad de dichas costuras e impidiendo que el poliuretano rezume a través de los orificios originados en la realización de dichas costuras.
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE ESTRUCTURAS SUPERPUESTAS Y CON UN NUCLEO DE ESPUMA DE POLIURETANO.
(01/07/2004) Procedimiento para la fabricación de unos elementos planos de estructuras superpuestas, según el cual un hueco existente entre unas capas de cubierta - que están dispuestas de manera opuesta entre si y que se encuentran dentro de un molde, que está cerrado de forma omnidireccional - es llenado con una espuma dura de poliuretano , que se constituye por la reacción de por lo menos dos componentes de material plástico, que son aportados por medio de un tubo de llenado y que salen del tubo de llenado desde toda una serie de aberturas de salida, que están dirigidas hacia el hueco, para quedarse pegados - por el aumento de su volumen - en las…
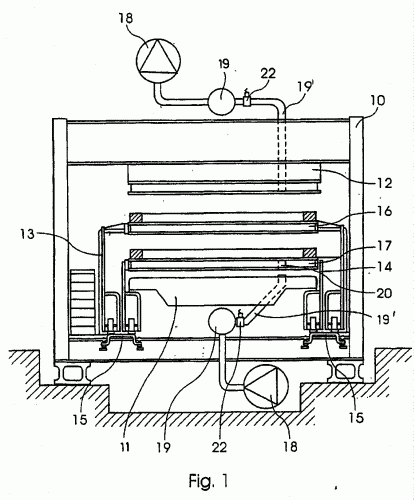
METODO Y APARATO PARA LA ESPUMACION EN VACIO DE PANELES.
(16/06/2004). Ver ilustración. Solicitante/s: MISA SUD. Inventor/es: MICHELETTI, EDUARDO, D\'ANNIBALE, VINCENZO.
La invención consiste en la posibilidad de controlar el vacío dentro de cada zona de espumación, con supresión de las caídas de presión o cambios repentinos, tanto al comienzo como al final de cada operación de espumación, cuando el manguito de inyección de un dispositivo de mezcla es introducido y retirado, en o del orificio de inyección. Uno de los miembros de bastidor longitudinal de cada zona de espumación, está dotado por tanto, de un orificio de inyección para la introducción selectiva de mezcla espumable en cada panel, como antes se ha expuesto.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO MOLDEADO DE ESPUMA, ESPECIALMENTE DE UNA PIEZA DE ESPUMA DE TAPICERIA PARA UN ASIENTO DE VEHICULO.
(16/05/2004) Procedimiento para la fabricación de un cuerpo moldeado de espuma, especialmente de una pieza de espuma de tapicería para un asiento de vehículo, que se provee con al menos una pieza de cierre adhesiva con elementos de retención , que son recibidos, cubiertos por una cubierta de retención de la espuma, en un molde de espumación que genera el cuerpo moldeado de espuma, donde la cubierta está dispuesta de manera que se proyecta con una anchura marginal predeterminable sobre la región de la superficie de los elementos adhesivos y se pone en contacto de manera desprendible con una instalación de retención al menos con partes del molde de espumación y donde la cubierta está provista con componentes ferromagnéticos y se utiliza como una de las partes de la instalación de retención, cuya otra…
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA, MOLDEADA, ESPECIALMENTE DE UNA PIEZA DE COQUILLA PPARA UN ASIENTO DE PASAJERO DE AUTOMOVIL O DE AVION.
(16/03/2004). Ver ilustración. Solicitante/s: GOTTLIEB BINDER GMBH & CO.. Inventor/es: POULAKIS, KONSTANTINOS.
Procedimiento para la fabricación de una pieza moldeada, especialmente de una pieza de coquilla para un asiento de pasajero de automóvil o de avión, empleando material de plástico y un molde que puede ser impulsado con una presión de trabajo para un proceso de moldeo, con un alojamiento , en el que se inserta una pieza de cierre adhesiva , que se adapta a la forma de la pieza moldeada, con elementos de adhesión que se encuentran en un soporte , caracterizado porque la pieza de cierre adhesiva se apoya contra la acción de la presión de trabajo durante el proceso de moldeo por medio de una superficie de púas dispuesta en el alojamiento , que se forma a través de una pluralidad de púas sobresalientes, que encajan en los espacios intermedios entre los elementos de adhesión de la pieza de cierre adhesiva , de manera que se aplica su soporte en las puntas de las púas.
UNIDAD DE MUELLE INTERNO Y METODO PARA SU FABRICACION.
(01/01/2004) HAY PROVISTO UN METODO PARA FORMAR UNA UNIDAD DE RESORTES INTERNOS ESPUMADA QUE INCLUYE EL ASEGURAR DE FORMA QUE SE PUEDA SOLTAR UNA PLURALIDAD DE ESPIRALES A UNA PLANTILLA , SUMINISTRAR UNA MEZCLA DE REACCION ESPUMABLE A UNA BANDEJA (10 O 10'') Y SITUAR LA PLANTILLA DE MODO QUE LOS EXTREMOS DE LOS ESPIRALES QUE SE EXTIENDEN MAS ALLA DE LA PLANTILLA ESTEN SEPARADOS DEL EXTREMO DEL ESPIRAL. EL PROCESO SE REPITE MEDIANTE LA LIBERACION DE LA CAPA ESPUMADA ENCAJANDO UN EXTREMO DE LOS ESPIRALES, SUJETANDO DE FORMA QUE SE PUEDA SOLTAR LA PRIMERA CAPA ESPUMADA CON LOS EXTREMOS DE LA MISMA SEPARADAS DE UNA BANDEJA QUE TIENE DICHA MEZCLA DE REACCION ESPUMABLE EN LA MISMA PARA QUE EL SEGUNDO EXTREMO…
PROCEDIMIENTO PARA LA FABRICACION DE UN ARTICULO DE ESPUMA, ESPECIALMENTE DE UNA PIEZA DE ESPUMA DE TAPICERIA PARA UN ASIENTO DE VEHICULO Y ELEMENTO DE FIJACION POR CONTACTO UTILIZADO EN EL PROCEDIMIENTO.
(01/10/2003) Procedimiento para la fabricación de un artículo de espuma, especialmente de una pieza de espuma de tapicería, para un asiento de vehículo, que se provee con al menos una pieza de cierre adhesivo con elementos de adhesión , que son recibidos por una funda de retención de la espuma, cubierta con componentes ferromagnéticos, en un molde de espumación que genera el artículo de espuma, donde la funda se forma a través de la pieza de cierre adhesivo propiamente dicha, que se dispone proyectándose con una cubierta marginal predeterminable en la anchura sobre la región superficial con los elementos de adhesión y se lleva…
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE UN CUERPO DE ESPUMA, EN PARTICULAR DE UNA PIEZA DE ESPUMA DE ACOLCHADO PARA UN ASIENTO DE PASAJERO DE AVION O DE COCHE.
(01/09/2003) Procedimiento para la fabricación de una pieza de un cuerpo de espuma, en particular una pieza de espuma de acolchado para un asiento de pasajero de avión o de coche, realizándose en este procedimiento en la pieza del cuerpo de espuma al menos una escotadura, que se abre hacia la superficie de éste, y que está prevista para el alojamiento de una pieza de anclaje para un material de tapicería, se configura disponiéndose en un molde de espumaje que forma la pieza del cuerpo de espuma al menos una pieza preformada que puede ser retirada, que presenta superficies preformadas, que forman un ensanchamiento en la escotadura, a distancia de la superficie del cuerpo de espuma, caracterizado porque como pieza preformada se utiliza un cuerpo para el perfilado con una sección transversal aproximadamente en forma de T, porque la pieza de base…
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE CUERPO DE ESPUMA, ESPECIALMENTE DE UNA PIEZA DE ESPUMA DE TAPICERIA PARA UN ASIENTO DE PASAJERO DE AVION O AUTOMOVIL.
(01/07/2003) Procedimiento para la fabricación de una pieza de cuerpo de espuma, especialmente de una pieza de espuma de tapicería para un asiento de pasajero de avión o de automóvil, en cuyo procedimiento se configura en primer lugar en la pieza de cuerpo de espuma al menos una escotadura, que se abre hacia su superficie, y está prevista para el alojamiento de una pieza de anclaje para un material de revestimiento, disponiendo en un molde de espumación, que moldea la pieza de cuerpo de espuma, al menos una parte de molde desmontable, que presenta superficies de moldeo, que forman un ensanchamiento en la escotadura a distancia de la superficie…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}