PROCEDIMIENTO PARA EL CONTROL DE UNA FUERZA DE PRESION DE APRIETE DE UNA HERRAMIENTA EN DISPOSITIVOS DE UNION Y DISPOSITIVO DE UNION CORRESPONDIENTE.
Procedimiento para el control de una fuerza de presión de apriete (F) de una herramienta de trabajo (6) en dispositivos de unión,
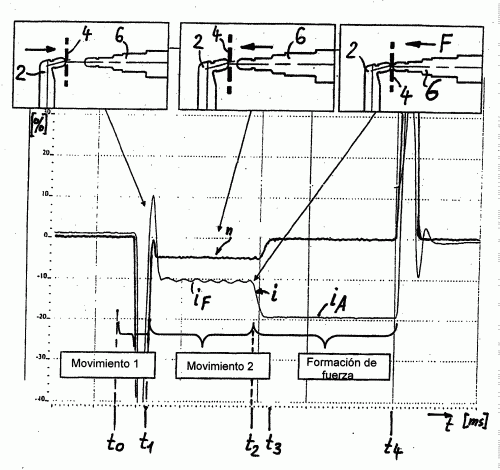
como pinzas de soldadura, dispositivos de unión por imposición y similares, en el que la herramienta de trabajo (6) se mueve por medio de un accionamiento eléctrico sobre una carrera de trabajo hacia una pieza de trabajo y a continuación es impulsada en contacto con la pieza de trabajo con la fuerza de presión de apriete (F), caracterizado porque para el control de la fuerza de presión de apriete (F) se realizan las siguientes etapas: a) ajuste de una fuerza teórica de presión de apriete (F) y determinación de una corriente de trabajo (iA) necesaria para ello para el accionamiento eléctrico así como b) ajuste de una velocidad teórica de avance opcional para el movimiento de carrera de la herramienta de trabajo (6) y determinación de una corriente de avance (iF) correspondiente para el accionamiento eléctrico, c) durante los movimientos de carrera posteriores, especialmente en cada carrera de trabajo adicional, comparación de la velocidad real de avance con la velocidad teórica de avance y, en caso necesario, adaptación a la velocidad teórica de avance a través de la modificación correspondiente de la corriente de avance (iF), y d) durante el contacto con la pieza de trabajo, adaptación de la corriente de trabajo (iA) en función de la modificación de la corriente de avance (iF).
Tipo: Resumen de patente/invención.
Solicitante: NIMAK AUTOMATISIERTE SCHWEISSTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WERKSTRASSE,57537 WISSEN.
Inventor/es: NICKEL, PAUL GERHARD.
Fecha de Publicación: .
Fecha Concesión Europea: 5 de Abril de 2006.
Clasificación Internacional de Patentes:
- B21D39/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas que no sea por doblado.
- B23K11/25 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Dispositivos de vigilancia.
Patentes similares o relacionadas:
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Dispositivo de soldadura por resistencia con un sensor de carga, del 15 de Mayo de 2019, de Tecna S.p.A: Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos […]
 Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura, del 4 de Octubre de 2018, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación […]
Cabezal de soldadura para una máquina para la formación de malla metálica, procedimiento de soldadura relativa y máquina para la formación de malla metálica utilizando dicho cabezal de soldadura, del 4 de Octubre de 2018, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Cabezal de soldadura para la formación de una malla metálica que comprende alambres longitudinales y alambres transversales , que comprende al menos una unidad de alimentación […]
Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos, del 5 de Abril de 2017, de SWAC ELECTRONIC GMBH: Procedimiento para el control y/o la regulación de un movimiento de pinza portaelectrodos por medio de un accionamiento de pinza portaelectrodos […]
Procedimiento y dispositivo de soldadura para la determinación de la intensidad de la corriente de soldadura al soldar marcos de recipientes, del 18 de Enero de 2017, de SOUDRONIC AG: Procedimiento para la determinación de la intensidad de corriente de soldadura a emplear para la soldadura eléctrica de costuras de resistencia a tope por costura de soldaduras […]
Procedimiento y dispositivo de soldadura para determinar la corriente eléctrica de soldadura a aplicar durante la soldadura de engastes de envases, del 14 de Diciembre de 2016, de SOUDRONIC AG: Procedimiento para determinar la corriente de soldadura a aplicar durante la soldadura de costuras con resistencia de engastes de envases sucesivos, que presentan […]
Método y sistema para soldar partes juntas utilizando un proceso de soldadura con recalcado por resistencia, del 29 de Junio de 2016, de Fontijne Grotnes B.V: Un método para soldar partes soldables juntas, por ejemplo para soldar objetos anulares, en donde las partes (1A, 1B) se someten a un proceso de soldadura térmica […]