CIP-2021 : B29C 65/20 : en contacto directo, p. ej. con un "espejo".
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/20[3] › en contacto directo, p. ej. con un "espejo".
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/20 · · · en contacto directo, p. ej. con un "espejo".
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la realización de elementos de contramolde para la contención del cordón de soldadura de elementos perfilados de plástico.
(24/06/2020) Procedimiento para la realización de elementos de contramolde para la contención del cordón de soldadura de elementos perfilados de plástico, en el cual los elementos de contramolde tienen al menos un cuerpo principal adaptado para recibir en el soporte al menos un par de elementos perfilados de material plástico soldados entre sí para obtener al menos un marco para ventanas/puertas, comprendiendo cada elemento perfilado al menos una superficie de soldadura soldable a la superficie de soldadura de otro elemento perfilado en una configuración de soldadura en la cual las caras laterales de dichos elementos perfilados son sustancialmente adyacentes entre sí y definen una superficie localizadora, comprendiendo dicho procedimiento:
- al menos una fase de adquisición del perfil de…
Accesorios de tubería que permiten pruebas de presión no destructivas de la integridad de los sellos.
(18/03/2020) Un accesorio en la forma de accesorio tipo silla de montar, que comprende
una sección principal en forma de media tubería, dimensionada para recibir en ella una sección de una tubería , una sección tubular que se extiende desde un orificio circular o elíptico de la media tubería, en ángulo con respecto al eje longitudinal de la sección de la media tubería
caracterizado porque dicha sección de media tubería comprende un primer par de zonas de sellado circulares o elípticas y primeros medios de sellado, para formar sellos circulares o elípticos que circunscriben el orificio en la sección de media tubería y un orificio de acoplamiento correspondiente en una tubería de acoplamiento…
Máquina de soldar sin rebaba para perfiles de ángulo de PVC.
(19/02/2020) Máquina de soldar básicamente sin rebaba para perfiles de ángulo de PVC, la cual se compone de:
- un grupo de tope que se compone de un cuerpo principal del grupo de tope , de un resorte , de un cojinete y de un espaciador , el cual permite la tolerancia de erroressobre las dimensiones de los perfiles,
- al menos dos placas movibles que permiten el posicionamiento y los movimientos de los perfiles de PVC, así como su inclinación sobre el grupo de tope,
- al menos dos grupos de compresión superiores y bobinas de compresión que permiten la compresión de los perfiles de PVC por arriba y que se fijen sobre las placas movibles ,
- un grupo de fresa que se compone de un eje conector de borde cortante , de un borde cortante , de un elemento de cama , de…
Máquina de soldar de mesa portátil.
(06/11/2019). Solicitante/s: Leister Technologies AG. Inventor/es: NIEDERBERGER, ADOLF, RIESER,BENEDIKT, STRAHL,FALKO.
Máquina de soldar de mesa portátil para soldar tiras de material sintético , que comprende un bastidor o armazón que incluye una carcasa portadora y un brazo soporte en el cual se ha dispuesto un dispositivo soldador, al menos un rodillo de transporte que incluye un eje de rodillo de transporte giratorio y al menos un rodillo de presión de contacto que está soportado por la carcasa portador , donde se ha dispuesto una pesa en un elemento excéntrico que conecta mientras gira por un lado por medio del eje del elemento excéntrico soportado concéntricamente en la carcasa portador y que conecta mientras gira por otro lado por medio de un eje del rodillo de presión de contacto soportado excéntricamente en el rodillo de presión de contacto.
PDF original: ES-2764174_T3.pdf
Procedimiento para la unión por cohesión de capas de material al menos parcialmente solapadas y máquina automática de unión para llevar a cabo el procedimiento.
(19/06/2019) Procedimiento para la unión por cohesión en forma de costuras, inducida térmicamente de capas de material flexibles, planas, soldables y / o adhesivas entre sí, que están configuradas como una banda de material, tira de material y / o pieza de material y que se disponen solapadas al menos parcialmente, por medio de una máquina automática de unión , en donde al menos un equipo de calentamiento por contacto eléctrico dispuesto en un bastidor de soporte de la máquina automática de unión con una cuña de calentamiento de temperatura controlable alimentada con corriente eléctrica directamente para calentar…
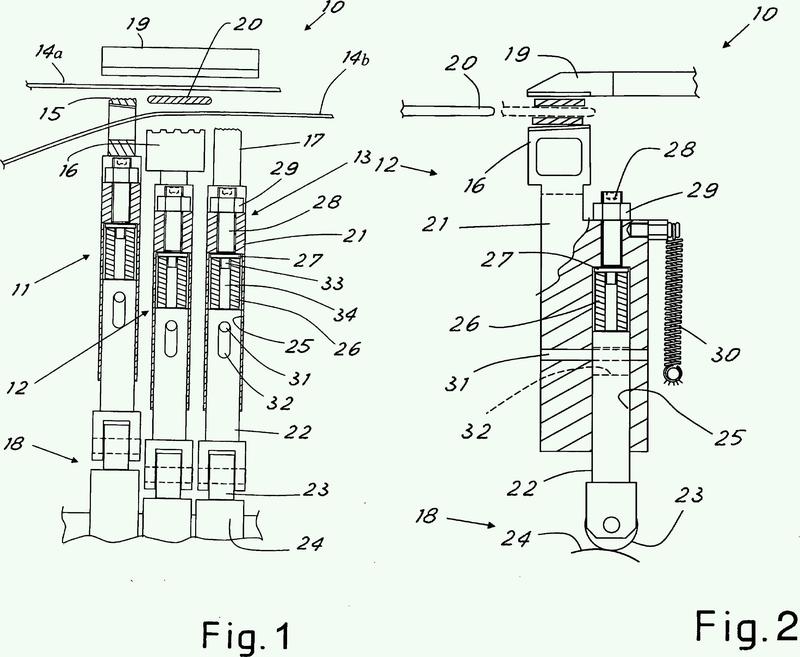
Dispositivo para soldar elementos perfilados en material plástico, en particular PVC.
(09/05/2019) Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, que comprende:
- Un marco base que soporta un par de miembros de retención de los elementos perfilados respectivos (3, 3a, 3b, 60, 61), para acoplar dichos elementos perfilados (3, 3a, 3b, 60, 61) con las zonas correspondientes a soldar una enfrente de la otra;
- Medios de calentamiento para dichas zonas de calentamiento a soldar de los elementos perfilados (3, 3a, 3b, 60, 61) que comprende al menos un elemento de sellado térmico de la placa térmica y es móvil entre una condición activa donde se sitúan entre dichos elementos perfilados (3, 3a, 3b, 60, 61) y una condición de no uso donde están espaciados a una distancia a de dichos elementos…
Procedimiento para soldar elementos perfilados en material plástico, en particular PVC.
(09/05/2019) Un procedimiento para soldar elementos perfilados en material plástico, en particular PVC, que comprende las etapas de:
- preparar al menos dos elementos perfilados respectivos (3, 3a, 3b, 60, 61) dispuestos con las zonas respectivas que se van a soldar una enfrente de la otra;
- hacer una ranura en correspondencia con al menos una zona a soldar de los elementos perfilados (3, 3a, 3b, 60, 61), realizándose dicha de hacer la ranura por medio de una operación de eliminación en un borde periférico de al menos un elemento perfilado (3; 3a, 3b; 60, 61);
- calentar dichas zonas que se van a soldar ;
- acoplar las zonas que se van a soldar entre sí, presionando los elementos perfilados (3; 3a, 3b; 60, 61) unos contra otros para mantener las zonas que se van a soldar en contacto recíproco;
- comprendiendo dicha etapa…
Procedimiento para soldar los plásticos poliamida y poli(met)acrilato.
(07/03/2019). Solicitante/s: HENKEL AG & CO. KGAA. Inventor/es: HARTIG, THOMAS, WALTER,PABLO, FRIEDRICH,NORMAN, GONZALEZ,LINA, LÜTZEN,HENDRIK.
Procedimiento para soldar un plástico de poliamida con un plástico de poli(met)acrilato, en particular plástico de poli(metacrilato de metilo) con el uso de una imprimación, en el que la imprimación contiene al menos un copolímero sintetizado a partir de al menos un estireno o derivado de estireno y al menos un anhídrido de ácido maleico o derivado de anhídrido de ácido maleico.
PDF original: ES-2703179_T3.pdf
Procedimiento y dispositivo para unir piezas perfiladas.
(28/02/2019) Procedimiento para unir piezas perfiladas de plástico , en el que se ponen en contacto una con otra al menos una pieza perfilada y una superficie de calentamiento de un elemento de calentamiento en una dirección de ensamblaje, para fundir inicialmente la al menos una pieza perfilada en su zona de soldadura antes de un ensamblaje con la otra pieza perfilada , en el que está previsto un elemento de limitación , con el que pueden controlarse un flujo y una deformación del producto fundido, en el que el elemento de limitación presenta al menos un elemento de asiento y una pieza conformada que pueden moverse tanto uno con relación a otra como también con relación a la pieza perfilada , en el que el elemento de asiento junto con la pieza conformada , al realizar una fusión final de la al menos una…
Dispositivo de medición de la evolución de un campo de temperatura y procedimiento asociado de evaluación de la calidad de una operación de soldadura.
(26/12/2018). Solicitante/s: Engie. Inventor/es: GUEUGNAUT,DOMINIQUE, BOUJLAL,ADIL.
Dispositivo de medición de la evolución de un campo de temperatura durante una operación de soldadura entre una primera pieza y una segunda pieza de material plástico caracterizado por que comprende una pieza falsa representativa de la primera pieza, estando la pieza falsa equipada con un conjunto de sensores térmicos fijados y distribuidos al menos sobre una parte de una superficie de contacto de la pieza falsa con la segunda pieza , estando dicha pieza falsa además constituida por un material no soldable durante la operación de soldadura, presentando características térmicas similares a las de la primera pieza.
PDF original: ES-2694661_T3.pdf
Máquina de soldadura a tope con tubo de plástico, elemento de calentamiento para esta, así como método para fabricar una placa de calentamiento.
(26/10/2018). Solicitante/s: WIDOS Wilhelm Dommer Söhne GmbH. Inventor/es: SCHMITT, MICHAEL, DOMMER,MARTIN.
Máquina de soldadura a tope con tubo de plástico con al menos un elemento de calentamiento, que presenta una placa de calentamiento , en la que está integrada al menos una fuente eléctrica de calor , caracterizada por el hecho de que la placa de calentamiento presenta una estructura de espuma metálica (S), en la que está incorporada con conducción del calor la al menos una fuente eléctrica de calor.
PDF original: ES-2687719_T3.pdf
Método de producir una construcción en forma de placa con una estructura de doble pared.
(04/04/2018). Solicitante/s: Uponor Infra Oy. Inventor/es: BLOMQVIST, GUNNAR, SILLANPÄÄ,ARI, SÖDERGÅRD,HENRY, TAYLOR,TED.
Un método de producir una construcción en forma de placa que tiene una estructura de doble pared, en el que
- varios perfiles alargados de material termoplástico, que tienen ejes centrales esencialmente rectos, se disponen uno sobre el otro de tal manera que perfiles huecos adyacentes están contiguos entre sí y juntos forman, en términos generales, una pila plana con dos lados opuestos, y
- los perfiles huecos se sueldan juntos uniendo los perfiles huecos juntos por medio de cordones de soldadura, siendo llevado a cabo el soldeo de manera esencialmente simultánea desde ambos lados de la pila mediante soldeo por extrusión usando el mismo material termoplástico que aquel del que están compuestos los perfiles tubulares.
PDF original: ES-2675280_T3.pdf
DISPOSICION DE SOLDADURA ROTATIVA.
(28/03/2018) 1. Disposición de soldadura rotativa aplicable a rollos de bolsas de basura, formados cada uno de ellos, por una alineación de bolsas separadas una de la contigua por unas líneas de debilitamiento y de soldadura en las bases laterales, siendo dichas bolsas las que incorporan en su parte superior, en las inmediaciones de la embocadura, un canal longitudinal, encontrándose en dichas disposiciones unos elementos de soldadura en cuya superficie se encuentran unos elementos filiformes a modo de resistencias, que se calientan mediante el paso de corriente eléctrica, como medio para la confección de líneas de soldadura caracterizada en que la disposición preconizada, se encuentra en la superficie lateral de un cilindro soldador de material dieléctrico entre sus…
Fabricación de placas de espuma de XPS de gran grosor mediante soldadura.
(03/05/2017) Procedimiento para la soldadura térmica de al menos dos placas de partida de XPS en una nueva placa , especialmente de placas de partida de XPS accionadas sin halógeno en nuevas placas con un grosor mínimo de 70 mm, preferiblemente con un grosor mínimo de 100 m, calentándose las placas de partida de XPS en las superficies de contacto y presionándose unas contra otras después de la carga térmica, caracterizado por que
a) se utilizan las placas de partida de XPS sin pieles de extrusión en la superficie de contacto y
b) solicitándose las superficies de contacto a una temperatura que asciende como mínimo a 100 grados Celsius, preferiblemente como mínimo a…
Placas de espuma termoplástica con un grosor de cordón de soldadura de desde 30 hasta 200 micrómetros.
(05/04/2017). Solicitante/s: BASF SE. Inventor/es: DIETZEN, FRANZ-JOSEF, HAHN, KLAUS, SCHERZER, DIETRICH, DR., LICHT, ULRIKE, HAHN, CHRISTOPH, DIEHLMANN,TIM, MOCHEV,STEFAN.
Placa de espuma termoplástica, que presenta al menos dos capas y que se produce mediante soldadura térmica a partir de al menos dos placas de espuma termoplástica más fina, y que presenta al menos un cordón de soldadura con un grosor promedio de desde 30 hasta 200 mm, caracterizada porque las al menos dos placas de espuma termoplástica más finas son una espuma de extrusión de poliestireno o de un copolímero producido a partir de estireno, y el tamaño celular de la placa de espuma termoplástica es de < 150 mm, y/o el número de células medio asciende a > 6 células/mm.
PDF original: ES-2632197_T3.pdf
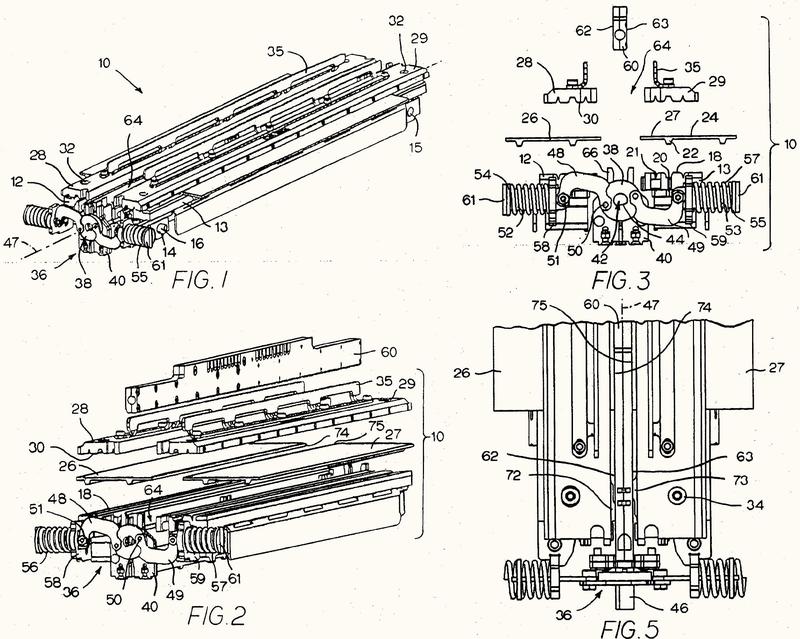
Medios de presión para dispositivos para soldar elementos perfilados hechos de material plástico, en particular PVC.
(22/02/2017). Solicitante/s: Graf Synergy S.r.L. Inventor/es: VACCARI,ANDREA.
Medios de presión para dispositivos para soldar elementos perfilados hechos de un material plástico, en particular PVC, caracterizados por el hecho de que dichos medios de presión comprenden:
• al menos una primera superficie de trabajo que tiene una parte saliente ; y
• al menos una segunda superficie de trabajo de acabado final; y.
PDF original: ES-2656420_T3.pdf
Dispositivo para soldar elementos perfilados en material plástico, en particular PVC.
(23/11/2016) Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, que comprende:
- Un marco base que soporta un par de miembros de retención de los elementos perfilados respectivos (3, 3a, 3b, 60, 61), para acoplar dichos elementos perfilados (3, 3a, 3b, 60, 61) con las zonas correspondientes a soldar una enfrente de la otra;
- Medios de calentamiento para dichas zonas de calentamiento a soldar de los elementos perfilados (3, 3a, 3b, 60, 61) que comprende al menos un elemento de sellado térmico de la placa térmica y es móvil entre una condición activa donde se sitúan entre dichos elementos perfilados (3, 3a, 3b, 60, 61) y una condición de no uso donde están espaciados a una distancia a de dichos elementos perfilados (3, 3a, 3b, 60, 61);
- Medios…
Empalmadora de cinta de liberación rápida y método de funcionamiento.
(17/02/2016). Ver ilustración. Solicitante/s: LAITRAM, LLC. Inventor/es: GUTTENBERG,ROBERT G.
Empalmadora de cinta que comprende:
mordazas de pinza primera y segunda en una relación enfrentada; en el que la empalmadora de cinta comprende además medios para liberar rápidamente las mordazas de pinza conectadas a las mordazas de pinza primera y segunda;
caracterizado porque los medios para liberar rápidamente las mordazas de pinza dirigen un impulso de fuerza contra las mordazas de pinza primera y segunda en sentidos opuestos para acelerar rápidamente la separación de las mordazas de pinza primera y segunda a una velocidad mayor que a la que las mordazas de pinza se mueven una hacia otra.
PDF original: ES-2571679_T3.pdf
Cabezal de soldadura para máquinas de aplicación de flejes.
(06/01/2016). Ver ilustración. Solicitante/s: MESSERSI' PACKAGING S.R.L.. Inventor/es: UBERTINI,MASSIMILIANO.
Unidad de soldadura para una máquina de aplicación de flejes que comprende al menos una unidad de pinza que tiene un cuerpo que finaliza en la parte superior en una pinza móvil hacia una pinza opuesta correspondiente para retener una parte de fleje, siendo empujada elásticamente la pinza mediante medios de movimiento a lo largo de su movimiento hacia la pinza opuesta, comprendiendo además dicha al menos una unidad de pinza un pivote de impulso que sobresale desde debajo del cuerpo de la unidad de pinza y sobre el que actúan los medios de movimiento, caracterizada por que el pivote de impulso es recibido de forma axialmente deslizable en un asiento en el cuerpo y un amortiguador hecho de un material deformable elásticamente está dispuesto entre el extremo del pivote de impulso en el interior del asiento y el fondo del asiento.
PDF original: ES-2566745_T3.pdf
Procedimiento y dispositivo para soldar elementos perfilados hechos de material plástico, en particular PVC.
(16/12/2015) Un procedimiento para soldar elementos perfilados hechos de un material plástico, en particular PVC, que comprende las etapas de:
- preparar al menos dos elementos perfilados hechos de un material plástico, dispuestos con las zonas respectivas a soldar enfrentadas entre sí;
- calentar dichas zonas a soldar ;
- acoplar las zonas a soldar entre sí, presionando entre sí los elementos perfilados y manteniendo en contacto recíproco las zonas a soldar ;
- dicha etapa de acoplamiento de las zonas a soldar que define una subetapa de fusión de las zonas a soldar entre sí para definir un cordón de soldadura; y
- antes de la etapa de calentamiento, la etapa de hacer una ranura en correspondencia con un borde periférico de cada una de dichas zonas a soldar…
Procedimiento y dispositivo para soldar secciones de tubo de materiales plásticos para formar tubos.
(23/11/2015) Procedimiento para soldar secciones de tubo de materiales plásticos para formar tubos por medio de los siguientes grupos:
a) un dispositivo de soldadura que presenta un armazón básico con cuatro anillos tensores distribuidos, que forman dos grupos de los que cada uno aloja una sección de tubo y de los que mediante un accionamiento un grupo se puede desplazar sobre guías una distancia de separación inicial respecto a los otros,
b) un grupo hidráulico para accionar el accionamiento del dispositivo de soldadura ,
c) un dispositivo de fresado para el fresado en plano radial de las superficies de soldadura de las secciones de tubo , que se puede introducir en la distancia de separación…
Panel compuesto y su procedimiento de realización.
(03/06/2015) Panel compuesto, que comprende:
- una pluralidad de paneles compuestos elementales , comprendiendo cada uno por lo menos un alma y dos pieles superficiales dispuestas a uno y otro lado del alma, y estando cada uno termosoldado según una zona de ensamblaje con por lo menos un panel elemental próximo por uno de sus lados,
estando el panel compuesto caracterizado por que comprende además:
- una zona hundida, o hueca formada en las pieles superficiales, a uno y otro lado de la zona de ensamblaje y a lo largo de esta,
- una banda de material de refuerzo dispuesta sobre dicha zona de ensamblaje de un panel con el o los paneles próximos, en cada zona hundida o hueca .
Procedimiento para soldar materias primas renovables.
(15/04/2015) Procedimiento para soldar materias primas renovables monoaxialmente estiradas caracterizado por que
a. se utiliza una banda para atado monoaxialmente estirada y se proporcionan unas superficies que hay que soldar realizadas por lo menos parcialmente a partir de ácido poliláctico estirado, y
b. se sueldan las superficies mediante soldadura con cuña de calentamiento, soldadura por fricción, soldadura por láser, soldadura por alta frecuencia o soldadura por ultrasonido,
estando el ácido poliláctico, por lo menos al 70 % en peso, realizado a partir de ácido láctico L.
Dispositivo y procedimiento para la soldadura de piezas perfiladas.
(25/02/2015) Dispositivo para la soldadura de piezas perfiladas , en particular de piezas perfiladas de plástico, con al menos una cabeza de soldadura , que se puede posicionar con relación a otra cabeza de soldadura y/o con relación a un dispositivo de retención en una posición teórica de soldadura predeterminada o predeterminable, caracterizado porque la cabeza de soldadura y/o una parte de la cabeza de soldadura , pero al menos un elemento calefactor de la cabeza de soldadura para la fundición inicial de las piezas perfiladas, en particular un espejo de soldadura, son móviles en función de al menos una desviación de…
Aparato para unir tubos y método para unir tubos.
(21/01/2015) Un aparato de conexión de tubos que tiene un primer conjunto de sujeción y un segundo conjunto de sujeción que están adaptados para sujetar por lo menos dos tubos flexibles aproximadamente en un estado paralelo, que comprende:
una primera unidad de prensado que está dispuesta en el primer conjunto de sujeción y que está adaptada para prensar los tubos hacia un estado plano;
una segunda unidad de prensado que está dispuesta en el segundo conjunto de sujeción y que está adaptada para prensar los tubos hacia un estado plano y que se puede ubicar de manera que contacte con la primera unidad de prensado;
un elemento de soporte que está adaptado para soportar por lo menos una de las primera y segunda unidades de prensado de tal manera que cambia una cantidad de prensado de las por…
MECANISMO DE SOLDADURA ROTATIVO.
(19/09/2014) 1. Mecanismo de soldadura rotativo, del tipo dotado de un disco aislante y un filamento calefactable , caracterizado esencialmente porque el filamento calefactable se arrolla en espiral sobre el disco aislante , describiendo un arco de más de 360º de modo que el extremo inicial y final del filamento se sobrepasan, quedando solapados en un tramo .
2. Mecanismo de soldadura rotativo según reivindicación primera, caracterizado porque los extremos del filamento y se hayan asociados a un conector eléctrico pivotante , a través del cual se aplica la corriente y se mantiene la tensión del filamento .
3. Mecanismo de soldadura rotativo según reivindicaciones anteriores, caracterizado porque el conector eléctrico pivotante está dotado de un resorte que…
Elemento calentador en forma de cuña y procedimiento para su fabricación.
(02/07/2014) Elemento calentador en forma de cuña para un dispositivo para soldar por contacto, en particular láminas o bandas de plástico , estando dicho elemento calentador realizado en un material compuesto que comprende un material de base cerámico y un material termoconductor, caracterizado porque el material cerámico consiste en un boruro, carburo, nitruro u óxido de los elementos aluminio, boro, silicio, titanio, volframio o circonio y/o en fases mixtas y en compuestos de los componentes individuales y porque el material termoconductor del material compuesto consiste en un semimetal.
Procedimiento para la unión de la juntura de perfiles de una junta de estanqueidad así como dispositivo para su fabricación.
(16/04/2014) Procedimiento para la unión de la juntura de dos extremos perfilados coincidentes de al menos una junta de estanqueidad , caracterizado por que la(s) junta(s) de estanqueidad ha sido o bien han sido laminada(s) previamente sobre los listones de retención de una placa de aplicación y cuyos extremos se juntan enrasados, en el que los extremos se separan uno del otro en la dirección longitudinal de la junta de estanqueidad , para generar un intersticio de trabajo con distancia paralela o esencialmente paralela de los extremos entre sí y en el que en el intersticio de trabajo se introducen sucesivamente una placa calefactora para el calentamiento de los extremos…
Procedimiento para la fabricación de recipientes de plástico para líquidos.
(07/02/2013) Procedimiento para la fabricación de recipientes de plástico para líquidos, con cuatro paredes laterales, un fondoinferior y un fondo superior, una abertura de llenado que puede ser cerrada en el fondo superior y una valvulería deextracción de plástico, en particular un grifo de mariposa o grifo esférico, con una carcasa de valvulería que presentauna tubuladura de entrada y una tubuladura de salida, estando la tubuladura de entrada de la carcasa de valvuleríaconectada para el alojamiento de la valvulería de extracción a una abertura de vaciado en un abovedado inferior dela pared frontal del recipiente, caracterizado por el moldeo por soplado del recipiente con al menos un segmentode retención anular en el lado exterior del abovedado de la pared frontal del recipiente , para elcentrado y la retención en una máquina de soldar del recipiente…
Aparato para conectar tubos.
(17/04/2012) Aparato para conectar tubos, que comprende:
un primer portatubos dotado de un par de elementos de soporte para sujetar una serie de tubos flexibles ,
un segundo portatubos dotado de un par de elementos de soporte para sujetar dicha serie de tubos flexibles,
medios de corte y conexión para calentar y fundir dicha serie de tubos flexibles sujetos en el primer portatubos y el segundo portatubos, para cortar los tubos mediante una cuchilla de corte calentada que es desplazada entre el primer portatubos y el segundo portatubos, y para conectar los tubos cortados por la cuchilla de corte mediante poner en contacto las caras extremas cortadas de los tubos cortados sujetos en el primer portatubos con las de los tubos cortados sujetos en el segundo portatubos, los tubos cortados a conectar siendo partes de tubos diferentes originalmente,…
MÁQUINA AUTOPROPULSADA Y AUTÓNOMA PARA FUSIONAR TUBERÍAS DE POLIOLEFINA MEDIANTE CALOR.
(07/04/2011) SE SUELDAN EXTREMO CONTRA EXTREMO TUBERIAS POLIOLEFINICAS, MEDIANTE UNA MAQUINA (M) AUTOPROPULSADA Y AUTONOMA, QUE REALIZA TODAS LAS ETAPAS NECESARIAS PARA EL PROCEDIMIENTO, SIN LA NECESIDAD DE NINGUNA OTRA MAQUINA O EQUIPO. SE CONTROLAN INDEPENDIENTEMENTE ORUGAS PARALELAS ACCIONADAS HIDRAULICAMENTE PARA UNA MAXIMA MANIOBRABILIDAD. UN MONTAJE DE MORDAZAS REVERSIBLE ACCIONADO HIDRAULICAMENTE Y CONTROLADO POR ORDENADOR (J), MUEVE ALTERNATIVAMENTE EL NUEVO TRAMO DE TUBERIA EN RELACION A LA LINEA EXISTENTE DE TUBERIAS. UN UTILLAJE DE REFRENTAR (F) PARA CORTAR Y CONFORMAR LOS EXTREMOS DE TUBERIA A UNIR, Y UN CALENTADOR PARA FUNDIR LOS EXTREMOS DE TUBERIA A FUSIONAR,…
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA POR SUPERPOSICION DE MATERIALES PLASTICOS PLANOS.
(01/04/2007) Procedimiento de soldadura por superposición de mate- riales plásticos planos por medio de un dispositivo de calen- tamiento que se desplaza entre las bandas de material su- perior e inferior y que calienta el material, en el que las bandas de material que se han de soldar es- tán situadas sobre una base sólida y plana, al menos en la zona de superposición, el dispositivo de calentamiento se coloca entre ambas bandas de material levantando la banda su- perior , y el dispositivo de calentamiento se despla- za como mínimo a lo largo de uno de los bordes de las bandas de material que se van a soldar, dichas bandas de material se reúnen tras el calentamiento y la fusión y se…
{kind=link}
{kind=link}