Dispositivo para fabricar una pieza moldeada de plástico.
Dispositivo para fabricar una pieza moldeada de plástico (11) consistente en un soporte (2) y una capa espumada(3) y actuante como pieza bruta para un componente de revestimiento interior forrado de un vehículo automóvil,
comprendiendo el dispositivo un útil de moldeo multipieza con un núcleo y una matriz pertenecientes a dicho útil demoldeo, así como útiles de troquelado (10), y comprendiendo los útiles de troquelado (10) cilindros de troquelado (4),vástagos de pistón (12), portaagujas (5) y agujas de troquelado (6), caracterizado por que los útiles de troquelado(10) están integrados en la parte (1) del útil de moldeo que está destinada a recibir el soporte (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/000303.
Solicitante: SMP Deutschland GmbH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 79268 BOTZINGEN ALEMANIA.
Inventor/es: RICHTER,DETLEF, SCHMIDLE,STEFAN, KATTELMANN,RÜDIGER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
- B29C44/58 B29C 44/00 […] › Moldes.
- B29C45/00 B29C […] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/16 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
PDF original: ES-2440594_T3.pdf
Fragmento de la descripción:
Dispositivo para fabricar una pieza moldeada de plástico.
La presente invención concierne a un dispositivo para fabricar una pieza moldeada de plástico consistente en un soporte y una capa espumada y actuante como pieza bruta para un componente de revestimiento interior forrado de un vehículo automóvil, según el preámbulo de la reivindicación 1.
Las piezas moldeadas forradas para la fabricación de revestimientos interiores de vehículos automóviles se obtienen usualmente aplicando en un útil de moldeo una espuma de poliuretano sobre un soporte hecho de un material sintético termoplástico y que se obtiene, por ejemplo, por medio de un procedimiento de fundición inyectada. El componente así obtenido se forra seguidamente con una película decorativa, una tela o bien cuero.
A este fin, se forma primero el soporte en un útil de moldeo y se le reviste a continuación con espuma de poliuretano. La aplicación de la espuma de poliuretano se efectúa usualmente en un útil de espumado previsto paras ello, en el que se coloca el soporte terminado. Sin embargo, existe también la posibilidad de realizar en un útil la fundición inyectada del soporte y la aplicación de la espuma, permaneciendo después el soporte fundido por inyección, por ejemplo, en el macho del útil de moldeo, el cual se combina seguidamente con una segunda contrapieza moldeada para proporcionar una cavidad correspondiente para la espuma que se debe aplicar.
Después de que la espuma ha reaccionado completamente y se ha adherido al soporte, se abre el útil de moldeo y se puede extraer el componente para forrarlo con una película, una tela o cuero en un paso subsiguiente del procedimiento. A este fin, se producen en el componente en un paso de trabajo antepuesto, por taladrado, fresado o troquelado, desde el lado del soporte, unos agujeros con cuya ayuda se puede aplicar más tarde un vacío al forrar el componente para succionar la película e inmovilizarla sobre el componente. Antes del forrado se reviste el lado de la espuma del componente con un pegamento, a continuación se aplica el vacío y se puede succionar la película, la tela o el cuero, manteniéndose el vacío hasta que se haya endurecido el pegamento en una medida tal que ya no puede temerse un desplazamiento de la película aplicada como forro. Un gran inconveniente en esta clase de fabricación de componentes de revestimiento interiores para vehículos automóviles reside en la multitud de diferentes pasos del procedimiento que tienen que combinarse uno con otro. A este fin, son necesarios útiles especiales para cada paso individual del procedimiento, efectuándose frecuentemente el equipamiento de los útiles mediante trabajo manual, lo que está ligado a un coste y un consumo de tiempo correspondientes.
El documento EP 2 052 833 A1 describe un procedimiento de producción de una línea de rotura nominal para una abertura de airbag en una pieza moldeada, en el que se forman unas lumbreras durante la inyección del material polímero para el material de soporte haciendo que unos útiles de perforación, que están dispuestos en el útil de moldeo, asuman la función de machos. Después de concluido el proceso de fundición inyectada, el soporte presenta unas lumbreras directamente correspondientes. Los útiles de perforación tienen aquí la misión de debilitar deliberadamente, antes de la solidificación del material polímero, la capa decorativa inyectada en el paso de fabricación subsiguiente. Por tanto, las agujas de perforación penetran en la capa de espuma no solidificada todavía completamente. El avance de las agujas de perforación se ha elegido en este caso de modo que éstas sean conducidas hasta una capa exterior compacta, con lo que se origina una línea de rotura nominal que llega, a través del soporte y la capa de espuma, hasta la piel decorativa sin atravesar esta última. Por este motivo, los útiles de perforación no están diseñados ni facultados para producir posteriormente aberturas en un material polímero solidificado.
El documento EP 2 036 626 A1, del cual parte la invención, muestra un dispositivo de perforación que presenta un dispositivo de troquelado que comprende útiles de troquelado con cilindros de troquelado, vástagos de pistón, portaagujas y agujas de troquelado. Con este dispositivo de perforación una parte de revestimiento lateral del habitáculo de un vehículo automóvil, que descansa sobre un alojamiento de piezas de trabajo, es provista de una abertura de troquelado. El dispositivo de perforación está fijado aquí por separado del útil de moldeo para la conformación propiamente dicha y por encima de un alojamiento de la pieza de trabajo. Por este motivo, el proceso de troquelado se efectúa en una zona de mecanización localmente separada en el procedimiento de conformación.
Por tanto, la presente invención se ha basado en el problema de ofrecer un dispositivo de la clase genérica expuesta que no presente los inconvenientes anteriormente descritos del estado de la técnica.
Este problema se resuelve con un dispositivo dotado de las características de la parte caracterizadora de la reivindicación 1. Ejecuciones y perfeccionamientos preferidos del dispositivo según la invención son objeto de las reivindicaciones subordinadas.
Un dispositivo para fabricar una pieza moldeada de plástico consistente en un soporte y una capa espumada, que deberá utilizarse como pieza bruta para un componente de revestimiento interior de un vehículo automóvil, es usualmente un útil de moldeo multipieza con un macho y una matriz pertenecientes a dicho útil de moldeo.
En general el macho del útil de moldeo esta destinado a recibir el soporte que debe revestirse con espuma, mientras
que la matriz del útil de moldeo proporciona la oquedad (cavidad) correspondiente para la formación de la espuma, aunque es enteramente imaginable también que se permuten las funciones anteriormente descritas del macho del útil de moldeo y de la matriz de este útil de modo que el soporte esté dispuesto en la matriz del útil de moldeo.
Se ha previsto ahora según la invención que estén integrados útiles de troquelado en la parte del útil de moldeo que está destinada a recibir el soporte.
Estos útiles de troquelado consisten, por ejemplo, en un cilindro de troquelado cuyo vástago de pistón está unido, a través de un sujetador, con unas agujas de troquelado mediante la ayuda de las cuales se troquelan después agujeros de vacío correspondientes en el componente que se debe fabricar.
Los útiles de troquelado o cilindros de troquelado están dispuestos en el lado trasero de la parte correspondiente del útil de moldeo en un alojamiento previsto para ellos y están fijados a la parte del útil de moldeo con ayuda de un dispositivo de fijación que abraza al cilindro de troquelado. Las agujas de troquelado se encuentran, en estado de reposo, en una guía dispuesta con acoplamiento de conjunción de forma en el lado interior de la parte del útil de moldeo y son empujadas durante su utilización por el soporte dispuesto en este lado del útil.
El útil de moldeo puede ser un molde de espumado o bien un útil de fundición inyectada que se reacondiciona para el proceso de espumado después de la fundición inyectada del soporte. Como útiles de troquelado se utilizan cilindros neumática o hidráulicamente accionados que están equipados con agujas de troquelado correspondientes. Una ejecución especialmente ventajosa de la invención prevé que esté ya reducido el espesor del soporte en los sitios que deberán troquelarse más tarde para que se facilite la perforación del soporte relativamente duro.
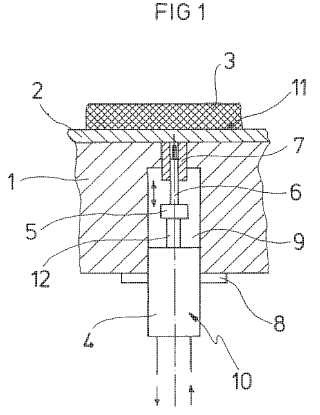
En lo que sigue se explica detalladamente la presente invención con ayuda de un dibujo, en el que la figura 1 correspondiente muestra como sección transversal un fragmento del útil de moldeo.
En la figura 1 se muestra un fragmento de una parte 1 de un útil de moldeo en la que está integrado un útil de troquelado 10 que consiste en un cilindro de troquelado 4, un vástago de pistón 12, un portaaguja 5 y una aguja de troquelado 6. La aguja de troquelado 6 esta unida aquí con el vástago de pistón 12 del cilindro de troquelado 4 a través del portaaguja 5. El útil de troquelado 10 está dispuesto por el lado trasero de la parte 1 del útil de moldeo, por medio de un dispositivo de fijación, en una depresión 9 de la parte 1 del útil de moldeo. La aguja de troquelado 6 está dispuesta en una guía que a su vez está dispuesta en la parte 1 del útil de moldeo estableciendo un acoplamiento de conjunción de forma con el lado interior de dicha parte. Además, se puede apreciar en este dibujo el soporte 2, el cual está dispuesto en el lado interior del útil de moldeo 1, así como la capa espumada... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para fabricar una pieza moldeada de plástico (11) consistente en un soporte (2) y una capa espumada (3) y actuante como pieza bruta para un componente de revestimiento interior forrado de un vehículo automóvil, comprendiendo el dispositivo un útil de moldeo multipieza con un núcleo y una matriz pertenecientes a dicho útil de moldeo, así como útiles de troquelado (10) , y comprendiendo los útiles de troquelado (10) cilindros de troquelado (4) , vástagos de pistón (12) , portaagujas (5) y agujas de troquelado (6) , caracterizado por que los útiles de troquelado (10) están integrados en la parte (1) del útil de moldeo que está destinada a recibir el soporte (2) .
2. Dispositivo según la reivindicación 1, caracterizado por que los útiles de troquelado (10) están dispuestos en el
lado trasero de la parte (1) del útil de moldeo y están fijados en un alojamiento (9) de la parte (1) del útil de moldeo 10 por medio de un dispositivo de fijación (8) que abraza al cilindro de troquelado (4) .
3. Dispositivo según las reivindicaciones 1 ó 2, caracterizado por que las agujas de troquelado (6) están montadas en una guía (7) dispuesta con acoplamiento de conjunción de forma en el lado interior de la parte (1) del útil de moldeo.
4. Dispositivo según cualquiera de las reivindicaciones 1 a 3, caracterizado por que el útil de moldeo es un útil de 15 fundición inyectada.
5. Dispositivo según cualquiera de las reivindicaciones 1 a 3, caracterizado por que el útil de moldeo es un molde de espumado.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]