Método de conformación en caliente y de endurecimiento de un objeto a partir de una chapa de metal, y pilar B para un vehículo fabricado a partir del mismo.
Método de conformación en caliente a partir de una pieza en bruto de chapa de acero y de endurecimientode un objeto de chapa de acero en un herramienta enfriada,
en el que hay chapa de acero doble en parte de lapieza en bruto y toda la pieza en bruto se conforma en una única operación de conformado, caracterizado porque lapieza en bruto se realiza juntando dos elementos (20, 21) de chapa de acero con un solapamiento (23) y soldandoestos elementos entre sí antes de la conformación, de modo que durante la conformación, las partes con chapa deacero solapada se conforman y se endurecen al mismo tiempo que las partes de los dos elementos de chapa deacero que no se solapan.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2007/000732.
Solicitante: GESTAMP HARDTECH AB.
Nacionalidad solicitante: Suecia.
Dirección: P.O. BOX 828 971 25 LULEA SUECIA.
Inventor/es: BODIN,HANS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas que no sea por doblado.
- B21D47/01 B21D […] › B21D 47/00 Fabricación de elementos o de conjuntos estructurales rígidos, p. ej. de estructuras en nido de abeja. › fabricación de viguetas o postes.
- B62D25/04 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 25/00 Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar. › Montantes de puertas.
PDF original: ES-2429914_T3.pdf
Descripción:
Método de conformación en caliente y de endurecimiento de un objeto a partir de una chapa de metal, y pilar b para un vehículo fabricado a partir del mismo
Campo técnico
La presente invención se refiere a un método de conformación en caliente a partir de una pieza en bruto de chapa de acero y de endurecimiento de un objeto de chapa de acero en una herramienta enfriada, en el que hay chapa de acero doble en parte de la pieza en bruto y toda la pieza en bruto se conforma en una única operación de conformado. La invención también se refiere a un pilar B para un vehículo fabricado a partir del mismo que tiene partes con chapa de acero doble.
Estado de la técnica
La conformación de una pieza en bruto de chapa de acero junto con un parche de refuerzo con el fin de crear un producto se conoce por los documentos EP 1195208 B1 y DE 4307563 A1 y EP 0953495. El documento EP-A0953495 cubre las características del preámbulo de la reivindicación independiente 1. El documento EP 1170197 da a conocer un pilar B que tiene un elemento superior y uno inferior solapados en su unión.
Objeto y breve descripción de la invención El principal objeto de la invención es proporcionar mayores posibilidades de escoger libremente diferentes características en diferentes partes de un producto conformado y facilitar la consecución de diferentes grados de dureza en diferentes partes de un producto formado a partir de una pieza en bruto de chapa de acero plana.
Esto se consigue haciendo la pieza en bruto juntando dos elementos de chapa de acero con un solapamiento y soldando estos elementos entre sí antes de la conformación, de modo que durante la conformación, las partes con chapa de acero solapada se conformen y se endurezcan al mismo tiempo que las partes de los dos elementos de chapa de acero que no se solapan. La invención se define por las reivindicaciones.
Breve descripción de los dibujos La figura 1 es una vista en perspectiva de un pilar B para un vehículo representado a modo de ejemplo de la invención, que muestra el pilar visto desde el exterior del vehículo.
La figura 2 es una vista en perspectiva del pilar B visto desde el interior del vehículo.
La figura 3 es una sección transversal a lo largo de la línea 3-3 en la figura 1.
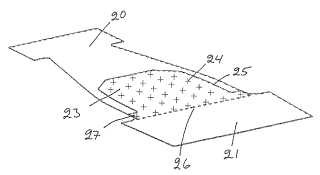
La figura 4 es una vista en perspectiva de la pieza en bruto a partir de la cual se ha formado el pilar B en los dibujos anteriores.
Descripción del ejemplo de realización ilustrado y preferido Las figuras 1-3 representan a modo de ejemplo un pilar B que comprende una sección 11 de viga en sombrero y una cubierta 12. La sección de viga en sombrero está ensanchada hacia arriba y hacia abajo para formar secciones 13, 14 en sombrero transversales que están previstas para sujetarse al vehículo con el fin de constituir un elemento con capacidad de carga del vehículo. La sección 11 de viga en sombrero tiene un ala 15 central, dos almas 16, 17 y dos alas 18, 19 laterales.
La figura 4 representa la pieza en bruto de chapa de acero a partir de la cual se ha conformado la sección 11 de viga en sombrero. Comprende dos elementos 20, 21 de chapa de acero colocados solapados. La figura 4 muestra el elemento 21 que va a convertirse en la parte inferior del pilar colocado en parte sobre el elemento 20 que va a convertirse en la parte superior del pilar. La porción 23 de solapamiento se suelda por puntos o se suelda por puntadas en puntos distribuidos a través de toda la superficie, tal como se indica mediante las cruces 24. Además, el borde de solapamiento está soldado por completo, es decir tanto el borde 25 del elemento 21 encima del elemento 20 como el borde 26 del elemento 20 debajo del elemento 21, proporcionándose así no sólo un refuerzo sino también protección frente a la corrosión por fisuras. El borde no tiene que estar necesariamente soldado por completo.
La pieza 20, 21 en bruto soldada se calienta en un horno a temperatura de austenización y se conforma en caliente en un par de herramientas enfriadas, tras lo cual se deja con las herramientas sirviendo como soportes de enfriamiento. Esta operación combinada de conformación y endurecimiento es un proceso conocido denominado endurecimiento por presión. Es posible adoptar para el elemento de chapa de acero superior una calidad de acero tal que la parte superior del pillar se endurezca completamente y adoptar para el elemento inferior una calidad de acero que sólo pueda endurecerse parcialmente o que no pueda endurecerse en absoluto. El resultado es un pilar que comprende tres partes con diferentes resistencias, con una parte media, la parte de solapamiento, que tiene la mayor resistencia y una parte inferior con la menor resistencia. La parte entre los elementos de sujeción articulados por tanto se convierte en la parte más fuerte. Sólo la parte inferior del pilar estará sujeta a corrosión, y puede proporcionarse al elemento 21 de chapa de acero inferior protección frente a la corrosión, mientras que la parte 20 superior puede ser sin protección frente a la corrosión. En comparación con cortar una pieza en bruto integral, la cantidad de chapa de acero usada es menor, puesto que el elemento 20 superior es más estrecho que el elemento inferior y no requiere una chapa tan ancha. El resultado global es un pilar B con características de impacto deseadas que cuesta menos que antes y es de peso más ligero.
Además de la adopción de calidades de acero similares o diferentes, también es posible adoptar grosores de chapa similares o diferentes en los dos elementos 20, 21 de chapa de acero.
La cubierta 12 se suelda firmemente a las alas 18, 19 laterales de la viga en sombrero.
Tal como se ilustra en las figuras 1 y 4, las alas laterales constituidas por los dos elementos 20, 21 de chapa de ace
ro tienen un solapamiento 27 corto, mientras que el resto de la parte de solapamiento de la pieza 21 en bruto es más estrecha de modo que no forma ningún ala lateral en la región de solapamiento. La figura 3 representa la parte de solapamiento de la viga en sombrero y las partes constituidas por los elementos 20, 21 de chapa de acero con estas notaciones de referencia. El elemento 20 superior se representa en la figura 3 encima del elemento 21 inferior, pero la pieza 20, 21 en bruto puede formarse, alternativamente, de modo que el elemento inferior sea el que quede más hacia el exterior.
La soldadura de los dos elementos 20, 21 de chapa de acero entre sí para formar una pieza en bruto Taylor puede realizarse ventajosamente mediante soldadura láser remota tanto para los bordes de solapamiento como para el cosido a través de la superficie de solapamiento.
Aunque se ha hecho referencia a la fabricación de un pilar B a modo de ejemplo, la invención no se limita a ese pro20 ducto, sino únicamente al alcance de las reivindicaciones adjuntas.
Reivindicaciones:
1. Método de conformación en caliente a partir de una pieza en bruto de chapa de acero y de endurecimiento de un objeto de chapa de acero en un herramienta enfriada, en el que hay chapa de acero doble en parte de la pieza en bruto y toda la pieza en bruto se conforma en una única operación de conformado, caracterizado porque la pieza en bruto se realiza juntando dos elementos (20, 21) de chapa de acero con un solapamiento (23) y soldando estos elementos entre sí antes de la conformación, de modo que durante la conformación, las partes con chapa de acero solapada se conforman y se endurecen al mismo tiempo que las partes de los dos elementos de chapa de acero que no se solapan.
2. Método según la reivindicación 1, caracterizado porque el solapamiento (23) se suelda mediante soldaduras por puntos o soldaduras en costura (24) distribuidas a través de la superficie solapada.
3. Método según la reivindicación 1 ó 2, caracterizado porque los bordes (25, 26) se sueldan entre sí a lo largo del solapamiento.
4. Método según una cualquiera de las reivindicaciones anteriores, caracterizado porque se usan elementos (20, 21) de chapa de acero de diferentes calidades de acero con diferentes capacidades de endurecimiento.
5. Método según una cualquiera de las reivindicaciones anteriores, caracterizado porque se fabrica un pilar B para un vehículo adoptando un elemento (21) de chapa de acero inferior con menos capacidad de endurecimiento que un elemento (20) de chapa de acero superior de modo que haya tres resistencias diferentes a lo largo de la longitud del pillar.
6. Pilar B para un vehículo fabricado según el método de la reivindicación 1, que tiene partes con chapa de acero doble, caracterizado porque comprende una parte inferior constituida por un elemento (21) de chapa de acero inferior con baja capacidad de endurecimiento, una parte superior constituida por un elemento (20) de chapa de acero con alta capacidad de endurecimiento, y una parte (23) intermedia con los elementos de chapa de acero solapados, en la que los elementos de chapa de acero se han soldado entre sí y, a continuación, se han conformado en caliente y se han endurecido entre sí.
Patentes similares o relacionadas:
Método para producir un producto moldeado a presión, producto moldeado a presión y dispositivo de prensado, del 22 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de fabricación de un componente prensado que incluye una chapa superior alargada, una pared (4a, 4b) que tiene un extremo conectado a una parte final en la dirección […]
Miembro de automóvil, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Un miembro de automóvil de una sección transversal cerrada que incluye un panel interior que tiene una placa superior y dos paredes laterales (6a, 6b) conectadas […]
Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior y un pilar delantero inferior, del 5 de Febrero de 2020, de Arcelormittal: Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior que se extiende entre un extremo trasero y un extremo […]
Chasis de vehículo eléctrico y vehículo eléctrico que usa el mismo, del 13 de Noviembre de 2019, de Guangdong Hua'chan Research Institute of Intelligent Transportation System Co., Ltd: Un chasis de vehículo eléctrico que comprende un sistema de bastidor , un sistema de amortiguación de motor de dirección montado en el sistema de bastidor […]
Viga central de pilar B y procedimiento de fabricación, del 6 de Noviembre de 2019, de AUTOTECH ENGINEERING, S.L: Una viga central de pilar B hecha de acero, que comprende: zonas duras y zonas blandas, en la que las zonas blandas tienen un límite […]
Método y dispositivo para fabricar un componente en forma de L, del 28 de Octubre de 2019, de NIPPON STEEL CORPORATION: Método de fabricación para un componente prensado en donde se lleva a cabo una operación de prensado sobre una lámina inicial de metal para moldear un componente […]
Viga estructural con placa de cubierta y procedimiento de fabricación, del 2 de Octubre de 2019, de AUTOTECH ENGINEERING, A.I.E.: Una viga estructural, que comprende: una primera viga y una placa de cubierta (220, 230, 320, 420, 521, […]
 Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]
Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]