Procedimiento para unir perfiles en T y aparato para poner en práctica dicho procedimiento.
Procedimiento para fabricar perfiles, que comprende una etapa de perfilado de una banda de chapa de metalpara obtener un perfil en T,
siendo realizados una pluralidad de punzonados en el alma del perfil en T con unosprimeros punzones (6) para formar unos pares de incisiones paralelas, siendo dicho perfil sometido a continuación auna etapa de punzonado adicional con unos segundos punzones (8), a los cuales están enfrentadas unas matrices,caracterizado porque dichos primeros (6) y segundos (8) punzones tienen una sección longitudinal sustancialmentetrapezoidal, presentando dichos segundos punzones (8) su lado mayor de longitud L' menor que la longitud L dellado mayor de los primeros punzones (6) y siendo la superficie de su diente de corte convexa hacia fuera.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11183942.
Solicitante: DALLAN S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER SALVATRONDA, 50 31033 CASTELFRANCO VENETO ITALIA.
Inventor/es: DALLAN, SERGIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de chapas que no sea por doblado.
PDF original: ES-2391629_T3.pdf
Descripción:
Procedimiento para unir perfiles en T y aparato para poner en práctica dicho procedimiento.
La presente invención se refiere a un procedimiento para unir perfiles en T y a un aparato para poner en práctica el procedimiento.
Los perfiles en T obtenidos por el perfilado de una banda de chapa de metal son conocidos para la formación de bastidores de soporte para falsos techos.
Para asegurar una rigidez sustancial del alma del perfil, ésta está provista de una pluralidad de costuras longitudinales obtenidas mediante un proceso que comprende una primera etapa en la cual una pluralidad de rendijas paralelas de longitud L son formadas en dicha alma separadas por un valor H, después de lo cual se efectúa una operación de punzonado transversal con un punzón provisto de la misma longitud L y anchura H
respecto a una matriz prevista en una rueda enfrentada a la rueda de perforación.
El documento WO 2007/039542 divulga un procedimiento para la producción de perfiles en T, mediante el cual una pluralidad de punzonados se efectúan en el alma de la T con unos primeros punzones para formar pares de incisiones paralelas de longitud L, siendo dicho perfil sometido entonces a una fase de perforación adicional con
unos segundos punzones a los cuales están enfrentadas unas matrices, estando dichos segundos punzones provistos de una sección transversal rectangular con su lado mayor L’ estando provisto de una longitud mayor que la longitud del lado mayor L de los primeros punzones.
Estos perfiles conocidos, sin embargo, han demostrado ser susceptibles de mejoras con respecto a la rigidez a la 25 flexión torsional del perfil.
Según la invención, esta mejora se obtiene mediante un procedimiento para la producción de perfiles como se describe en la reivindicación 1.
La presente invención se pone más claramente de manifiesto en la presente memoria con referencia a los dibujos adjuntos, en los cuales:
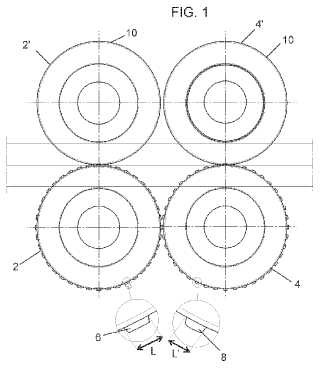
la figura 1 es una vista en planta de la máquina de punzonado para efectuar la unión,
la figura 2 es una vista lateral de la misma,
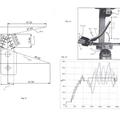
la figura 3 es una vista en sección a través de la primera rueda de punzonado durante el punzonado de la banda de chapa de metal,
la figura 4 es una vista en sección a través de la segunda rueda de punzonado durante el punzonado,
la figura 5 es una vista lateral de un perfil en T que comprende una pluralidad de costuras,
la figura 6 es una vista en sección transversal a través de la línea VI – VI de la figura 5, y 45 la figura 7 es una sección longitudinal a través de la línea VII – VII de la figura 5.
Como se puede ver a partir de las figuras, el procedimiento de la invención utiliza dos pares de ruedas de punzonado 2, 2’, 4, 4’ de eje vertical, las ruedas 2, 4 estando provistas en sus superficies laterales de dos filas de 50 primeros punzones 6 y segundos punzones 8, los cuales están enfrentados en la ruedas 2’, 4’ a dos ranuras anulares 10, 12. La ranura anular 10 es una ranura pasante, mientras que la ranura 12 tiene un ancho ligeramente mayor que la primera ranura y una profundidad tal que forma una matriz para los segundos punzones 8 de la rueda
4.
55 Los primeros punzones 6 y los segundos punzones 8 tienen una sección longitudinal sustancialmente trapezoidal, teniendo los segundos punzones 8 su lado mayor de longitud L’, menor que la longitud L del lado mayor de los primeros punzones 6 y presentando su superficie de corte de forma convexa.
Con el procedimiento de la invención, cuando la banda de chapa de metal ha pasado a través de la máquina de 60 perfilado y el perfil en T 14 ha sido obtenido, el alma 16 del mismo se hace que pase a través de los pares de ruedas de punzonado 2, 2’ y 4, 4’.
Como resultado de este paso, los primeros punzones 6 forman en el alma de la banda una pluralidad de pares de incisiones paralelas 18 que tienen una longitud que corresponde a la longitud de los primeros punzones 6 y están 65 separadas por una distancia que corresponde al grosor de los primeros punzones.
El alma 16 se somete entonces a la acción de los segundos punzones 8 los cuales efectúan un punzonado adicional
en correspondencia con el primer punzonado. Como ya se ha indicado, puesto que todos estos punzones tienen la
misma longitud y los punzones 8 tienen su lado mayor de longitud L’, menor que la longitud L del lado mayor de los
primeros punzones 6 de la primera rueda de punzonado, el chapa de metal no puede ser trasladada adicionalmente
debido a la presencia de la matriz formada por la ranura 12, pero en cambio la parte más exterior forma una especie
de collar 20 el cual rodea la parte interior para evitar de ese modo el deslizamiento longitudinal de las dos pistas
paralelas encaradas a las almas y asegurar de ese modo una rigidez a la flexión mayor. Es más, puesto que el
diente de los segundos punzones 8 es de forma convexa y de dimensiones menores que la longitud de las incisiones 10 formadas con los primeros punzones 6, no interfiere con las partes ensanchadas de la chapa de metal, las cuales
están de ese modo libres para deslizar unas con relación a las otras.
Reivindicaciones:
1. Procedimiento para fabricar perfiles, que comprende una etapa de perfilado de una banda de chapa de metal para obtener un perfil en T, siendo realizados una pluralidad de punzonados en el alma del perfil en T con unos
primeros punzones (6) para formar unos pares de incisiones paralelas, siendo dicho perfil sometido a continuación a una etapa de punzonado adicional con unos segundos punzones (8) , a los cuales están enfrentadas unas matrices, caracterizado porque dichos primeros (6) y segundos (8) punzones tienen una sección longitudinal sustancialmente trapezoidal, presentando dichos segundos punzones (8) su lado mayor de longitud L’ menor que la longitud L del lado mayor de los primeros punzones (6) y siendo la superficie de su diente de corte convexa hacia fuera.
2. Aparato para poner en práctica el procedimiento según la reivindicación 1, que comprende dos pares de ruedas de punzonado (2, 2’, 4, 4’) , estando las ruedas (2, 4) del primer par provistas en su superficie lateral de unos primeros punzones (6) y unos segundos punzones (8) respectivamente, a los cuales están enfrentadas en las ruedas (2, 4) del segundo par dos ranuras anulares (10, 12) , siendo la primera ranura (10) una ranura pasante,
mientras que la segunda ranura (12) tiene una anchura ligeramente mayor que la primera ranura (10) y una profundidad tal que forma una matriz para los segundos punzones (8) de la rueda (4) , caracterizado porque los segundos punzones (8) presentan su lado mayor de longitud L’ menor que la longitud L del lado mayor de los primeros punzones (6) y su superficie del diente es convexa hacia fuera.
Patentes similares o relacionadas:
 Punzón para una herramienta de engaste y herramienta de engaste provista de dicho punzón, del 25 de Marzo de 2020, de Etablissements Pierre Grehal et Cie SA: Punzón para una herramienta de engaste, que comprende una parte de fijación a la herramienta y una parte de perforación constituida […]
Punzón para una herramienta de engaste y herramienta de engaste provista de dicho punzón, del 25 de Marzo de 2020, de Etablissements Pierre Grehal et Cie SA: Punzón para una herramienta de engaste, que comprende una parte de fijación a la herramienta y una parte de perforación constituida […]
Pinzas de mecanizado, del 20 de Noviembre de 2019, de SCHMIDT, HEIKO: Pinzas de mecanizado para el mecanizado y/o procesamiento de piezas de trabajo con elevadas fuerzas de mecanizado (F) que comprende un cuerpo de las pinzas con un primer […]
Procedimiento e instalación de tratamiento de banda para la unión de bandas metálicas, del 29 de Mayo de 2019, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Procedimiento para la unión de un final de banda de una primera banda metálica (B1) al principio de banda de una segunda banda metálica (B2) en […]
Objetos de metal galvanizado y su proceso de fabricación, del 8 de Mayo de 2019, de Fontaine Holdings NV: Un proceso para fabricar un objeto tridimensional de acero galvanizado con una forma que incluye múltiples bordes, comprendiendo dicho proceso, en el siguiente […]
Herramienta para fijar una abrazadera tensora, del 20 de Febrero de 2019, de Oetiker Schweiz AG: Herramienta para fijar un abrazadera tensora que rodea un producto que hay que ligar, que comprende una banda que rodea el producto que hay que ligar y un cierre , […]
Revestimiento y medios de cribado magnéticos desmontables, y procesos de producción, instalación y uso de los mismos, del 19 de Noviembre de 2018, de Tema Isenmann, Inc: Elemento de desgaste mecánico para su unión a un sustrato ferroso o magnético, en donde el elemento de desgaste mecánico puede unirse […]
Viga de parachoques y procedimiento, del 11 de Abril de 2018, de AUTOTECH ENGINEERING, A.I.E.: Una viga de parachoques que tiene una sección transversal cerrada sustancialmente en forma de "ocho", estando formada la sección transversal cerrada por una única placa […]
Procedimiento para unir bandas metálicas, del 14 de Marzo de 2018, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Procedimiento para unir un final de una primera banda metálica (B1) con el principio de una segunda banda metálica (B2), especialmente en instalaciones […]