Dispositivo y método para la reducción suave de productos metálicos de sección circular.
(15/07/2020). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Inventor/es: POLONI, ALFREDO, FORNASIER,MARCELLINO, COMAND,DANIELE, SGRO',ANTONIO, CESTARI,LUCA.
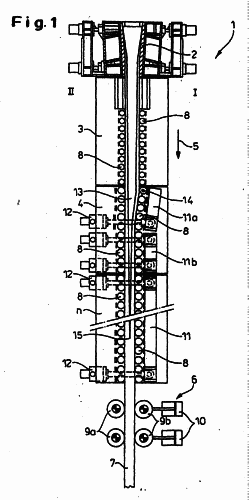
Dispositivo de reducción suave de un producto de colada hecho de metal con una sección circular que presenta un núcleo líquido o parcialmente líquido, para reducir el espesor de dicho producto de colada, procedente de una máquina de colada continua, al mismo tiempo que se mantiene la sección circular, comprendiendo el dispositivo al menos dos unidades de reducción suave , donde dichas al menos dos unidades de reducción suave se disponen en serie, donde cada unidad de reducción suave está provista de un grupo de solo tres rodillos dispuestos a 120° entre sí, y donde el grupo de tres rodillos de una unidad de reducción suave está desviado en un ángulo predeterminado con respecto al grupo de tres rodillos de una unidad de reducción suave adyacente.
PDF original: ES-2823303_T3.pdf
{kind=link}
{kind=link}