Dispositivo para producir un fleje metálico mediante colada continua.
Dispositivo para producir un fleje metálico (1) mediante colada continua,
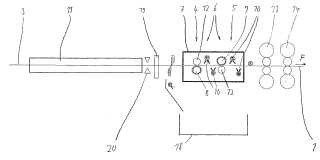
con una máquina de colar (2) en la que se funde un desbaste (3), en donde en la dirección de alimentación (F) del desbaste (3) detrás de la máquina de colar (2) está dispuesta al menos una fresadora (4), en la que puede quitarse por fresado al menos una superficie del desbaste (3), y en donde en la dirección de alimentación (F) del desbaste (3) detrás de la máquina 5 de colar (3) está dispuesta al menos una instalación de descascarillado (5), caracterizado porque la fresadora (4) y la instalación de descascarillado (5) están configuradas por medio de esto como una unidad integral (6), y porque la fresadora (4) y la instalación de descascarillado (5) están dispuestas en una carcasa (7) común directamente una detrás de la otra.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/004578.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: SEIDEL, JURGEN, SUDAU, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
PDF original: ES-2376763_T3.pdf
Fragmento de la descripción:
Dispositivo para producir un fleje metálico mediante colada continua La invención se refiere a un dispositivo para producir un fleje metálico mediante colada continua, con una máquina de colar en la que se funde un desbaste, de forma preferida un desbaste fino, en donde en la dirección de alimentación del desbaste detrás de la máquina de colar está dispuesta al menos una fresadora, en la que puede quitarse por fresado al menos una superficie del desbaste, de forma preferida dos superficies mutuamente opuestas, y en donde en la dirección de alimentación del desbaste detrás de la máquina de colar está dispuesta al menos una instalación de descascarillado.
En el caso de la colada continua de desbastes en una instalación de colada continua pueden producirse errores superficiales, como por ejemplo marcas de oscilación, errores de polvo de colada o grietas superficiales que discurran longitudinal o transvesalmente. Estos se producen con máquinas de colar convencionales y de desbaste fino. Según la finalidad aplicativa del fleje acabado se flamean por lo tanto, en parte, los desbastes convencionales. Ciertos desbastes se flamean en general por deseo del cliente. Con ello aumentan continuamente los requisitos impuestos a la calidad superficial de las instalaciones de desbaste fino.
Para el tratamiento superficial puede usarse el flameado, el rectificado o el fresado.
El flameado tiene el inconveniente de que el material fundido, como consecuencia del elevado contenido en oxígeno, no puede refundirse de nuevo sin tratamiento. Durante el rectificado se mezclan fragmentos metálicos con el polvo de la muela abrasiva, de tal modo que es necesario evacuar el desgaste. Ambos procedimientos son difícilmente adaptables a la velocidad de transporte dada.
Por ello es favorable un tratamiento superficial mediante fresado. Las virutas de fresado calientes se reúnen con ello y pueden empaquetarse y refundirse de nuevo sin problemas sin tratamiento, y así sumarse de nuevo al proceso de producción. Asimismo puede ajustarse fácilmente el número de revoluciones de la fresadora a la velocidad de transporte (velocidad de colada, velocidad de arrastre del tren de acabado) . El dispositivo del objeto de la invención, de la clase citada al comienzo, se adapta al fresado.
Un dispositivo para producir un fleje metálico mediante colada continua, en el que se usa una fresadora para quitar por fresado la superficie del desbaste, se conoce por ejemplo del documento CH 584 085 y del documento DE 199 50 886 A1.
Una instalación similar se da también a conocer en el documento DE 71 11 221 U1. Este documento muestra la mecanización de flejes de aluminio mediante el aprovechamiento del calor de colada, en el que se une la máquina a la instalación de colada.
En el documento De 41 18 960 se utiliza, además del tratamiento superficial mecánico (fresado en caliente, cepillado, etc.) , una instalación de descascarillado por agua a presión para la creación de productos laminados de alto valor, que está dispuesta distanciada espacialmente con respecto al tratamiento superficial mecánico en la línea de mecanización.
En el documento WO 01/87509 se describe un procedimiento para eliminar los óxidos de la superficie de varillas de cobre laminadas en caliente. En la instalación se encuentra igualmente una fresadora de aristas y un tramo de descascarillado, que están distanciados entre sí espacialmente.
El documento EP 1 097 764 describe un procedimiento para el tratamiento superficial de un producto de acero colado de forma continua. Para eliminar errores superficiales, impurezas superficiales, etc. se usan entre otras también una máquina de tratamiento superficial y una instalación de descascarillado separada espacialmente de ésta.
Ya se ha propuesto también un erosionado en línea de la superficie de un desbaste fino (flameado, fresado, etc.) justo delante de un tren de laminación por el lado superior e inferior, o bien sólo por un lado, para lo que se hace referencia al documento EP 1 093 866 A2.
Otra configuración de una fresadora de superficie se muestra en el documento DE 197 17 200 A1. Aquí se describe entre otras cosas la posibilidad de modificación del contorno de fresado de la instalación de fresado, que está dispuesta detrás de la instalación de colada continua o delante de un tren de laminación.
Otra disposición de una fresadora en línea en un tren convencional de fleje en caliente, para la mecanización de un fleje previo, y su configuración se proponen en los documentos EP 0 790 093 B1, EP 1 213 076 B1 y EP 1 213 077 B1. Mediante el tratamiento superficial de los desbastes finos en una llamada instalación CSP se pretende extraer
en la línea de mecanización (“en línea”) , con independencia de los errores superficiales detectados, aproximadamente 0, 1 – 2, 5 mm de la superficie de desbaste caliente por uno o ambos lados. Para no reducir excesivamente el rendimiento es recomendable un desbaste lo más grueso posible (H = 60 – 120 mm) .
La fresadora en línea no se usa normalmente para todos los productos de un programa de laminación, sino sólo para aquellos a los que se imponen mayores requisitos superficiales. Esto es ventajoso por motivos de rendimiento y reduce el desgaste de la fresadora, y por ello es conveniente.
La fresadora en línea necesita espacio constructivo. Es negativa la pérdida de temperatura de desbaste en la región de la máquina. Esto es válido para el uso después de la máquina de colar, ya que la velocidad de colada (flujo de masa) es normalmente reducida. Pero también delante del tren de acabado supone un inconveniente la pérdida de temperatura porque, en especial con un fleje más fino, se busca una alta temperatura de laminación final con una velocidad de salida de fleje aceptable desde el tren de acabado.
Por ello la presente invención se ha impuesto la tarea de mejorar un dispositivo para producir un fleje metálico mediante colada continua, con el uso de una fresadora, de tal modo que se haga posible una mecanización de desbaste óptima incluso en el caso de diferentes requisitos de técnica de procedimiento. En especial se pretende mantener reducidas las pérdidas de temperatura durante el tratamiento o la mecanización del desbaste.
La solución de esta tarea mediante la invención está caracterizada por medio de que la fresadora y la instalación de descascarillado estén configuradas como una unidad integral.
Con ello la fresadora y la instalación de descascarillado están alojadas de forma preferida en una carcasa común.
La fresadora puede comprender dos fresas. La instalación de descascarillado comprende de forma preferida toberas de alta presión para fluido de descascarillado. Evidentemente son concebibles también otras clases de elementos de descascarillado, que son conocidos por sí mismos en el estado de la técnica (por ejemplo elementos de descascarillado por ultrasonidos) .
Un perfeccionamiento prevé que estén dispuestas varias toberas de alta presión a lo largo de la dirección de alimentación en la instalación de fresado y descascarillado.
Asimismo puede estar previsto que en la dirección de alimentación, delante de la instalación de fresado y descascarillado, esté dispuesto un horno. Para la mecanización del lado superior y del lado inferior del desbaste puede estar dispuesta en cada caso una fresa. Las dos fresas pueden estar dispuestas distanciadas entre sí en la dirección de alimentación. Asimismo puede estar previsto que cada fresa coopere con un rodillo de apoyo dispuesto en el otro lado del desbaste.
En la dirección de alimentación, detrás de la instalación de fresado y descascarillado está dispuesta (o) casi siempre una caja de laminación o un tren de laminación.
El dispositivo está configurado de forma preferida de tal modo que pueden utilizarse dos diferentes modos de trabajo. Según una primera posibilidad está previsto que el dispositivo esté configurado de tal modo que la instalación de descascarillado y la fresadora puedan usarse a elección alternativamente. Una alternativa prevé que el dispositivo esté configurado de tal modo que la instalación de descascarillado y la fresadora puedan funcionar al mismo tiempo.
Por lo tanto pueden activarse al mismo tiempo la instalación de descascarillado y la fresadora. Sin embargo, para generar una elevada temperatura de entrada en el tren de laminación se... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para producir un fleje metálico (1) mediante colada continua, con una máquina de colar (2) en la que se funde un desbaste (3) , en donde en la dirección de alimentación (F) del desbaste (3) detrás de la máquina de colar (2) está dispuesta al menos una fresadora (4) , en la que puede quitarse por fresado al menos una superficie del desbaste (3) , y en donde en la dirección de alimentación (F) del desbaste (3) detrás de la máquina de colar (3) está dispuesta al menos una instalación de descascarillado (5) , caracterizado porque la fresadora (4) y la instalación de descascarillado (5) están configuradas por medio de esto como una unidad integral (6) , y porque la fresadora (4) y la instalación de descascarillado (5) están dispuestas en una carcasa (7) común directamente una detrás de la otra.
3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque la instalación de descascarillado (5) comprende tobera de alta presión (10) para fluido de descascarillado. 4. Dispositivo según la reivindicación 3, caracterizado porque están dispuestas varias toberas de alta presión (10) a lo largo de la dirección de transporte (F) en la instalación de fresado y descascarillado (6) . 6. Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque para la mecanización del lado superior y del lado inferior del desbaste (3) está dispuesta en cada caso una fresa (8, 9) . 7. Dispositivo según la reivindicación 6, caracterizado porque las dos fresas (8, 9) están dispuestas distanciadas 20 entre sí en la dirección de alimentación (F) . 8. Dispositivo según la reivindicación 7, caracterizado porque cada fresa (8, 9) coopera con un rodillo de apoyo (12) dispuesto en el otro lado del desbaste (3) . 9. Dispositivo según una de las reivindicaciones 1 a 8, caracterizado porque en la dirección de alimentación (F) , detrás de la instalación de fresado y descascarillado (6) , está dispuesta (o) una caja de laminación o un tren de 25 laminación (13, 14) . 10. Dispositivo según una de las reivindicaciones 1 a 9, caracterizado porque está configurada de tal modo, que la instalación de descascarillado (6) y la fresadora (4) pueden funcionar a elección alternativamente. 11. Dispositivo según una de las reivindicaciones 1 a 9, caracterizado porque el mismo está configurado de tal modo que la instalación de descascarillado (6) y la fresadora (4) pueden funcionar al mismo tiempo. 10 2. Dispositivo según la reivindicación 1, caracterizado porque la fresadora (4) comprende dos fresas (8, 9) .
15 5. Dispositivo según una de las reivindicaciones 1 a 4, caracterizado porque en la dirección de alimentación (F) está dispuesto un horno (11) delante de la instalación de fresado y descascarillado (6) .
Patentes similares o relacionadas:
Dispositivo y método para la reducción suave de productos metálicos de sección circular, del 15 de Julio de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de reducción suave de un producto de colada hecho de metal con una sección circular que presenta un núcleo líquido o parcialmente […]
Procedimiento y dispositivo de colada continua de láminas finas, del 4 de Septiembre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento de colada continua de láminas finas, que presenta los siguientes pasos de procedimiento: - suministrar un metal fundido a una lingotera […]
Procedimiento y aparato para la fabricación de productos metálicos largos en una colada continua, del 4 de Septiembre de 2019, de Primetals Technologies Germany GmbH: Procedimiento para la fabricación de un producto metálico largo en una planta de colada continua, en el que dicho producto sigue […]
Método para fabricar una palanquilla redonda de aleación alta con contenido de níquel que tiene calidad interna mejorada, del 10 de Abril de 2019, de NIPPON STEEL CORPORATION: Un método para fabricar una palanquilla redonda de aleación alta que contiene níquel, el método comprende los pasos de: fundir de manera continua […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Método para producir un acero TWIP laminado en caliente y un producto de acero TWIP producido de ese modo, del 22 de Marzo de 2019, de Tata Steel IJmuiden BV: Método para la fabricación de una banda de acero TWIP, mediante el cual el acero fundido que tiene una composición que comprende 0,05-0,78 % de C, 11 a 23 % de […]
Equipo de colada y método de colada utilizando mismo, del 12 de Diciembre de 2018, de POSCO: Una instalación de colada que comprende: una unidad (1a) de colada que comprende una unidad de alojamiento configurada para acomodar […]
Vibrador de martilleo en colada continua, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una máquina de colada continua para la colada continua de un metal en la que se instala un equipo para la reducción suave continua mediante unos rodillos de arrastre […]