Elemento calentador en forma de cuña y procedimiento para su fabricación.
Elemento calentador en forma de cuña para un dispositivo para soldar por contacto,
en particular láminas o bandas de plástico (2, 3), estando dicho elemento calentador realizado en un material compuesto que comprende un material de base cerámico y un material termoconductor, caracterizado porque el material cerámico consiste en un boruro, carburo, nitruro u óxido de los elementos aluminio, boro, silicio, titanio, volframio o circonio y/o en fases mixtas y en compuestos de los componentes individuales y porque el material termoconductor del material compuesto consiste en un semimetal.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05020380.
Solicitante: HERZ, FRANZ-JOSEF.
Nacionalidad solicitante: Alemania.
Dirección: NEUWIEDER STRASSE 27 56566 NEUWIED ALEMANIA.
Inventor/es: HERZ,FRANZ-JOSEF, WERNER,JAN DR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › en contacto directo, p. ej. con un "espejo".
- B29K27/06 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 27/00 Uso de polihalogenuros de vinilo como material de moldeo. › PVC, es decir, policloruro de vinilo.
- H05B3/14 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR. › H05B 3/00 Calefacción por resistencia óhmica. › siendo el material no metálico.
PDF original: ES-2509870_T3.pdf
Descripción:
Elemento calentador en forma de cuña y procedimiento para su fabricación.
Campo técnico
La invención se refiere a un elemento calentador en forma de cuña para un dispositivo para soldar por contacto, en particular láminas o bandas de plástico, así como a un procedimiento para su fabricación. En lugar del término "elemento calentador en forma de cuña", en la práctica es igualmente usual el término "cuña calentadora", así como "cuña de soldar".
Estado de la técnica
Las cuñas calentadoras se fabrican habitualmente con metales por presentar éstos una alta conductividad térmica, necesaria para un proceso de soldadura. La desventaja de dichas cuñas calentadoras radica sin embargo en que para diferentes materias plásticas se necesitan diferentes metales. Esto requiere un reequipamiento del dispositivo de soldadura al cambiar los materiales plásticos a soldar, lo que conlleva bastante tiempo.
Además, cuando se utilizan máquinas para soldadura automática en el ámbito de la impermeabilización de instalaciones de eliminación de residuos y en el de la construcción de túneles, las cuñas calentadoras de metal se someten a un gran desgaste por las inevitables impurezas que se forman (p.ej. por tierras)
Al soldar PVC (cloruro de polivinilo) puede provocarse la descomposición térmica del plástico a causa de las temperaturas de soldadura relativamente altas. Con ello pueden producirse, entre otros productos de descomposición, el cloro o el cloruro de hidrógeno, que tienen un efecto corrosivo dañino sobre las cuñas calentadoras de metal.
Finalmente al soldar láminas de material plástico con un elemento calentador en forma de cuña, a menudo se adhieren las láminas de plástico calentadas a la cuña metálica. Por eso también se conocen elementos calentadores de material compuesto, que comprende un material de base cerámico y un material termoconductor. El documento D 1 (JP 05 278115 A) muestra una herramienta para soldar espumas plásticas, que contiene superficies de contacto compuestas o bien de óxido de metal deslizante, o bien de cerámica o cermet. Este último es un material compuesto de un material cerámico y un metal termoconductor que da como resultado un metal duro. Según el documento D2 (JP 05 278114A), en caso de necesitar temperaturas más altas, también puede suceder al calentamiento mediante superficies de contacto un proceso de calentamiento sin contacto. Finalmente se da a conocer otro estado de la técnica en el documento D3 (EP-A2-0 406 223).
Descripción de la invención
El objetivo de la invención es ofrecer un elemento calentador en forma de cuña que pueda utilizarse para diferentes materiales plásticos y que muestre una alta resistencia, alta resistencia abrasiva, alta resistencia térmica y de choque térmico de hasta aproximadamente 800° y que posea una resistencia corrosiva contra los efectos químicos que aparezcan al soldar diferentes materiales poliméricos. Además debe evitarse la adhesión del material plástico a la correspondiente cuña calentadora durante su utilización específica. La invención tiene también como objetivo mostrar un procedimiento para la fabricación de un elemento calentador de estas características.
Según la invención el objetivo se alcanza, en lo que se refiere al elemento calentador, mediante las características de la reivindicación primera y, en lo que se refiere al procedimiento, mediante las características de la reivindicación sexta. Otras formas de realización especialmente preferentes de la invención se muestran en las reivindicaciones subordinadas.
Para conseguir que el elemento calentador presente una conductividad térmica comparable a la de los metales, ha resultado ser particularmente ventajoso que el elemento calentador se realice en un material compuesto que comprenda un material de base especial cerámico y un semlmetal, de manera que el elemento calentador presente, por un lado las propiedades mecánicas y químicas del material de base cerámico y, por otro lado las propiedades termoconductoras de un semimetal.
Se ha demostrado que utilizando un elemento calentador de estas características no se produce la adhesión de las láminas plásticas a la correspondiente superficie del elemento calentador. Además estos elementos calentadores presentan menor peso que los elementos calentadores de metal equivalentes, son resistentes a los ácidos y al roce, poseen una distribución térmica óptima, son de rápido calentamiento y son adecuados para la soldadura de prácticamente todos los materiales plásticos.
La fabricación, con unos requisitos especificados, de un elemento calentador realizado en un material compuesto se efectúa con una técnica de procedimiento adecuada, bien durante el proceso de fabricación cerámico, bien a continuación de éste, por ejemplo mediante infiltraciones en fase líquida o gaseosa.
Como material cerámico sirve el boruro, carburo, nitruro u óxido de los elementos aluminio, boro, silicio, titanio, volframio o circonio (como AIN, AI2O3, B4C, BN, SiC, Si3N4, TiB, TiB2, TiC, TiN, WC, Zr02) y/o fases mixtas o compuestos de estos componentes individuales.
Ha resultado especialmente ventajosa la utilización, como material cerámico, de carburo de silicio sinterizado, con una densidad de 3 y 3,2 g/cm3. Este material presenta una firmeza mecánica, una dureza y una resistencia abrasiva extremadamente buenas, así como una buena resistencia química contra los productos de descomposición que se liberan al soldar PVC.
Para obtener una buena conductividad térmica, se ha mostrado adecuada la utilización de un carburo de silicio infiltrado con silicio (SiSiC). Preferentemente se fabrica una cuña calentadora cerámica de SiC con silicio libre en exceso. Resulta adecuada una proporción de aproximadamente 85 a 95 % en peso de carburo de silicio y de 15 a 5 % en peso de silicio metálico libre. La densidad de este material compuesto se encuentra preferentemente entre 3,08 y 3,12 g/cm3.
Breve descripción del dibujo
Más detalles y ventajas de la invención se ofrecen en el siguiente ejemplo de realización explicado mediante una figura.
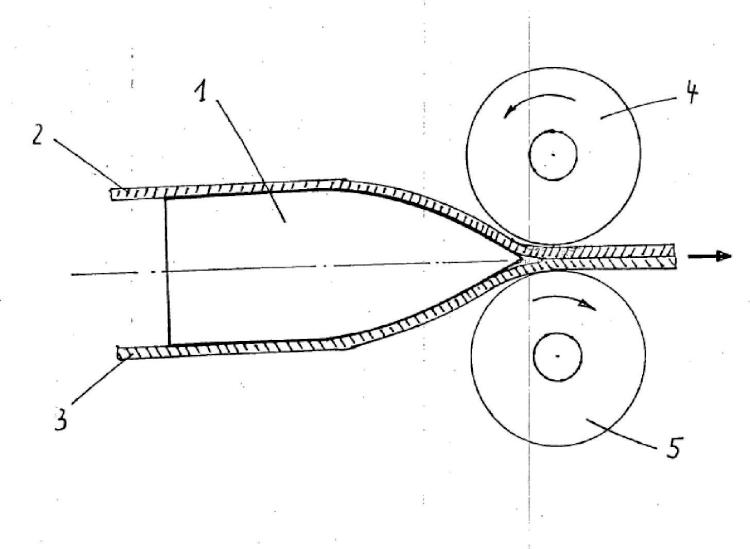
La figura muestra la vista lateral esquemática de un dispositivo con una cuña calentadora 1, según la invención, calentada eléctricamente, dos bandas plásticas 2 y 3 para soldar entre sí y dos rodillos de presión 4,5 de contra- rotación síncrona.
La cuña calentadora 1 según la invención se compone de un material compuesto con un material básico de carburo de silicio, que para mejorar la conductividad térmica ha sido infiltrado con silicio mediante una infiltración en fase gaseosa. El carburo de silicio infiltrado resultante muestra los siguientes valores físicos:
Proporción de carburo de silicio:aprox. 85 - 95 % en peso
Textura:
| Porosidad abierta | 0 % en vol. |
| Propiedades mecánicas | |
| Resistencia a la flexión | 180 a 450 MPa |
| Dureza (HV) | 14-25x103Nmm-2 |
| Propiedades térmicas | |
| Capacidad calorífica específica | 650- 1000 JKg~1K'1 |
| Conductividad térmica | 110- 160 Wm~1K'1 |
| Resistencia al cambio térmico | 400 K |
| Temperatura máxima de | |
| funcionamiento | 1380 °C |
Como puede comprobarse el carburo de silicio infiltrado posee muy buenas propiedades mecánicas y una suficientemente buena conductividad térmica. Además ofrece buena resistencia a los productos de descomposición liberados al soldar bandas de láminas de PVC.
Por supuesto la invención no se limita al ejemplo de realización descrito.
Referencias del dibujo 1 elemento calentador, cuña calentadora 2,3 bandas de material plástico 4,5 rodillos de presión
Reivindicaciones:
1. Elemento calentador en forma de cuña para un dispositivo para soldar por contacto, en particular láminas o bandas de plástico (2, 3) , estando dicho elemento calentador realizado en un material compuesto que comprende un material de base cerámico y un material termoconductor, caracterizado porque el material cerámico consiste en un boruro, carburo, nitruro u óxido de los elementos aluminio, boro, silicio, titanio, 5 volframio o circonio y/o en fases mixtas y en compuestos de los componentes individuales y porque el material termoconductor del material compuesto consiste en un semimetal.
2. Elemento calentador según la reivindicación 1 caracterizado porque el material cerámico consiste en carburo de silicio sinterizado con una densidad de entre 3 y 3, 2 g/cm3
3. Elemento calentador según la reivindicación 1 caracterizado porque el semimetal es silicio 10
4. Elemento calentador según la reivindicación 3 caracterizado porque el material compuesto se compone de carburo de silicio infiltrado con silicio y presenta preferiblemente una densidad de entre 3, 08 y 3, 12 g/cm3
5. Elemento calentador según la reivindicación 4 caracterizado porque la proporción de silicio en el carburo de silicio infiltrado es de entre 5 y 15 % en peso
6. Procedimiento para la fabricación de una cuña calentadora realizada en un material compuesto según una 15 de las reivindicaciones 1 a 5 caracterizado porque como material de base se ha elegido carburo de silicio y porque éste está infiltrado con silicio mediante una infiltración en fase gaseosa.
Patentes similares o relacionadas:
Procedimiento para la realización de elementos de contramolde para la contención del cordón de soldadura de elementos perfilados de plástico, del 24 de Junio de 2020, de Graf Synergy S.r.L: Procedimiento para la realización de elementos de contramolde para la contención del cordón de soldadura de elementos perfilados de plástico, en el […]
Accesorios de tubería que permiten pruebas de presión no destructivas de la integridad de los sellos, del 18 de Marzo de 2020, de Proper Pipe Ehf: Un accesorio en la forma de accesorio tipo silla de montar, que comprende una sección principal en forma de media tubería, dimensionada […]
Máquina de soldar sin rebaba para perfiles de ángulo de PVC, del 19 de Febrero de 2020, de Kaban, Salim: Máquina de soldar básicamente sin rebaba para perfiles de ángulo de PVC, la cual se compone de: - un grupo de tope que se compone de un cuerpo principal del […]
Máquina de soldar de mesa portátil, del 6 de Noviembre de 2019, de Leister Technologies AG: Máquina de soldar de mesa portátil para soldar tiras de material sintético , que comprende un bastidor o armazón que incluye una carcasa portadora y un […]
Procedimiento para la unión por cohesión de capas de material al menos parcialmente solapadas y máquina automática de unión para llevar a cabo el procedimiento, del 19 de Junio de 2019, de Leister Technologies AG: Procedimiento para la unión por cohesión en forma de costuras, inducida térmicamente de capas de material flexibles, planas, soldables y […]
Procedimiento para soldar elementos perfilados en material plástico, en particular PVC, del 9 de Mayo de 2019, de Graf Synergy S.r.L: Un procedimiento para soldar elementos perfilados en material plástico, en particular PVC, que comprende las etapas de: - preparar al menos dos elementos perfilados […]
Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, del 9 de Mayo de 2019, de Graf Synergy S.r.L: Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, que comprende: - Un marco base que soporta un par de miembros […]
Procedimiento para soldar los plásticos poliamida y poli(met)acrilato, del 7 de Marzo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para soldar un plástico de poliamida con un plástico de poli(met)acrilato, en particular plástico de poli(metacrilato de metilo) […]