CIP-2021 : B32B 37/02 : caracterizado por la secuencia de operaciones de estratificación,
p.ej. por adición de nuevas capas en estaciones de trabajo consecutivas.
CIP-2021 › B › B32 › B32B › B32B 37/00 › B32B 37/02[1] › caracterizado por la secuencia de operaciones de estratificación, p.ej. por adición de nuevas capas en estaciones de trabajo consecutivas.
Notas[n] desde B32B 37/00 hasta B32B 39/00: - En los grupos B32B 37/00 y B32B 39/00, las siguientes expresiones son utilizadas con el significado que se indica a continuación:
- "estratificación" significa la acción de combinar capas previamente no unidas para convertirse en un producto cuyas capas permanecen unidas;
- "estratificación parcial" tiene lugar cuando una capa no cubre totalmente la superfice de otra capa, y por lo tanto la capa con mayor superficie está estratificada unicamente en una parte de su superficie;
- "adhesivo" designa una capa o una parte de ella, incorporada con la finalidad de pegar, sin importar su estado o procedimiento de aplicación.
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B32 PRODUCTOS ESTRATIFICADOS.
B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA.
B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos.
B32B 37/02 · caracterizado por la secuencia de operaciones de estratificación, p.ej. por adición de nuevas capas en estaciones de trabajo consecutivas.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y útil de encintado empleado en la fabricación de piezas de material compuesto.
(28/03/2014) Procedimiento de fabricación de piezas de material compuesto que comprende una primera etapa y una segunda etapa, donde la primera etapa comprende un encintado mediante Posicionamiento de Fibras (FP), sobre la superficie exterior de un útil de encintado , de forma que se obtiene al menos un laminado con una geometría diferente a la geometría final de la pieza y un conformado del al menos un laminado obtenido en el encintado mediante un útil de conformado , de forma que el laminado adquiere la geometría final de la pieza ; y la segunda etapa comprende un curado de la al menos una pieza obtenida en…
Material laminado elástico y método para producir material laminado elástico.
(26/03/2013) Un método para producir un material laminado que puede estirarse de forma elástica que comprende por lomenos tres capas , que comprende las etapas de:
a) producir un primer material laminado que comprende un velo no tejido fibroso no elástico y unapelícula elástica ;
b) activar el primer material laminado estirando en incrementos en por lo menos una dirección paravolver el primer material laminado estirable de forma elástica;
c) estirar el primer material laminado activado un 10-200 % en por lo menos una dirección; y
d) laminar el primer material laminado estirado en un segundo velo no tejido no elástico .
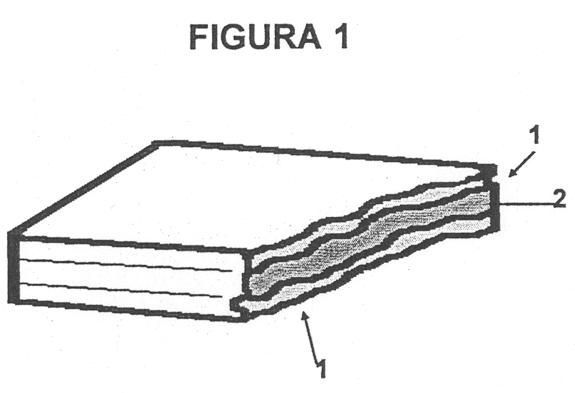
SECCIÓN HÍBRIDA BASE CEMENTO PREFABRICADA Y PROCEDIMIENTO PARA SU FABRICACIÓN.
(27/12/2012). Solicitante/s: CONSEJO SUPERIOR DE INVESTIGACIONES CIENTIFICAS (CSIC). Inventor/es: RIO SUAREZ,OLGA ISABEL.
Comprende una estructura multicapa especialmente indicado para obras de sostenimiento (túneles, muros pantalla, muros de sótano, etc.), fabricada a partir de la superposición de al menos dos capas de CBC (cement based composites) compatibles y con propiedades mecánicas diferenciadas que permiten resolver una función específica, (aislante frente al fuego, mayor resistencia frente a impactos, impermeabilidad, etc.) o si así se requiere funciones combinadas. Estas capas (2, 3 y 4) de hormigón son moldeadas y unidas en una sola fase y en cualquier caso sin usar capas de adherencia adicionales, teniendo al menos una de estas capas (2, 3 ó 4) funciones estructurales. La presente invención tiene como ventaja principal la sinergia que se consigue al utilizar capas (2, 3 y 4) de CBC con propiedades mecánicas diferenciadas, trabajando de la forma en que resulten más aptas, y poder contar así con elementos estructurales mucho más eficientes.
PROCESO DE COMPACTACIÓN DE UNA PIEZA DE MATERIALES COMPUESTOS.
(22/11/2012) Proceso de compactación de una pieza de materiales compuestos.
Comprende aplicar un desmoldeante sobre un útil de compactación, realizar su curado y aplicar una capa con propiedades adhesivas sobre el desmoldeante. Se caracteriza porque además comprende extender a lo largo de la capa una manta aireadora con dimensiones superiores a la capa de adhesivo , extender una membrana con propiedades elásticas en toda la superficie del útil aplicando el vacío a la membrana para compactar la capa de adhesivo.
Este proceso reduce el número de fases que se requieren para efectuar la compactación y evita la generación de materiales de desecho reduciendo el coste del proceso.
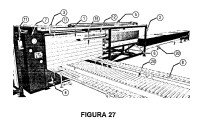
MÁQUINA UNIVERSAL PARA LA FABRICACIÓN DE PANELES TIPO SANDWICH (SIP).
(09/08/2012). Ver ilustración. Solicitante/s: BENITEZ PEREZ, Manuel. Inventor/es: BENITEZ PEREZ,Manuel.
Máquina universal para la fabricación de paneles tipo SIP (Sandwich Insulation Panels o Paneles Aislados tipo Sandwich), formados por un núcleo en forma de plancha y láminas de revestimiento , de variadas dimensiones y espesores. La máquina está diseñada para la producción de los más variados tipos y dimensiones de paneles , mediante la colocación de diversos topes de posicionamiento . El proceso de producción se puede llevar a cabo de forma mecanizada o totalmente automatizada, siguiendo el principio de "proceso de conformación simultánea de piezas, acumulado y entrega de los pallets de paneles como producto final".
Instalación para el acabado en continuo de materiales de cubrimiento de paneles o molduras.
(01/08/2012) Instalación para el acabado en continuo de materiales de cubrimiento de paneles o molduras, del tipo demateriales formados por un elemento laminar sobre cuya superficie se aplica un tratamiento de decoración y/o deprotección, la instalación comprende un recorrido de paso en continuo del material laminar a procesar, através de una serie de etapas operativas de tratamiento de la superficie de dicho material laminar , desde unaetapa de alimentación del material laminar a procesar, hasta una etapa de recogida del material terminado, transcurriendo por unos tratamientos sucesivos de la superficie del material laminar…
SECCION HIBRIDA BASE CEMENTO PREFABRICADA Y PROCEDIMIENTO PARA SU FABRICACION.
(11/08/2011) Sección híbrida base cemento prefabricada y procedimiento para su fabricación.Comprende una estructura multicapa especialmente indicado para obras de sostenimiento (túneles, muros pantalla, muros de sótano, etc.), fabricada a partir de la superposioión de al menos dos capas de CBC (cement based composites) compatibles y con propiedades mecánicas diferenciadas que permiten resolver una función específica, (aislante frente al fuego, mayor resistencia frente a impactos, impermeabilidad, etc.) o si así se requiere funciones combinadas. Estas capas (2, 3 y 4) de hormigón son moldeadas y unidas en una sola fase y en cualquier caso…
INSTALACION PARA EL ACABADO EN CONTINUO DE MATERIALES DE CUBRIMIENTO DE PANELES O MOLDURAS.
(15/07/2010) Instalación para el acabado en continuo de materiales de cubrimiento de paneles o molduras, formada por una sucesión de etapas que determinan un recorrido de paso en continuo del material laminar a procesar, desde una etapa de alimentación de dicho material laminar , hasta una etapa de recogida del material terminado, transcurriendo por un tratamiento sucesivo de la superficie del material laminar , que comprende una etapa de tintado de la superficie, una etapa de impresión sobre la superficie tintada, y una etapa de aplicación de un cubrimiento protector sobre la superficie impresa
METODO PARA LAMINAR CAPAS DE PAPEL TISU UNIDO POR CAPAS.
(24/05/2010) Método para fabricar un papel tisú multi-capa laminando al menos dos capas intermedias de las cuales al menos una de las capas intermedias es una banda de papel tisú unida por capas con lo que una primera capa intermedia (A) que comprende al menos dos bandas de papel tisú , que están unidas por capas mediante pegamento frío, aplicándose el pegamento frío con un medio de aplicación de pegamento estructurado que tiene un área superficial de presión entre el 2% y el 50%, preferiblemente entre el 5% y el 30% y más preferiblemente entre el 8% y el 20% del área superficial total de la banda de papel tisú; y una segunda capa intermedia (B) que comprende al menos una banda de papel tisú ; aplicándose loción (L) en un lado de al menos una de las capas intermedias; después de lo cual las capas…
MAQUINA PARA ENCOLAR EN VARIAS CAPAS PELICULAS HECHAS DE DISTINTOS MATERIALES Y EL CORRESPONDIENTE METODO.
(28/01/2010) Máquina que es para encolar una pluralidad de capas de película hechas de distintos materiales y es de la clase que comprende medios destinados a aportar una serie de películas a encolar, grupos extendedores a los que se puede hacer funcionar por separado unos de otros para aplicar una capa de adhesivo a una película en movimiento y medios de presión aptos para presionar las películas unas contra otras para unir por encolado dichas películas; caracterizada por el hecho de que incluye:
un tambor central ordinario al cual son dirigidas dichas películas en sucesión de forma tal que se deslizan a lo largo de al menos una parte de la superficie de dicho tambor, estando dicho tambor central asociado…
MATERIAL RESULTANTE DE LA IMPLANTACION DE SILICONA SOBRE UNA BASE DE ORIGEN CELULOSICA Y SU PROCEDIMIENTO DE ELABORACION.
(01/07/2008). Ver ilustración. Solicitante/s: NUEVAS INVESTIGACIONES MAQUINARIA, S.L. Inventor/es: SERRA GALLEGO,RUBEN, JOVE RIBALAIGA,JORDI.
El objeto de esta invención es el material resultante de la implantación de silicona sobre una base de origen celulósica y su procedimiento de elaboración, que se concreta en una película de silicona aplicada sobre un alma o base de celulosa natural o sintética, siendo esta base de celulosa el cuerpo central o intermedio del nuevo material y la silicona el recubrimiento exterior de la misma en todo su perímetro, variando este material en función del grosor y/o del gramaje de la base de celulosa y el grosor de la capa de silicona. El porcentaje de recubrimiento de silicona puede establecerse, aproximadamente, entre 20 y 60 gramos por metro cuadrado de material celulósico por cara. El proceso de aplicación puede realizarse por inmersión o por pistola, si se trata de celulosa aspirada o por pistola o impresión/impregnación si la celulosa se encuentra en láminas ya conformadas.
{kind=link}
{kind=link}