CIP-2021 : B29C 65/20 : en contacto directo, p. ej. con un "espejo".
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/20[3] › en contacto directo, p. ej. con un "espejo".
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/20 · · · en contacto directo, p. ej. con un "espejo".
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE CONEXION DE DOS TUBOS DE MATERIAL TERMOPLASTICO REFORZADO.
(16/04/2006) Procedimiento de unión de dos tubos (18A, 18B) de mismo diámetro, de material termoplástico reforzado, que incluyen una capa de refuerzo siendo, en primer lugar, los extremos de ambos tubos (18A, 18B) soldados extremo con extremo según una soldadura periférica y añadiéndose, tras la realización de la soldadura , una envuelta externa en lo esencial de la longitud de la soldadura periférica desbordando a cada lado de la soldadura en los tramos extremos de ambos tubos (18A, 18B), y calentándose la envuelta externa hasta la interpenetración de la envuelta externa y los tramos extremos de ambos tubos (18A, 18B), caracterizado porque la capa de refuerzo está formada a partir de filamentos continuos de vidrio y filamentos continuos de materia termoplástica que son mezclados, porque la envuelta externa de material termoplástico…
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR PERFILES DE MARCO DE MATERIAL SINTETICO, CORTADOS A INGLETE, QUE SE ESTRECHA.
(16/07/2005) SE PRETENDE CONFIGURAR UN PROCEDIMIENTO Y UN DISPOSITIVO PARA REALIZAR DICHO PROCEDIMIENTO DE TAL MODO, QUE SE MANTENGA LA FUNCION ELASTICA DE LAS JUNTAS QUE DEBEN SOLDARSE CON LOS PERFILES DE MARCO EN EL AREA DE LAS ESQUINAS DE SESGO. RESPECTO AL PERIODO DE SOLDADURA DE LOS PERFILES DE MARCO Y DE LAS JUNTAS EL CONTORNO INTERNO DE LA JUNTA FORMADO POR LA FALDA DE OBTURACION Y LA PATA DE FIJACION DE LA JUNTA SE CUBRE EN LA ZONA DE SESGO Y JUNTO A ESTA MEDIANTE AL MENOS UNA PIEZA PERFILADA SEGUN EL CONTORNO Y CASI SEGUN EL CONTORNO Y, TRAS LA UNION POR SOLDADURA, LA PIEZA PERFILADA SE DESPLAZA FUERA DEL AREA DE LA JUNTA . SI DURANTE LA UNION POR SOLDADURA DE LOS PERFILES DE…
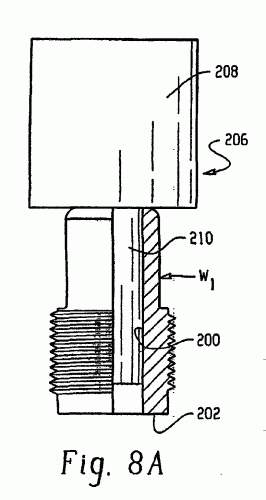
DISPOSITIVO DE SUJECCION PARA SOLDADURA POR INFRARROJOS.
(16/05/2005). Ver ilustración. Solicitante/s: SWAGELOK COMPANY. Inventor/es: EVANS, GLENN, A.
Dispositivo de sujeción para una pieza a soldar (W1) que está siendo soldada mediante calor infrarrojo, comprendiendo el dispositivo de sujeción: una base ; un elemento que se extiende desde dicha base y adaptado para acoplar dicha pieza a soldar (W1); dicho elemento alineando radialmente dicha pieza a soldar (W1) y sujetando axialmente dicha pieza a soldar (W1) antes de aplicar calor a dicha pieza a soldar (W1); no estando la pieza a soldar (W1) axialmente retenida en dicho elemento tras calentar la pieza a soldar (W1) como parte de una operación de soldadura.
CABEZAL DE SOLDADURA PARA LA SOLDADURA POR PLACA DE CALENTAMIENTO.
(01/03/2005) Cabezal de soldadura para la soldadura de elementos de calentamiento, particularmente de materiales sintéticos termoplásticos, con por lo menos un espejo de soldadura para calentar el punto de soldadura sobre el cuerpo básico y la pieza de soldar , con un agarradero para recoger la pieza de soldar al cuerpo básico y con medios de propulsión para la traslación de por lo menos un espejo de soldadura, donde un primer espejo de soldadura está previsto para calentar el punto de soldadura sobre el cuerpo básico , un segundo espejo de soldadura para calentar el punto de soldadura sobre la pieza de…
PRENSA MULTIFUNCIONAL DESTINADA PARA LA SOLDADURA DE TUBOS DE PLASTICO.
(16/03/2004) Prensa multifuncional para soldar tubos y juntas de plástico, en particular tubos y juntas de polietileno PE, polipropileno PP, polibuteno PB y difluoruro de polivinilo PVDF, que comprende una primera base fija y una segunda base , que puede moverse con respecto a dicha primera base a lo largo de guías correderas, un primer grupo de tornillos de banco , montado sobre dicha primera base y un segundo grupo de tornillos de banco montado sobre dicha segunda base , un termoelemento (16'), dispuesto sobre una guía paralela con respecto a dichas primera base y segunda base , y acoplado con dicha guía de tal manera que se dispone en una posición de trabajo entre dichos grupos de tornillos de banco , caracterizada porque el termoelemento (16') está acoplado con…
APARATO PARA SOLDAR TUBOS.
(01/01/2004) Aparato para soldar tubos, que comprende un bastidor , una zona para apoyar el tubo , abrazaderas para bloquear el tubo en la posición de soldadura, dichas abrazaderas están formadas por dos mitades (4, 4) que rodean parcialmente el tubo y que están provistas de adaptadores para distintos diámetros de tubo, el tubo de cualquier dimensión que está apoyado con su superficie de soldadura siempre situada a la misma altura preestablecida, un espejo de soldar , dotado con medios para fijar una matriz superior y una matriz inferior, así como soportes para acercar y alejar los tubos que hay que soldar, permitiendo su desplazamiento a lo largo del plano horizontal y a lo largo del…
PROCEDIMIENTO Y APARATO PARA LA CONEXION ESTERIL DE DOS TUBOS FLEXIBLES.
(16/12/2003) Procedimiento para unir un extremo con otro dos tubos flexibles de material termoplástico, con extremo cerrado o no, que comprende las fases siguientes: - seccionamiento de los dos tubos (T1, T2) por fusión-corte por medio de una cuchilla caliente desplazada en el intervalo entre dos pares de mordazas espaciadas, que aseguran la colocación y el mantenimiento de los tubos, paralelamente entre sí, - desplazamiento relativo entre los pares de mordazas para alinear los dos tubos que tienen que ser conectados, - retirada de la cuchilla caliente , - y aproximación de los extremos de los tubos (T1, T2) uno hacia el otro para asegurar su unión por soldadura, según el cual: - durante la fase de seccionamiento de los tubos (T1, T2) por fusión-corte, no se ejerce sobre los tubos ningún esfuerzo de aproximación, - y, desde el final de la fase…
METODO Y APARATO PARA UNIR TERMICAMENTE ELEMENTOS PARA FORMAR UN MARCO.
(01/05/2003) PROCEDIMIENTO PARA REALIZAR UNA JUNTA ENTRE UNA PRIMERA Y UNA SEGUNDA PIEZA RIGIDA . LA PRIMERA PIEZA TIENE AL MENOS UN MATERIAL SELLADOR FLEXIBLE ALARGADO Y LA SEGUNDA PIEZA TIENE AL MENOS UN MATERIAL SELLADOR FLEXIBLE ALARGADO CORRESPONDIENTE. CONSISTE EN LOS PASOS DE: 1) PROPORCIONAR LAS CITADAS PRIMERA Y SEGUNDA PIEZA, CADA UNA DE ELLAS CON UNA SUPERFICIE EXPUESTA, INCLUYENDO LA SUPERFICIE EXPUESTA DE LA PRIMERA PIEZA UNA SECCION A TRAVES DEL PRIMER MATERIAL SELLADOR E INCLUYENDO LA SUPERFICIE EXPUESTA DE LA SEGUNDA PIEZA UNA SECCION A TRAVES DEL SEGUNDO MATERIAL SELLADOR SIN ELIMINAR UNA PARTE SUSTANCIAL DE LA PRIMERA Y LA SEGUNDA PIEZA EN LA ZONA…
PELICULAS POLIMERICAS CERRADAS POR CALOR.
(01/02/2002). Solicitante/s: HOECHST TRESPAPHAN GMBH. Inventor/es: ALDER, PAUL THOMAS, CRIGHTON, ALLAN, JOHN.
LA PRESENTA INVENCION DESCRIBE UN METODO PARA CERRAR POR CALOR UNA PELICULA MULTICAPA QUE SE PUEDE CERRAR POR CALOR QUE TIENE UNA PRIMERA SUPERFICIE DE LA PELICULA QUE SE PUEDE CERRAR CONSIGO MISMA POR CALOR O CON OTRAS SUPERFICIES, Y UNA SEGUNDA SUPERFICIE DE LA PELICULA QUE INCLUYE PARTICULAS DE METRAQUILATO METILICO DEGRADADO CON UN AGENTE ANTIBLOQUEO. EL METODO COMPRENDE EL DESLIZAMIENTO DE LA SEGUNDA SUPERFICIE DE LA PELICULA POR ENCIMA DE UNA SUPERFICIE DE CIERRE POR CALOR CALENTADA QUE LLEVA A CABO EL CIERRE DE LA PELICULA CONSIGO MISMA O CON OTRA SUPERFICIE UTILIZANDO DICHA SUPERFICIE DE CIERRE POR CALOR CALENTADA.
PROCESO Y APARATO DE INSTALACION DE UN ADAPTADOR PARA UN RECIPIENTE DE PLASTICO MOLDEADO.
(01/02/2002) LA INVENCION SE REFIERE A UN METODO DE FABRICACION DE UN RECIPIENTE DE FLUIDO QUE TIENE UN ADAPTADOR. INCLUYE LOS PASOS DE FORMAR UN RECEPTACULO (10, ESTABLECIENDO UN ADAPTADOR PREFORMADO CON UNA BRIDA; INSTALAR UNA INSERCION EN EL ADAPTADOR; Y POSICIONAR EL ADAPTADOR EN UNA PARED DEL RECEPTACULO Y SOLDAR LA INSERCION A LA PARED. OTROS PASOS INCLUYEN EL DEVANADO DE FILAMENTOS EN EL RECEPTACULO, RETENIENDO DICHOS FILAMENTOS LA BRIDA DEL ADAPTADOR CONTRA LA PARED; Y REALIZAR UN AGUJERO A TRAVES DE LA PARED DEL RECEPTACULO DENTRO DEL ADAPTADOR PARA CREAR UN CONDUCTO A TRAVES DEL ADAPTADOR Y LA PARED DEL RECEPTACULO.…
DISPOSITIVO Y PROCEDIMIENTO PARA LA SOLDADURA A TOPE DE TUBOS DE MATERIAL TERMOPLASTICO.
(16/05/1999) EL DISPOSITIVO PARA SOLDADURA A TOPE DE TUBOS A BASE DE MATERIALES SINTETICOS TERMOPLASTICOS DISPONE DE DOS UNIDADES DE SUJECION ALINEADAS UNA CON RESPECTO A OTRA, DE LAS CUALES UNA PUEDE SER MOVIDA EN LA DIRECCION DE ALINEAMIENTO, CONJUNTAMENTE CON EL EXTREMO DEL TUBO SUJETADO, POR MEDIO DE UN MOTOR ELECTRICO QUE ACTUA LOS MIEMBROS DE ACCIONAMIENTO MECANICO. LA FUERZA DE REACCION CORRESPONDIENTE A LA FUERZA DE AVANCE ES AYUDADA POR MEDIO DEL SUELO A TRAVES DE UN ARMAZON SOPORTE Y EL OTRO EXTREMO DEL TUBO QUE ESTA FIJADO EN RELACION AL SUELO. EL EXTREMO DEL TUBO EN MOVIMIENTO PUEDE SER PRESIONADO CONTRA…
PERFECCIONAMIENTOS EN LOS EQUIPOS PARA LA SOLDAURA A TOPE DE ELEMENTOS TUBULARES DE MATERIAL TERMOPLASTICO.
(01/06/1998). Ver ilustración. Solicitante/s: ACUSTER S.A.. Inventor/es: TOBIAS DOLS, JUAN.
ESTOS PERFECCIONAMIENTOS EN LOS EQUIPOS PARA LA SOLDADURA A TOPE DE ELEMENTOS TUBULARES DE MATERIAL TERMOPLASTICO, EN LOS QUE LA UNIDAD DE SUJECION ESTA CONSTITUIDA POR UN ARMAZON DE BASE, AUTOESTABLE, QUE INCLUYE DOS CUERPOS DE ABRAZADERAS RELACIONADOS CON UN DISPOSITIVO MOTOR PARA LA TRASLACION DE ESTOS Y LA TRANSMISION DE ESFUERZOS PARA CREAR Y CONTROLAR LA PRESION DE SOLDADURA ENTRE LOS ELEMENTOS TUBULARES A UNIR, ESTANDO DICHO DISPOSITIVO MOTOR CONSTITUIDO POR UN MECANISMO DE TRASLACION ACCIONADO POR UN MOTORREDUCTOR ELECTRICO, CONCRETAMENTE UN SISTEMA IRREVERSIBLE DE TUERCA Y HUSILLO.
APARATO PARA CORTAR, SOLDAR Y CONECTAR AUTOMATICAMENTE EXTREMOS DE ARTICULOS COMO CINTAS.
(16/11/1997) UN APARATO PARA CONECTAR AUTOMATICAMENTE PIEZAS A TRABAJAR SUCESIVAS, COMO CINTAS, EXTREMO CON EXTREMO, COMPRENDIENDO UNA PALETA DE BOBINA, SITUADA EN UN PASO MOVIL DE LA PIEZA A TRABAJAR (T) INDIVIDUAL COMO CINTA, E INCLUYENDO UN NUMERO PREDETERMINADO DE BOBINAS TENSORAS (11, 11A) Y UN MEDIO PARA SUSTENTAR LAS BOBINAS (11, 11A) EN FILA Y TENIENDO UN RETENEDOR DE CINTA PARA SUSPENDER O LIBERAR EL MOVIMIENTO DE LA PIEZA A TRABAJAR (T), COMO CINTA; UNA MESA DESLIZANTE , QUE TIENE UNA PORCION DE GUIA PARA GUIAR LA PALETA DE BOBINA A UNA POSICION FIJA Y PARA INMOVILIZAR LA PALETA DE BOBINA ALLI, Y MOVIL A UNA POSICION EN ALINEAMIENTO CON EL MEDIO DE SOPORTE ; UN MEDIO , SITUADO EN UNA POSICION FIJA HACIA ADELANTE…
MIEMBRO DE JUNTA DE TUBO.
(01/10/1997). Solicitante/s: SEKISUI KAGAKU KOGYO KABUSHIKI KAISHA. Inventor/es: MIZUKAWA, KENJI, 4-8, IMAZUUENOCHO, KAGEYAMA, HIDEKI, 2-2-2-713, NIONOHAMA, NAKAMURA, JINICHIRO, 1112, NISHISHORAICHO, ISHIBASHI, TOSHIMITSU, 493-13, MIYASHO GOKASHOCHO, ONISHI, KUNIAKI, 2-11-30, NISHISHIBUKAWA, NISHIKAWA, SHINGO, 214, HACHIYA RITTOCHO.
SE PRESENTA UNA JUNTA PARA TUBERIAS PARA SU USO EN LA CONEXION DE LOS EXTREMOS DE TUBERIAS DE RESINA SINTETICA DE VARIOS TIPOS. LA JUNTA PARA TUBERIAS CONSTA DE UNA O MAS CONEXIONES CONFORMADAS EN UNA FORMA CILINDRICA Y PROVISTAS EN UN EXTREMO DE UNA ZONA QUE PUEDE SOLDARSE MEDIANTE FUSION EN LA QUE SE FIJA EL EXTREMO DE UNA TUBERIA DE RESINA Y EN LA QUE SE ENCUENTRA EMBEBIDA UNA BOBINA QUE SE CALIENTA MEDIANTE EL SUMINISTRO DE ENERGIA Y CON UNA ZONA DE CONEXION EN EL OTRO EXTREMO, Y UNA PIEZA COMPONENTE DE LA TUBERIA QUE TIENE AL MENOS UNA ABERTURA , EN LA QUE SE CONECTA EL MIEMBRO DE CONEXION A UNA ABERTURA APROPIADA DE LA PIEZA COMPONENTE A TRAVES DE LA ZONA DE CONEXION.
APARATO DE SOLDADURA DE ACUMULADORES MEJORADO Y METODO.
(01/10/1997). Solicitante/s: HARDIGG INDUSTRIES, INC. Inventor/es: HARDIGG, JAMES, S., TURNER, EDWARD W.
UN APARATO Y UN METODO MEJORADOS PARA LA SOLDADURA DE LAS CUBIERTAS DE LOS VASOS DE ACUMULADORES SOBRE LOS VASOS DE ACUMULADORES DE MODO QUE LOS ELEMENTOS ACUMULADORES Y LOS BORNES TERMINALES QUEDEN EN SU POSICION CORRESPONDIENTE EN EL VASO , QUE INCLUYE UNOS PIES DE PLACA PRENSADORES PARA PRESIONAR EL CORDON FUNDIDO CREADAS ENTRE EL VASO DEL ACUMULADOR Y LA CUBIERTA DEL ACUMULADOR AL SOLDARLO DE FORMA PLANA CONTRA LA CUBIERTA Y EL VASO HASTA QUE EL CORDON FUNDIDO SE SOLIDIFICA.
MAQUINA DE FUSION DEL EXTREMO DE UN TUBO DE PLASTICO.
(16/07/1997). Solicitante/s: TDW DELAWARE, INC.. Inventor/es: WILSON, MICHAEL L., CHAN, KENNETH KAM-YUEN.
UNA MAQUINA PARA LA FUSION DEL EXTREMO DE UN TUBO DE PLASTICO, TIENE UNA BASE, UNA ABRAZADERA SOBRE LA BASE PARA FIJAR UNA PRIMERA LONGITUD DE TUBO DE PLASTICO, UNA SEGUNDA ABRAZADERA MONTADA SOBRE LA BASE PARA FIJAR UNA SEGUNDA LONGITUD DE UN TUBO DE PLASTICO QUE SE SOLDARA MEDIANTE FUSION CON EL PRIMERO EN ALINEACION AXIAL EXTREMO CONTRA EXTREMO, LA SEGUNDA ABRAZADERA ES MOVIL CON RELACION A LA BASE, UN MUELLE POSICIONADO ENTRE LA SEGUNDA ABRAZADERA Y LA BASE DE MANERA QUE CUANDO EL MUELLE ESTA TENSIONADO LA SEGUNDA ABRAZADERA ES EMPUJADA EN DIRECCION HACIA LA PRIMERA ABRAZADERA PARA EMPUJAR DE FORMA ELASTICA LOS TUBOS DE PLASTICO MANTENIDOS POR LA PRIMERA Y SEGUNDA ABRAZADERAS EN UNA RELACION DE EMPUJE AXIAL DURANTE LA FUSION.
PROCEDIMIENTO PARA SOLDAR A TOPE DOS PIEZAS PLASTICAS CON CODIGO DE IDENTIFICACION, POR MEDIO DE UNA MAQUINA DE ELECTROSOLDADURA CON CONTROL AUTOMATICO.
(16/01/1997). Solicitante/s: GAZ DE FRANCE SOCIETE JOSEPH SAURON MATERIEL INDUSTRIEL. Inventor/es: SAURON, JEAN, HUGUENY, J., C.
SE TRATA DE SOLDAR DOS PIEZAS DE MATERIAL PLASTICO QUE TIENEN CADA UNA DE ELLAS UN CODIGO DE IDENTIFICACION . PARA ELLO, SE ASOCIAN EN UNA MAQUINA MEDIOS PARA LA APLICACION EN MAQUINA DE UN PROGRAMA DE SOLDADURA, EL PROGRAMA SE APLICA EN FUNCION DE LOS DATOS LEIDOS EN LOS CODIGOS, QUE DEFINEN, A PARTIR DE UNA LEY O DE UNA NORMA DE SOLDADURA QUE SE DEBE APLICAR Y EN FUNCION DEL GROSOR DE LAS PIEZAS, VALORES DE PARAMETROS RELATIVOS A LAS TEMPERATURAS, DURACION Y PRESION DE SOLDADURA QUE HAY QUE RESPETAR, ELLO SI LOS CODIGOS DE LAS PIEZAS SON COMPATIBLES ENTRE SI. SE APLICA EN PARTICULAR A LA SOLDADURA DE TUBOS EN POLIETILENO.
INSTALACION PARA SOLDAR PIEZAS DE MATERIAL SINTETICO.
(16/12/1996). Solicitante/s: GEORG FISCHER ROHRLEITUNGSSYSTEME AG. Inventor/es: WERMELINGER, JORG, STEHLE, RICHARD.
EL DISPOSITIVO PRESENTA UN CONTROL DE PROCESOS CON UNA MEMORIA DE DATOS PARA LOS PARAMETROS DE SOLDADURA NECESARIOS PARA LAS PIEZAS TUBULARES A SOLDAR EN FUNCION DEL MATERIAL Y DE LA DIMENSION. CON EL CONTROL DEL PROCESO ACTUAN CONJUNTAMENTE UN TECLADO DE ENTRADA , UN APARATO INDICADOR OPTICO , UN SEÑALIZADOR ACUSTICO , UN IMPRESORA Y UN DISPOSITIVO DE CONTROL . EL MANEJO TIENE LUGAR MANUALMENTE EN BASE A LOS DATOS O PASOS DE TRABAJO QUE APARECEN EN EL APARATO INDICADOR.
METODO, DISPOSITIVO CALEFACTOR Y APARATO PARA FUSIONAR CUERPOS TERMOPLASTICOS DISTINTOS.
(16/11/1996) EN UN METODO Y APARATO PARA DERRETIR SUPERFICIES ADYACENTES DE UN PAR DE CUERPOS SEPARADOS HECHOS DE MATERIAL FUSIBLE Y TERMOPLASTICO, SE UTILIZA UN DISPOSITIVO DE CALENTAMIENTO QUE TIENE UN PAR DE PARTES MUTUAMENTE MOVILES . CADA PARTE MOVIL DEFINE UNA SUPERFICIE DE CALENTAMIENTO QUE PUEDE SER CALENTADA POR MEDIOS DE CALENTAMIENTO . SE DISPONEN MEDIOS DE DETECCION DE PRESION ENTRE LAS PARTES MUTUAMENTE MOVILES DEL DISPOSITIVO DE CALOR , ASI LA DENOMINADA PRESION DE PERLA PUEDE SER MEDIDA Y CONTROLADA INDEPENDIENTEMENTE DE LA PRESION DE RESISTENCIA DE VARIACION. EL DISPOSITIVO DE CALENTAMIENTO ESTA DISPUESTO ENTRE EXTREMOS OPUESTOS DE LOS CUERPOS O TUBOS A DERRETIR, Y LAS SUPERFICIES DE…
EQUIPO PARA SOLDADURA EN LA CARA FRONTAL DE PARTES DE MATERIAL SINTETICO.
(01/07/1996). Solicitante/s: GEORG FISCHER ROHRLEITUNGSSYSTEME AG. Inventor/es: TANNER, ERNST, WERMELINGER, JORG, GASSNER, THEO.
UN DISPOSITIVO DE BLOQUEO SE SUJETA EN SU POSICION ENTRE DOS MONTAJES DE FIJACION DE DISPOSITIVOS DE CALENTAMIENTO DESPLAZABLES A MANO PARA EL CALENTAMIENTO SIN CONTACTO DE PIEZAS EN FORMA DE TUBO A SOLDAR. POR MEDIO DE LA GUIA DE RETROCESO DEL DISPOSITIVO DE APRIETE DISPUESTO SOBRE UN CARRO DESPUES DEL CALENTAMIENTO SE SUELTA DE FORMA AUTOMATICA EL BLOQUEO Y EL DISPOSITIVO DE CALENTAMIENTO SE APLICA DE NUEVO SEGUN FUERZA DE TRACCION DE UN MUELLE EN AJUSTE DE SALIDA.
APARATO Y METODO DE ENLACE MECANICO DINAMICO.
(01/02/1996) METODO DE UN APARATO PARA ENLAZAR DINAMICA Y MECANICAMENTE JUNTAS UNA VARIEDAD DE LAMINAS, AL MENOS UNA DE LAS CUALES COMPRENDE UN MATERIAL TERMOPLASTICO; POR EJEMPLO, POLIETILENO. EN UN ASPECTO DE LA INVENCION LAS LAMINAS SON ADELANTADAS EN UNA RELACION CARA A CARA, A TRAVES DE UNA BOQUILLA DE PRESION DESVIADA ENTRE UN MIEMBRO DEFINIENDO UNA BOQUILLA PATRON Y UN MIEMBRO DEFINIENDO UNA BOQUILLA OPUESTA (POR EJ. UN CILINDRO DE ALIVIO PATRON Y UN CILINDRO YUNQUE) CUYOS MIEMBROS SON DIRIGIDOS INDEPENDIENTEMENTE PARA MANTENER UN DIFERENCIAL DE VELOCIDAD DE SUPERFICIE PREDETERMINADA ENTRE ELLOS. EN OTRO ASPECTO DE LA INVENCION QUE ES PARTICULARMENTE UTIL COMO INTERMEDIARIO EN VELOCIDADES MAS ALTAS-PREFERIBLEMENTE PARA VELOCIDADES EN LINEA DE ALREDEDOR DE 300 PIES O MAS POR MINUTO Y, MAS PREFERIBLEMENTE, PARA VELOCIDADES EN LINEA DE ALREDEDOR DE 450 PIES O MAS…
EQUIPO AUTOMATICO MOVIL DE SOLDADURA DE GRAN SUPERFICIE, PARA LA UNION POR SOLDADURA DE LAMINAS PLASTICAS.
(01/01/1996). Solicitante/s: MEISTERMATIC AG. Inventor/es: MEISTER, ANTON.
EL EQUIPO AUTOMATICO DE SOLDADURA PRESENTA UN DISPOSITIVO PRESOR Y DE MOVIMIENTO HACIA ADELANTE, CON DOS RODILLOS PRESORES ACCIONADOS CONJUNTAMENTE, DISPUESTOS UNO DETRAS DE OTRO, QUE SON ABRAZADOS POR UNA CINTA PRESORA CIRCULANTE. EL RODILLO DELANTERO , EN DIRECCION A LA CIRCULACION, ESTA APOYADO DE TAL FORMA QUE PUEDE LEVANTARSE AL PASAR POR ENCIMA DE RUGOSIDADES, POR LO QUE SE MANTIENE EL RECORRIDO RECTILINEO. PARA PERFECCIONAR ESTE EQUIPO ALGO MAS, LOS DOS RODILLOS DE RODADURA ADELANTADOS, SITUADOS LATERALMENTE ALTERNADOS, SE APOYAN EN UNA PLACA ARTICULADA , POR LO QUE PUEDE SER AJUSTADO EL CARRIL DEL RECORRIDO. ADEMAS EL EJE DE AMBOS RODILLOS NO ESTA ACCIONADO DIRECTAMENTE, SINO QUE SE HA DISPUESTO UN ACOPLAMIENTO DE DESLIZAMIENTO, EN FORMA DE DOS BLOQUES DE GOMA , ENTRE EL EJE CITADO Y UN EJE DE ACCIONAMIENTO SEPARADO. ESTE ULTIMO EJE, COMO TAMBIEN LOS DOS RODILLOS PRESORES , SON ACCIONADOS SINCRONICAMENTE POR UN MOTOR POR MEDIO DE UNA CORREA DENTADA.
MAQUINA DE SOLDAR CON ESPEJO DE SOLDADURA.
(16/01/1995). Solicitante/s: BRANSON ULTRASCHALL NIEDERLASSUNG DER EMERSON TECHNOLOGIES GMBH & CO. Inventor/es: KLOS, WERNER.
EL INVENTO SE REFIERE A UNA MAQUINA DE SOLDAR CON UN ESPEJO CALEFACTOR POR ELECTRICIDAD, PARA SOLDAR PIEZAS DE TRABAJO DE PLASTICO. EL MODELO DE CONSTRUCCION DE ESTA MAQUINA SE REALIZA DE TAL FORMA QUE LAS PLANCHAS PRENSORAS QUE RECIBEN LA PIEZA DE TRABAJO Y LA SUELDAN, TRAS EL CALENTAMIENTO, SE SOSTIENEN SOBRE COLUMNAS RODANTES Y SE CONDUCEN POR DESLIZAMIENTO. EL ESPEJO DE SOLDADURA ESTA SITUADO RESPECTIVAMENTE EN FORMA GIRATORIA ALREDEDOR DE UNA DE LAS COLUMNAS. CON ELLO, SE PRODUCE UNA CONSTRUCCION SIMPLIFICADA DE LA MAQUINA DE SOLDAR, ESPECIALMENTE DE LAS QUE TIENEN FORMA DE CAJA, QUE, ADEMAS TIENE LA VENTAJA, DE QUE SE PUEDE OPTAR LIBREMENTE POR UNA EJECUCION HORIZONTAL O VERTICAL, CON LO QUE LA VIABILIDAD DE LA REFERIDA MAQUINA MEJORA.
SOLDADURA DE ELEMENTOS DE TUBERIAS DE PLASTICO.
(01/12/1994) ESTA INVENCION SE REFIERE A UN EQUIPO PARA SOLDAR (SOLDADURA POR FUNDICION) ELEMENTOS DE TUBERIAS DE MATERIAL PLASTICO, DICHO EQUIPO COMPRENDE UNA PLACA METALICA (10 PROVISTA DE PAREDES PARALELAS PLANAS (1', 1") Y PROVISTAS DE MEDIOS DE CALEFACCION QUE PERMITEN CALENTAR DICHAS SUPERFICIES; DE UN PRIMER ELEMENTO CONSTRUIDO DE MATERIAL CONDUCTOR DEL CALOR, PARA FUNDIR LA SUPERFICIE LATERAL DE UNA PRIMERA TUBERIA CUYA FORMA ES TAL QUE FORMA UNA SUPERFICIE DE CONTACTO (2') DE CASI UNA ANCHURA CONSTANTE Y DE ANCHURA DE SOLDADURA MAXIMA EN LOS PUNTOS QUE CORRESPONDEN A LAS ZONAS DE MAXIMA TENSION, CUYO PRIMER ELEMENTO ESTA PROVISTO TAMBIEN CON UN MIEMBRO…
DISPOSITIVO PARA LA UNION POR SOLDADURA DE PERFILES DE PLASTICO.
(16/01/1994). Solicitante/s: URBAN GMBH & CO. MASCHINENBAU KG. Inventor/es: TESCH, WOLFGANG, KREISSL, REINHARD, MAHNER, GERHARD.
SE DISPONE A UN SOPORTE , QUE ESTA ALOJADO EN UN COJINETE OSCILANTE SOBRE EL ARMAZON INFERIOR . MEDIANTE UNA INSTALACION ELEVADORA SE PUEDE LLEVAR AL SOPORTE DE UNA POSICION DEL MONTAJE VERTICAL A UNA POSICION ESENCIALMENTE HORIZONTAL, DONDE SE TRANSPORTAN LOS BASTIDORES ACABADOS DE LAS PIEZAS DE PERFIL DE PLASTICO.
PROCEDIMIENTO PARA FABRICACION DE DEPOSITO DE LAMINAS Y DISPOSITIVO PARA LLEVAR A CABO EL PROCEDIMIENTO.
(16/12/1993) PARA LA FABRICACION DE DEPOSITOS DE LAMINAS LLENOS, AJUSTABLES EN SUS FONDOS SE ESTIRAN INTENSAMENTE PIEZAS DE DEPOSITO CON PIEZAS DE CANULAS EN UNA LAMINA EN FORMA DE BANDAS A AMBOS LADOS DE UNA LINEA MEDIA QUE TRANSCURRE EN EL SENTIDO DEL TRANSPORTE, QUE TRANSCURREN HACIA LOS BOTRDES DE LA LAMINA (5C, 5D) PERO TERMINAN A UNA DISTANCIA (A) DE ESTOS. SEGUIDAMENTE SE SELLAN LAS PARTES DE LAMINA (5A, 5B) SITUADAS A AMBOS LADOS DE LA LINEA MEDIA (M) POR CALENTAMIENTO EN ESTA LINEA MEDIA QUE ASI VA HACIA LA LINEA DE PLEGADO , PLEGADO HACIA EL DEPOSITO ABIERTO HACIA ARRIBA Y EN UNA PRIMERA ESTACION DE SELLADO EN SU PERIMETRO CON EXCEPCION DEL PERIMETRO DE LAS PIEZAS DE CANULA QUE SOBRESALEN HACIA ARRIBA. SEGUIDAMENTE SE EXTIENDEN LOS BORDES DE LA LAMINA (5C, 5D) EN LA ZONA DE LAS PIEZAS DE…
MAQUINA DE SOLDADURA PARA SOLDAR A TOPE PERFILES DE MATERIAL SINTETICO.
(01/11/1993). Solicitante/s: GANZBERGER, WALTER. Inventor/es: GANZBERGER, WALTER.
UNA MAQUINA DE SOLDADURA PARA SOLDAR A TOPE PERFILES DE MATERIAL SINTETICO SE DOTA CON UNIDADES DE SUJECCION DE PERFILES DESPLAZABLES CONJUNTAMENTE Y UN REFLECTOR DE RADIACION INTRODUCIBLE ENTRE LAS SUPERFICIES FRONTALES DE DOS PERFILES A SOLDAR. LA UNIDAD DE SUJECCION ASENTABLE SOBRE EL PERFIL ABARCA CUCHILLAS DELIMITADORAS (2B, 2F, 3B, 3F) DEL CORDON DE SOLDADURA PARALELAS A LAS SUPERFICIES FRONTALES DEL PERFIL. PARA SOLDAR RACIONALMENTE Y PODER PRODUCIR EN SERIE UNIONES DE SOLDADURAS EXACTAS, SE DETERMINAN LAS UNIDADES DE SUJECCION PARA EL SOPORTE DE DOS PERFILES (U, O) SUPERPUESTOS Y PRESENTAN PARA LAS CUCHILLAS (2B, 2F, 3B, 3F) DELIMITADORAS EXTERIORES UNA CUCHILLA DELIMITADORA INTERMEDIA ENCAJABLE ENTRE LOS PERFILES (U,O) QUE SE FLEXIBILIZA ELASTICAMENTE EN LA DIRECCION DE SUJECCION DEL PERFIL Y SE APOYA PARA MOVERSE CON LA UNIDAD DE SUJECCION EN LA DIRECCION DE DESPLAZAMIENTO.
PROCESO Y APARATO DE CORTE Y SELLADO DE MULTIPLES CAPAS DE UN MATERIAL TERMOPLASTICO QUE TIENE UNAS SECCIONES CON MAYOR ESPESOR.
(16/06/1993) PROCESO Y APARATO QUE PERMITEN EL CORTE DE MULTIPLES CAPAS DE UN MATERIAL TERMOPLASTICO (F) CON UNAS SECCIONES DE MAYOR ESPESOR, COMO LAS DEFINIDAS POR LAS ZONAS DE CRUCE DE LAS PARTES DE UN CIERRE DE CREMALLERA QUE SE FORMAN EN EL MATERIAL. EL PROCESO Y EL APARATO SIRVEN ADEMAS PARA SELLAR LOS MARGENES DE SEPARACION DEL MATERIAL, ADEMAS DE LOS ELEMENTOS DE SEPARACION DEL CIERRE POR CREMALLERA. SE LLEVAN A CABO LOS SIGUIENTES PASOS: PRIMERO, PLEBLOQUEADO DEL MATERIAL GRUESO ADYACENTE A LAS PARTES DE LA CREMALLERA EN AQUELLAS AREAS QUE VAN A SER SEPARADAS Y SELLADAS; DESPUES, APLICACION DE CALOR Y PRESION AL MATERIAL GRUESO Y DEMAS SECCIONES DEL MATERIAL, DESGARRANDO EL MATERIAL PEGAJOSO…
RECIPIENTE DE MATERIAL TERMOPLASTICO.
(01/06/1993). Solicitante/s: KONINKLIJKE EMBALLAGE INDUSTRIE VAN LEER B.V.. Inventor/es: VAN KEIMPEMA, GERRIT, JAN, FARRINGTON, EDWARD JAMES.
EL INVENTO SE REFIERE A LA CONEXION SOLDADA A TOPE ENTRE LA PARED FINAL (2') Y EL CUERPO DE UN RECIPIENTE TERMOPLASTICO. CONTRARIAMENTE A LAS CONEXIONES CONOCIDAS, EL INVENTO PROPORCIONA UNA PARED FINAL CON UN BORDE QUE SE EXTIENDE AXIALMENTE QUE FORMA PARTE DE UN BORDE DE AGARRE Y QUE SE SUPERPONE A LA SOLDADURA (8'), DE FORMA QUE LAS PERLAS DE SOLDADURA (9') QUEDEN OCULTAS, MIENTRAS QUE OTRA AREA DE TRANSICION ENTRE LA PARED FINAL (5') Y SU BORDE (3',10) POR ENCIMA DE LA SOLDADURA TIENE UN GROSOR AXIAL (B2) QUE ES EN ESENCIA IGUAL AL GROSOR DE LA PARED FINAL (5') Y EL GROSOR RADIAL DEL BORDE QUE SE EXTIENDE AXIALMENTE DE LA PARED FINAL, DE FORMA QUE EL FLUJO DE PLASTICO DURANTE EL MOLDEO DE LA PARED FINAL ES MAS HOMOGENEO.
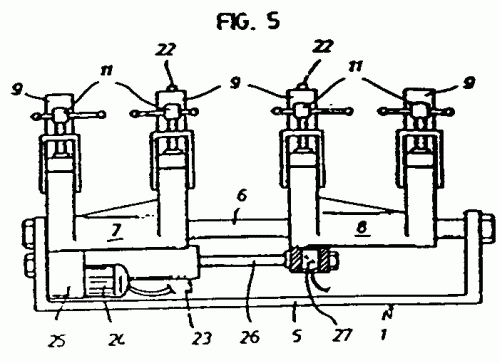
SIERRA DE VAIVEN PARA UNIR LAS JUNTAS INGLETEADAS DE LOS ELEMENTOS QUE FORMAN EL MARCO DE UNA PUERTA O VENTANA DE PLASTICO MOLDEADO.
(16/04/1993) SIERRA DE VAIVEN PARA UNIR LAS JUNTAS INGLETEADAS DE LOS ELEMENTOS QUE FORMAN EL MARCO DE UNA PUERTA O VENTANA DE PLASTICO MOLDEADO FORMADA POR CUATRO DISPOSITIVOS DE SUJECCION (TA,TB,TC,TD), UNO EN CADA ESQUINA DEL MARCO, CADA UNO DE LOS CUALES ESTA FORMADO POR UN PAR DE APOYOS (3A-4A,3B-4B,3C-4C,3D-4D) QUE SIRVEN DE APOYO A LOS ELEMENTOS DEL MARCO, Y POR SUS RESPECTIVAS GUIAS SALIENTES (25A-15A,...) DISPUESTAS DE FORMA TRANSVERSAL Y PARALELA A LA TRAYECTORIA DE SALIDA HORIZONTAL SEGUIDA POR LOS MARCOS, QUE INCIDEN SOBRE LAS CARAS EXTERNAS DE LOS CARRILES Y DE LOS SOPORTES DEL MARCO. CADA DISPOSITIVO DE SUJECCION TIENE UN PAR DE PLACAS (1A-2A,...) COLOCADAS POR ENCIMA DE SUS APOYOS CORRESPONDIENTES,…
MIEMBROS POLIOLEFINICOS DE UNION POR FUSION.
(01/02/1993). Solicitante/s: BRITISH GAS PLC. Inventor/es: DICKINSON, ALAN, JOHN, STAFFORD, TREVOR GEORGE.
EL PRIMERO Y SEGUNDO MIEMBROS (POR EJEMPLO TUBERIAS, ARMADURAS) DE MATERIAL POLIOLEFICO ENTRECRUZADO, TAL COMO POLIETILENO QUE TIENE UN INDICE DE FLUJO EN FUNDIDO (MFI) CERO, SE UNEN UTILIZANDO UN TERCER MIEMBRO DE MATERIAL POLIOLEFINICO, TAL COMO POLIETILENO QUE TIENE UN MFI MAS ALTO, POR EJEMPLO 0,3. EL PRIMER MIEMBRO Y EL TERCER MIEMBRO SUJETADO POR ABRAZADERAS DE UNA MAQUINA DE FUSION EXTREMA SE PRESIONAN CONTRA CARAS OPUESTAS DE UNA PLACA DE CALENTAMIENTO, QUE LUEGO SE RETIRA, Y LOS MIEMBROS SE APRIETAN CON ABRAZADERAS. SOLO EL TERCER MIEMBRO SE VUELVE PARA FORMAR REBORDES . PARTE DEL TERCER MIEMBRO SE ELIMINA PARA DEJAR UNA PARTE DE TETON . EL SEGUNDO MIEMBRO SE UNE A LA SUPERFICIE DEL TETON UTILIZANDO LA PLACA CALEFACTORA. LA PARTE SE VUELVE DEJANDO UNA OBLEA FINA . LAS DOS INTERFASES LIMITAN EL CRECIMIENTO DE GRIETAS EN LA OBLEA PARA EVITAR SU PROPAGACION A TRAVES DEL ESPESOR DEL TUBO BAJO LA TENSION DE LA ARGOLLA. LOS REBORDES SE ELIMINAN PREFERIBLEMENTE EN CADA PASO.
METODO Y APARATO PARA PEGADO MECANICO DINAMICO.
(01/12/1992). Solicitante/s: THE PROCTER & GAMBLE COMPANY. Inventor/es: GOULAIT, DAVID, JOSEPH, KENNETH, BALL, WALTER, KENNETH, ZORB, JAMES, EDWARD.
LA INVENCION SE REFIERE AL PEGADO DINAMICO MECANICO DE DISTINTOS TIPOS DE LAMINAS, AL MENOS UNA DE LAS CUALES ES TERMOPLASTICA, POR EJEMPLO POLIETILENO. LAS LAMINAS SE TRATAN DE LA MENERA QUE SE INDICA EN EL TEXTO.
{kind=link}
{kind=link}