CIP-2021 : B21D 39/03 : de chapas que no sea por doblado.
CIP-2021 › B › B21 › B21D › B21D 39/00 › B21D 39/03[1] › de chapas que no sea por doblado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos.
B21D 39/03 · de chapas que no sea por doblado.
CIP2021: Invenciones publicadas en esta sección.
Punzón para una herramienta de engaste y herramienta de engaste provista de dicho punzón.
(25/03/2020) Punzón para una herramienta de engaste, que comprende una parte de fijación a la herramienta y una parte de perforación constituida de una punta unida a la parte de fijación por una primera y una segunda cara de engaste, caracterizado por que la primera cara de engaste presenta un perfil primario convexo que presenta una convexidad hacia el exterior del punzón.
(20/11/2019) Pinzas de mecanizado para el mecanizado y/o procesamiento de piezas de trabajo con elevadas fuerzas de mecanizado (F) que comprende un cuerpo de las pinzas con un primer y segundo brazo de las pinzas y al menos una herramienta con al menos dos partes de la herramienta móviles una con respecto a la otra, que forman un área de trabajo (AR), en donde al menos la primera parte de la herramienta está dispuesta en el primer brazo de las pinzas de forma desplazable a lo largo de un eje de la herramienta vertical (WA) para el cierre del área de trabajo (AR), y la segunda parte de la herramienta está dispuesta en el segundo brazo de las pinzas para formar un apoyo de la pieza de trabajo para al menos una pieza de trabajo, en donde la primera parte de la herramienta puede desplazarse por medio de un dispositivo de avance desde una posición…
Procedimiento e instalación de tratamiento de banda para la unión de bandas metálicas.
(29/05/2019). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Inventor/es: HOFFMANN, JENS, NOE,ANDREAS,DR, AMBAUM,FRIEDHELM.
Procedimiento para la unión de un final de banda de una primera banda metálica (B1) al principio de banda de una segunda banda metálica (B2) en una instalación de tratamiento de banda, posicionándose el final de banda y el principio de banda uno encima de otro formando un solapamiento y uniéndose entre sí en la zona del solapamiento en varios puntos de unión mediante clinchado sin separación, caracterizado por que el grosor (D1) del final de banda de la primera banda metálica (B1) y el grosor (D2) del principio de banda de la segunda banda metálica (B2) se miden dentro de la instalación de tratamiento de banda antes de la unión y por que el proceso de clinchado se controla o regula en dependencia de los grosores medidos antes de la unión, controlándose o regulándose la profundidad de introducción del punzón o del punzón de la herramienta de clinchado en dependencia de los grosores (D1, D2) medidos antes de la unión.
PDF original: ES-2743187_T3.pdf
Objetos de metal galvanizado y su proceso de fabricación.
(08/05/2019) Un proceso para fabricar un objeto tridimensional de acero galvanizado con una forma que incluye múltiples bordes, comprendiendo dicho proceso, en el siguiente orden, las etapas de:
(A) proporcionar y cortar una matriz de chapa de acero con un espesor dentro de un intervalo de 0,8 mm a 6 mm, incluyendo la forma de dicha matriz de chapa de acero múltiples bordes libres,
(B) sumergir en caliente por lotes dicha matriz de chapa de acero en un baño de galvanizado de aleación de zinc fundido, en donde el baño de galvanizado de aleación de zinc fundido comprende (a) del 2 al 25 % en peso de aluminio,
(b) del 0 al 4 % de magnesio, (c) hasta el 0,1 % en peso de otros metales o silicio, y (d) el resto zinc, en donde la etapa de sumergir en caliente por lotes…
Herramienta para fijar una abrazadera tensora.
(20/02/2019) Herramienta para fijar un abrazadera tensora que rodea un producto que hay que ligar, que comprende una banda que rodea el producto que hay que ligar y un cierre , que rodea la banda , montado en una primera sección extrema de banda , introduciéndose la segunda sección extrema de banda en el cierre , con
un dispositivo de sujeción para recibir el cierre junto con la banda que rodea el producto que hay que ligar,
un dispositivo tensor para tensar la banda alrededor del producto que hay que ligar ejerciendo una fuerza de tracción sobre la segunda sección extrema de banda ,
un dispositivo de enclavamiento para enclavar el cierre en la banda con un dispositivo , que puede ser insertado en una ventana lateral del cierre para deformar un borde lateral de la segunda sección extrema de banda…
Revestimiento y medios de cribado magnéticos desmontables, y procesos de producción, instalación y uso de los mismos.
(19/11/2018) Elemento de desgaste mecánico para su unión a un sustrato ferroso o magnético, en donde el elemento de desgaste mecánico puede unirse al sustrato ferroso o magnético y un usuario puede recolocarlo o retirarlo fácilmente elevando o retirando el elemento de desgaste mecánico alejándolo del material del sustrato, comprendiendo el elemento de desgaste mecánico:
a. un material de elemento de desgaste mecánico;
b. al menos dos elementos magnéticos separados entre sí dispuestos firmemente en el interior de dicho material de elemento de desgaste mecánico, en donde al menos una superficie de los elementos magnéticos no está integrada en el material de elemento de desgaste mecánico;
…
Viga de parachoques y procedimiento.
(11/04/2018). Solicitante/s: AUTOTECH ENGINEERING, A.I.E.. Inventor/es: PALISSE,RICHARD.
Una viga de parachoques que tiene una sección transversal cerrada sustancialmente en forma de "ocho", estando formada la sección transversal cerrada por una única placa de metal, en la que la placa de metal comprende una pluralidad de salientes (3b) formados a lo largo de un primer borde y una pluralidad de orificios (2a) formados a lo largo de un segundo borde opuesto, caracterizada por que la viga de parachoques comprende adicionalmente una pluralidad de salientes centrales (3c) formados a lo largo de una primera porción central de la placa, una pluralidad de orificios centrales (2c) formados a lo largo de una segunda porción central de la placa y en la que los salientes centrales (3c) se acoplan con los segundos orificios de borde (2a) correspondientes y los primeros salientes de borde (3b) se acoplan con los orificios centrales (2c) correspondientes para mantener la sección transversal cerrada.
PDF original: ES-2674486_T3.pdf
Procedimiento para unir bandas metálicas.
(14/03/2018). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Inventor/es: HOFFMANN, JENS, NOE,ANDREAS,DR, AMBAUM,FRIEDHELM.
Procedimiento para unir un final de una primera banda metálica (B1) con el principio de una segunda banda metálica (B2), especialmente en instalaciones de tratamiento de bandas, en el que se posicionan el final y el principio de las bandas uno sobre otro formando un solapamiento y se unen éstos en la zona del solapamiento en varios puntos de unión por medio de un ensamble por penetración sin seccionamiento, caracterizado por que la primera banda (B1) y/o la segunda banda (B2) están configuradas como bandas metálicas laminadas en frío y no recocidas, estableciéndose para la unión de las bandas, por medio de un ensamble por penetración, al menos 20 puntos de unión por metro de anchura de las bandas.
PDF original: ES-2668347_T3.pdf
Matriz para una herramienta de unión, en particular para remachado.
(21/12/2016). Solicitante/s: ECKOLD GMBH & CO. KG. Inventor/es: UNGER,FLORIAN.
Matriz para una herramienta de unión, en particular para remachado, con un yunque que configura un fondo de una parte hembra de molde y un manguito elástico que rodea al yunque , que presenta una pluralidad de ranuras que discurren en un sentido (A) axial, a través de las cuales se permite una expansión radial del manguito elástico, caracterizada por un casquillo dispuesto entre el yunque y el manguito elástico, que está dotada en su extremo libre de insertos , que rodean al yunque y están compuestos por un material más duro que el casquillo.
PDF original: ES-2633413_T3.pdf
Procedimiento para fabricar una unión cohesiva entre dos piezas componentes por soldadura o soldadura con bronce.
(27/07/2016) Procedimiento para la creación de una unión cohesiva entre dos piezas componentes de metal en forma de chapa, con las siguientes etapas:
• como primera pieza componente se proporciona un cuerpo hueco a base de platinas conformadas en semi-envolturas;
• en las platinas se crean aberturas (3, 3a), antes o después de que hayan sido conformadas en semienvolturas y hayan sido unidas para formar el cuerpo hueco;
• como segunda pieza componente (2, 2a, 2b) se proporciona una chapa de apoyo; caracterizado por las siguientes etapas:
• en las aberturas (3, 3a) creadas en forma de agujeros alargados se crean, en total, al menos tres resaltos que miran en dirección a la segunda…
Viga metálica y su utilización.
(20/05/2015) Viga metálica para una subestructura de techo con un perfil en forma de T de una chapa doble, estando dispuesta una primera chapa en la zona del alma en plano contra una segunda chapa , y habiendo formado un perfil hueco a partir de la chapa doble en el extremo del lado del alma, habiendo dispuestos nervios de refuerzo (6, 6') introducidos a presión en la zona del alma , estando formados los nervios de refuerzo (6, 6') mediante bridas recortadas prensadas y presentando una forma rectangular, caracterizada por que los nervios de refuerzo (6, 6') se introducen a presión partiendo desde el lado exterior de la primera chapa en dirección…
Conjunto de material híbrido y un procedimiento y un dispositivo para su fabricación.
(27/08/2014) Procedimiento para fabricar un conjunto de material híbrido constituido por al menos dos miembros de ensamble situados de plano uno sobre otro, en el que se une un miembro de ensamble metálico conformable no agujereado con un miembro de ensamble no metálico , en el que el acoplamiento de conjunción de forma entre los dos miembros de ensamble se realiza indirectamente con ayuda de un elemento de suplemento no agujereado deformable , en el que se agujerea el miembro de ensamble no metálico antes del proceso de ensamble y se presiona el miembro de ensamble metálico no agujereado con un macho a través de un agujero del miembro de ensamble no metálico y se le une…
Herramienta para fabricar uniones de tipo remache.
(12/02/2014) Herramienta para unir dos o varios miembros en forma de lamina, que comprende dos partes de herramienta separadas, dispuestas coaxialmente,
una primera parte de herramienta con un punzón rodeado por un dispositivo de sujecion en la forma de un manguito y una segunda parte de herramienta provista de una matriz, cooperando las partes de herramienta para producir dicha union, por lo que el punzón esta dispuesto para accionarse en un movimiento lineal a lo largo del eje común en la direccion de la matriz que esta provista de una cavidad de matriz central en cuya parte inferior esta dispuesto un yunque , y por lo…
Dispositivo para la unión de piezas de trabajo.
(29/01/2014) Dispositivo para la unión de una primera pieza de trabajo y una segunda pieza de trabajo con una primera herramienta que presenta un primer contorno y con una segunda herramienta que presenta un segundo contorno , entre las que se pueden disponer de forma superpuesta la primera pieza de trabajo y la segunda pieza de trabajo en un plano de conformado , pudiéndose presionar uno contra otro el primer contorno y el segundo contorno a través de una zona de conformado y al menos una fuente de radiación para proporcionar una radiación electromagnética que sirve para un calentamiento de las piezas de trabajo entre las herramientas , caracterizado por que
- lateralmente a las herramientas está dispuesta respectivamente al menos, en cada caso, una fuente de radiación , de tal manera que su radiación electromagnética está dirigida…
Procedimiento para la fabricación de una placa metálica con un elemento de calentamiento empotrado, así como placa metálica fabricada según el mismo.
(03/12/2013) Procedimiento para la fabricación de una placa metálica con por lo menos un elemento de calentamientoempotrado mediante las etapas siguientes:
a) disponer por lo menos un elemento de calentamiento entre por lo menos dos cuerpos de placa , que no están provistos de escotaduras para alojar el elemento de calentamiento o cada uno deellos;
b) empotrar el elemento de calentamiento o cada uno de ellos haciendo contacto directamente conpor lo menos dos cuerpos de placa por compresión y desplazamiento de material de los cuerpos deplaca , y
c) unir los cuerpos de placa entre sí por unión de material por lo menos en parte,
caracterizado porque por lo menos dos cuerpos de placa , que presentan en sus lados opuestos entre sípor lo menos…
Elemento de resorte para herramientas que realizan uniones de tipo remache.
(20/11/2013) Elemento de resorte para una herramienta de realización de uniones del tipo corchete entre dos o varias piezascon forma de lámina, herramienta que comprende dos partes de la herramienta separadas,
una primera parte de la herramienta con un punzón y una segunda parte de la herramienta provista con un troquelque coopera para la producción de dicha unión,
el punzón se dispone para ser accionado en un movimiento lineal en la dirección coaxial del troquel provisto con unacavidad de troquel en la parte inferior de la que se dispone un yunque ,
el troquel está provisto adicionalmente con elementos de troquel móviles (108, 208, 208', 208'') dispuestoslateralmente…
Método de conformación en caliente y de endurecimiento de un objeto a partir de una chapa de metal, y pilar B para un vehículo fabricado a partir del mismo.
(18/11/2013) Método de conformación en caliente a partir de una pieza en bruto de chapa de acero y de endurecimientode un objeto de chapa de acero en un herramienta enfriada, en el que hay chapa de acero doble en parte de lapieza en bruto y toda la pieza en bruto se conforma en una única operación de conformado, caracterizado porque lapieza en bruto se realiza juntando dos elementos de chapa de acero con un solapamiento y soldandoestos elementos entre sí antes de la conformación, de modo que durante la conformación, las partes con chapa deacero solapada se conforman y se endurecen al mismo tiempo que las partes de los dos elementos de chapa deacero que no se solapan.
Estructura de placas ensamblada por embarbillado y procedimiento de ensamblaje de una estructura de este tipo.
(02/10/2013) Estructura ensamblada por embarbillado que comporta al menos una primera placa que comporta sobre uno de susbordes una serie de espigas (4a a 4e) correspondientes a las muescas (5a a 5e) de una segunda placa , estructuraensamblada por embarbillado caracterizada por el hecho de que cada espiga (4a a 4e) tiene una longitud L diferente deaquella de las otras espigas (4a a 4e).
Método para fabricar juntas entre miembros en forma de lámina con una capa adhesiva intermedia y aparato para llevar a cabo dicho método.
(04/09/2013) Método para unir piezas de trabajo superpuestas en forma de láminas de material del mismo o de diferentes tipos, metálico o no metálico, entre sí por medio de encolado con un adhesivo apropiado en combinación con remachado por embutido,
- en el cual una herramienta que comprende una primera y una segunda partes de herramienta generalmente coaxiales diferentes, coopera para producir dicha junta,
- comprendiendo dicha primera parte de herramienta un punzón con una superficie de impacto generalmente plana, rodeada por un extractor con una superficie de impacto generalmente plana,
- comprendiendo dicha segunda parte de herramienta un troquel con una superficie de impacto generalmente plana que rodea una cavidad del troquel en cuya parte…
Procedimiento de moldeo de una pieza híbrida que comprende por lo menos dos insertos e instalación para la realización de este procedimiento.
(14/08/2013) Procedimiento de moldeo, por inyección de material sintético, de una pieza híbrida que comprende por lo menosdos insertos , usando un molde formado por una matriz y un punzón que definen entre ellos unacavidad (C) de moldeo en configuración cerrada del molde, que comprende etapas que consisten en:
a) colocar (F1) un primer inserto equipado con por lo menos un resalte , dentro de una huella quedefine, por lo menos en parte, la cavidad (C), y en una posición en la que una parte del resalte sobresaledel volumen de la huella destinada a definir la cavidad;
b) colocar (F2) un segundo inserto dentro de la huella, introduciendo el resalte en una abertura practicada dentro del segundo inserto;
c) cerrar el molde…
Procedimiento para unir perfiles en T y aparato para poner en práctica dicho procedimiento.
(18/04/2012) Procedimiento para fabricar perfiles, que comprende una etapa de perfilado de una banda de chapa de metalpara obtener un perfil en T, siendo realizados una pluralidad de punzonados en el alma del perfil en T con unosprimeros punzones para formar unos pares de incisiones paralelas, siendo dicho perfil sometido a continuación auna etapa de punzonado adicional con unos segundos punzones , a los cuales están enfrentadas unas matrices,caracterizado porque dichos primeros y segundos punzones tienen una sección longitudinal sustancialmentetrapezoidal, presentando dichos segundos punzones su lado mayor de longitud L' menor que la longitud L dellado mayor de…
PROCEDIMIENTO DE FIJACION DEL TAMBOR DE UNA LAVADORA Y LA CORRESPONDIENTE FIJACION.
(01/06/2007). Ver ilustración. Solicitante/s: BSH ELECTRODOMESTICOS ESPAÑA S.A.. Inventor/es: GRACIA BOBED,ISMAEL.
Procedimiento de fijación del tambor de una lavadora y la correspondiente fijación que prevé la fijación de un tambor a un soporte portador de un eje de giro. Dicha fijación se efectúa realizando diferentes orificios en el soporte con aberturas de entrada y salida de distintos tamaños, realizándose en el tambor y en correspondencia con cada uno de los orificios , un cuello que se introduce en el orificio a través de la abertura menor, y posteriormente se deforma el cuello presionando al menos contra las paredes del orificio que determinan la diferencia de tamaños entre las aberturas de entrada y salida, efectuándose la fijación.
HERRAMIENTA PARA LA UNION MECANICA DE PLACAS.
(16/04/2007). Solicitante/s: TOX PRESSOTECHNIK GMBH & CO. KG. Inventor/es: RAPP, EUGEN.
Herramienta para la mecanización mecánica de placas o similares, para su unión mutua o para la unión del tipo de remachado de componentes con placas por ensamble de interpenetración o similares, con un troquel y una matriz que están soportados en sus respectivos extremos alejados de las placas en un alojamiento de herramientas de una máquina herramienta, estando presente en el troquel un macho vuelto hacia las respectivas placas y estando dispuesto un rebajo en la matriz formada de varias partes, caracterizada porque - el rebajo de la matriz está configurado como abertura ciega con paredes laterales inflexibles; - la matriz está configurada de dos partes, ya que como fondo de la abertura de bolsa en una parte de alojamiento está dispuesta una parte de inserción que es de un material más duro que el de la parte de alojamiento , y - esta parte de inserción está dispuesta con ajuste de forma en la abertura ciega por el lado que queda alejado de las placas.
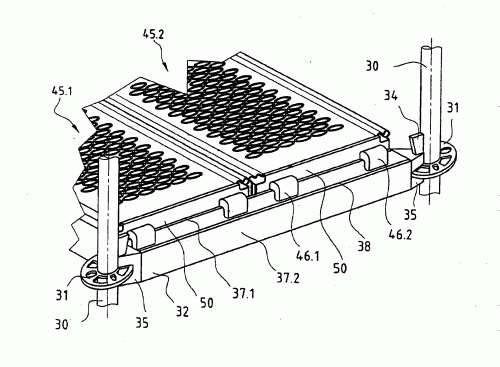
(01/08/2006). Ver ilustración. Solicitante/s: WILHELM LAYHER VERMOGENSVERWALTUNGS-GMBH. Inventor/es: LANGER, CAROLIN, LAYHER, GEORG.
Pasarela de metal para andamios, consolas, podios y similares con las siguientes características: - la pasarela presenta una chapa de superficie de circulación, así como al menos dos largueros longitudinales unidos fijamente a ésta y con una sección transversal de tipo de soporte; - los largueros longitudinales están configurados con un perfil transversal de refuerzo, dispuesto debajo de la chapa de superficie de circulación; - la pasarela presenta elementos de suspensión; - en la zona de los lados frontales de la pasarela están previstos perfiles transversales de refuerzo; - los perfiles transversales de refuerzo tienen lado superior , lado inferior y/o lados.
PROCEDIMIENTO PARA EL CONTROL DE UNA FUERZA DE PRESION DE APRIETE DE UNA HERRAMIENTA EN DISPOSITIVOS DE UNION Y DISPOSITIVO DE UNION CORRESPONDIENTE.
(16/07/2006) Procedimiento para el control de una fuerza de presión de apriete (F) de una herramienta de trabajo en dispositivos de unión, como pinzas de soldadura, dispositivos de unión por imposición y similares, en el que la herramienta de trabajo se mueve por medio de un accionamiento eléctrico sobre una carrera de trabajo hacia una pieza de trabajo y a continuación es impulsada en contacto con la pieza de trabajo con la fuerza de presión de apriete (F), caracterizado porque para el control de la fuerza de presión de apriete (F) se realizan las siguientes etapas: a) ajuste de una fuerza teórica de presión de apriete (F) y determinación de una corriente de trabajo (iA)…
UNION ENTRE CAPAS DELGADAS EN FORMA DE TIRA DISPUESTAS UNAS SOBRE OTRAS DE SUPERFICIE DOBLE O MULTIPLE, EN PARTICULAR ENTRE DOS CINTAS QUE SE SOMETEN A UN TRATAMIENTO CONTINUO.
(01/07/2006) Capas en forma de tira de material metálico, que están conformadas delgadas dispuestas unas sobre otras con superficie doble o múltiple y están unidas entre sí por puntos de soldadura , presentando así mismo secciones terminales que se solapan entre sí en una región de solape , en particular dos cintas que se pueden enrollar, que están sometidas a un tratamiento continuo en una instalación que trabaja de modo continuo, como un tren de laminación de chapa o un horno de recocer, caracterizadas porque en la región de solape pasan varios puntos de soldadura en forma anular de por sí a través de las dos capas de las cintas , porque los puntos de soldadura anulares están dispuestos a una distancia respecto a los extremos frontales de las dos cintas , y porque en el interior del anillo de los puntos de soldadura anulares está quemado…
MATRIZ PRA UN JUEGO DE HERRAMIENTAS PARA ENSAMBLAJE MECANICO.
(01/03/2006) Matriz para un juego de herramientas para el ensamblaje mecánico de chapas situadas unas sobre otras en plano, mediante conformación con al menos un troquel y una matriz, que delimita una cavidad dentro de la cual se ensambla; la matriz comprende para esto un yunque opuesto al troquel y segmentos de matriz que delimitan la cavidad en dirección periférica que, durante el avance del troquel en dirección al yunque , ejecutan un movimiento de desviación transversalmente a la dirección de avance del troquel, para lo que los segmentos de matriz están dispuestos sobre una superficie de apoyo de forma que pueden desplazarse hacia fuera en contra de una tensión elástica y la matriz está revestida periféricamente con un manguito de matriz , caracterizada porque el manguito de matriz presenta en dirección periférica, siguiendo una división…
DISPOSITIVO DE UNION LANCEOLADA DE MATERIALES DUCTILES.
(16/02/2006) Una matriz para un dispositivo de unión lanceolada de material dúctil en hojas , que comprende: a) un yunque de matriz , teniendo el yunque una superficie de yunque ; b) al menos dos cuchillas de matriz alrededor del yunque , extendiéndose dichas cuchillas en una dirección longitudinal , generalmente por encima y por debajo de los lados opuestos de la superficie del yunque y que forman con la superficie del yunque una abertura de la matriz para un punzón de matriz, estando dispuesta cada cuchilla de matriz para alejarse del yunque para abrir la abertura de la matriz cuando el material dúctil es forzado en la dirección longitudinal dentro de la abertura de la matriz y contra el yunque por un punzón de matriz, y teniendo cada cuchilla de matriz un borde cortante por encima…
APARATO REMACHADOR Y PROCEDIMIENTO DE REMACHADO.
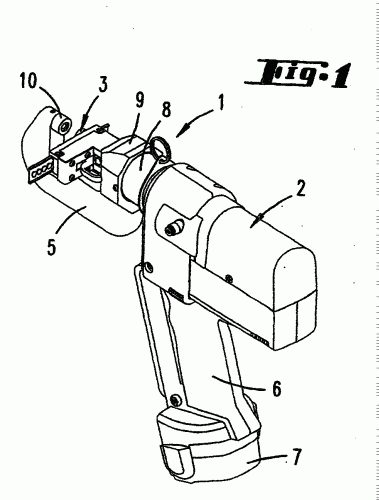
(01/12/2005). Ver ilustración. Solicitante/s: GUSTAV KLAUKE GMBH. Inventor/es: FRENKEN, EGBERT, DR..
Aparato remachador con un pisa y un troquel de remachado , en donde el pisa y el troquel de rema chado son accionables hidráulicamente por medio de un pistón de pisa y un pistón de troquel , caracterizado porque el pistón del pisa y el pistón del troquel están solicitados por la misma presión hidráulica, siendo la superficie operativa del pistón del pisa más pequeña que la superficie operativa del pistón del troquel.
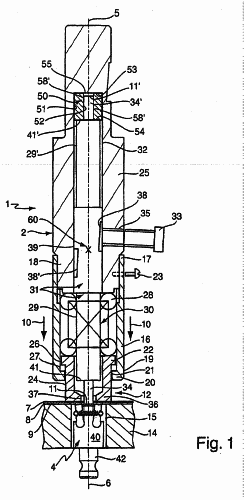
PUNZON PARA UTILIZAR EN UNA HERRAMIENTA PARA UNIR MATERIALES DUCTILES.
(01/11/2005). Ver ilustración. Solicitante/s: WADE, COLIN MAXWELL. Inventor/es: WADE, COLIN MAXWELL.
Punzón para su utilización en una herramienta para unir materiales dúctiles , que comprende un cuerpo de punzón formado alrededor de un eje de punzón , caracterizado porque: dos extremidades del punzón (34, 34; 134, 134; 234, 234) se extienden en direcciones opuestas desde el cuerpo del punzón a lo largo del eje del punzón , teniendo cada extremidad del punzón una superficie de punzón (11, 11; 111, 111; 211, 211) que se desarrolla transversalmente al eje del punzón , porque el cuerpo del punzón tiene uno o más dispositivos de adaptación de la carga (41, 41; 141, 141; 241, 241) por los cuales una fuerza del punzón para unir los materiales dúctiles puede ser impartida al cuerpo del punzón a lo largo del eje del punzón de modo que una o la otra de las extremidades del punzón (34, 34; 134, 134, 234, 234) pueda apoyarse contra dicho material dúctil.
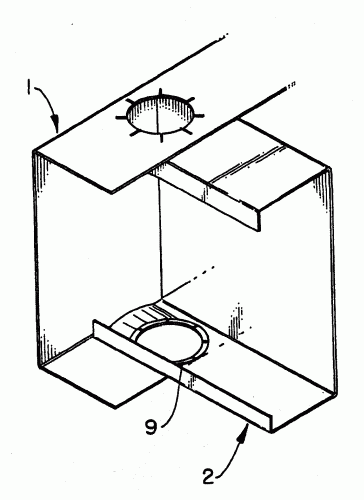
UNION DE MIEMBROS METALICOS.
(01/11/2005). Ver ilustración. Solicitante/s: SAHRAMAA, KIMMO, JUHANI. Inventor/es: SAHRAMAA, KIMMO, JUHANI.
SE DESCRIBEN ESPARRAGOS, PISTAS O MIEMBROS METALICOS UTILIZADOS EN SISTEMAS DE PANELES DE ARMAZON DE ACERO, QUE SE UNEN O ACOPLAN ENTRE SI. LOS MIEMBROS METALICOS SE UNEN MUTUAMENTE CON EL USO DE COLLARINES PENDIENTES Y ORIFICIOS PASANTES. UN CABEZAL DE HERRAMIENTA , INTRODUCIDO A TRAVES DE LOS COLLARINES Y ORIFICIOS Y EL REBORDE DE LA HERRAMIENTA EJERCEN PRESION PARA DOBLAR Y ENGARZAR SIMULTANEAMENTE EL COLLARIN. ESTA TECNICA PUEDE APLICARSE IGUALMENTE A MIEMBROS DE VIGAS DE CELOSIA O A PISTAS Y ESPARRAGOS, DE MANERA QUE LOS MIEMBROS PUEDAN FACILMENTE UNIRSE O ACOPLARSE ENTRE SI. LA FORMACION DE BISELES EN LOS EXTREMOS FACILITA LA ALINEACION DE LOS COLLARINES CON LOS ORIFICIOS.
PERFILES SOPORTE PARA FACHADAS DE TRAVESA\OS-POSTES, MARQUESINAS, GALERIAS O SIMILARES.
(01/04/2005). Ver ilustración. Solicitante/s: SCHUCO INTERNATIONAL KG. Inventor/es: TONSMANN, ARMIN, DIPL.-ING.
LOS CINTURONES Y BRAZOS DE PERFILES SOPORTES DEBEN SER CONFIGURADOS DE TAL MODO, QUE SE REALICE UNA UNION DE ESTAS PARTES SIN LA UTILIZACION DE UN PROCEDIMIENTO TERMICO Y QUE EL PERFIL SOPORTE PUEDA ESTAR EQUIPADO CON CINTURONES EN ANCHURA DIFERENTE Y CON BRAZOS DE ALTURA CONSTRUCTIVA DISTINTA ASI COMO EN FORMA DIFERENTE. LOS PERFILES SOPORTE MUESTRAN AL MENOS UN CINTURON Y AL MENOS UN BRAZO QUE SE UNE CON EL. EL CINTURON ESTA PREVISTO PARA LA RECEPCION DE UNA ZONA DE BORDE LONGITUDINAL DEL BRAZO CON UNA RANURA , EN LA QUE ENGRANA DE FORMA CERRADA LA ZONA DE BORDE LONGITUDINAL DEL BRAZO. EL BRAZO ESTA UNIDO CON EL CINTURON A TRAVES DE UN ASIENTO DE PRESIONADO O DE UNA SOLDADURA DE PRESIONADO EN FRIO. LOS PERFILES SOPORTE SE UTILIZAN EN CONSTRUCCION DE ALTURA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}