Dispositivo para rectificar un producto de colada continua.
Dispositivo para rectificar un producto de colada continua (1),
en particular un desbaste plano, presentando elproducto de colada continua (1) un contorno rectangular en la sección transversal con dos lados largos opuestos (2,3) y dos lados cortos opuestos (4, 5), presentando el dispositivo un dispositivo de rectificación (10) con al menos unaherramienta de rectificación (7) para rectificar al menos un lado largo (2, 3) del producto de colada continua (1),comprendiendo el dispositivo de rectificación (10) un brazo de sujeción (11) que puede pivotar en un eje de pivotado(12) en un elemento de soporte (13) del dispositivo de rectificación (10), estando dispuesta la herramienta derectificación (7) en un lugar, separado del eje de pivotado (12), del brazo de sujeción (11) y estando dispuesto demanera eficaz un actuador (14) entre el elemento de soporte (13) y el brazo de sujeción (11) para pivotar el brazo desujeción (11) relativamente respecto al elemento de soporte (13), caracterizado por que el actuador (14) estácompuesto de dos actuadores parciales (14', 14") conectados en serie, estando configurado uno de los actuadoresparciales (14') como elemento controlable o regulable respecto a su recorrido de ajuste (s) y/o su fuerza de ajuste yestando configurado el otro actuador parcial (14") como un elemento que sólo se puede situar en dos posicionesextremas, ocupando este otro actuador parcial (14") una primera posición para rectificar un lado largo (2) delproducto de colada continua (1) con el pistón recogido y una segunda posición para rectificar un lado corto (4) delproducto de colada continua (1) con el pistón extendido.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/001729.
Solicitante: SMS Logistiksysteme GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Obere Industriestraße 8 57250 Netphen ALEMANIA.
Inventor/es: SCHILLER, GUNTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B45/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 45/00 Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores, adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00). › para desincrustar, p. ej. descalaminado.
- B22D11/12 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
- B24B27/04 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 27/00 Otras máquinas o dispositivos para el trabajo con muela. › Máquinas o dispositivos para trabajar con muela en los que la herramienta de trabajo está soportada por un balancín.
- B24B7/00 B24B […] › Máquinas o dispositivos para trabajar con muela superficies planas de trabajo que incluyen el pulido de superficies planas de vidrio; Accesorios a este efecto (B24B 21/00 tiene prioridad; acabado de superficies de trabajo planas B24B 33/055).
PDF original: ES-2409945_T3.pdf
Fragmento de la descripción:
Dispositivo para rectificar un producto de colada continua La invención se refiere a un dispositivo para rectificar un producto de colada continua, en particular un desbaste plano, presentando el producto de colada continua un contorno rectangular en la sección transversal con dos lados largos opuestos y dos lados cortos opuestos, presentando el dispositivo un dispositivo de rectificación con al menos una herramienta de rectificación para rectificar al menos un lado largo del producto de colada continua, comprendiendo el dispositivo de rectificación un brazo de sujeción que puede pivotar en un eje de pivotado en un elemento de soporte del dispositivo de rectificación, estando dispuesta la herramienta de rectificación en un lugar, separado del eje de pivotado, del brazo de sujeción y estando dispuesto de manera eficaz un actuador entre el elemento de soporte y el brazo de sujeción para pivotar el brazo de sujeción relativamente respecto al elemento de soporte.
Los productos obtenidos por colada continua, en particular los desbastes planos, se someten en la mayoría de los casos a un mecanizado superficial por rectificación después de la colada continua a fin de obtener una calidad suficiente durante el procesamiento subsiguiente del producto. Cuando se rectifican los desbastes planos obtenidos por colada continua, el desbaste plano se mueve en vaivén, usualmente con un movimiento reversible, en dirección longitudinal por debajo de un dispositivo de rectificación (unidad de rectificación) . Al finalizar cada movimiento reversible, el dispositivo de rectificación ejecuta un movimiento gradual de avance transversal hasta quedar rectificada toda la superficie del desbaste plano.
Durante la rectificación, el desbaste plano se sitúa horizontalmente por su lado largo o su lado ancho sobre una mesa de rectificación.
Un dispositivo de rectificación del tipo mencionado al inicio es conocido por el documento EP0109687A2. Para rectificar el lado largo y el lado corto del producto de colada continua, el brazo portante con la herramienta de rectificación accionada está unido, por una parte, a un actuador pivotante que está montado sobre el nivel cero de la planta y, por la otra parte, a un brazo pivotante previsto con una disposición en paralelogramo respecto al actuador. En el brazo pivotante engrana otro actuador por separado que está montado de manera móvil y apoyado sobre el nivel cero de la planta.
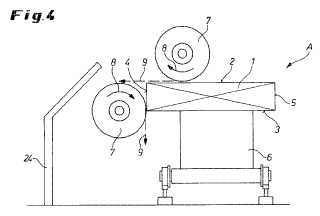
Las figuras 1 a 3 muestran otro dispositivo ya conocido para la rectificación de desbastes planos, que es similar al descrito en el documento EP0053274A1.
En el dispositivo según la figura 1 se ejecuta la llamada rectificación HP (rectificación a alta presión, high pressure) del desbaste plano 1. El dispositivo tiene una mesa de rectificación 6, así como un dispositivo de rectificación 21 en forma de una unidad principal con motor de accionamiento y muela de rectificación 7. El desbaste plano 1 tiene de manera conocida dos lados largos 2 y 3 (lados anchos) y dos lados cortos 4 y 5 (lados estrechos) y descansa con uno de sus lados largos 3 sobre la mesa de rectificación 6. Cuando se rectifica el lado superior del desbaste plano, la mesa de rectificación 6 se mueve de manera reversible por debajo del dispositivo de rectificación 21 en dirección perpendicular al plano del dibujo. La muela de rectificación 7 se presiona contra el lado superior del desbaste plano 1 mediante un cilindro de presión de rectificación 14’. El desbaste plano 1 se mueve entonces en vaivén en dirección longitudinal mediante la mesa de rectificación 6 relativamente respecto al dispositivo de rectificación 21. Con cada movimiento reversible, el dispositivo de rectificación 21 ejecuta un movimiento gradual de avance transversal mediante un cilindro de avance 22, hasta quedar rectificado el lado superior del desbaste plano.
En dependencia de los requerimientos de calidad, es necesario rectificar también, además de los lados largos de desbaste plano 2, 3, los lados cortos de desbaste plano 4, 5. Por tanto, además del dispositivo de rectificación 21, o sea, la unidad principal para rectificar el lado largo 2, 3 del desbaste plano 1, hay también un segundo dispositivo de rectificación 23 en forma de una unidad secundaria que se usa para rectificar los lados cortos 4, 5 del desbaste plano 1. En este caso se dispone también de una muela de rectificación 7.
Después que la unidad principal 21 ha rectificado el lado largo 2, situado arriba, del desbaste plano 1, se rectifica un lado corto 5 del desbaste plano 1 mediante la unidad secundaria 23.
En las figuras 2 ó 3 está representada la unidad principal 21 o la unidad secundaria 23, estando indicado también el movimiento de la muela de rectificación 7 durante la rectificación, es decir, el respectivo avance mediante las unidades 21, 23, de tal modo que la muela de rectificación con el husillo portamuela está esbozada en dos posiciones distintas en cada caso. El coste asociado a la instalación adicional de una unidad secundaria es relativamente alto.
Asimismo, existe el problema de que se puede producir una acumulación considerable de virutas de rectificación en el dispositivo si no se controla óptimamente el desprendimiento de virutas durante la rectificación. Por tanto, las soluciones ya conocidas requieren un coste de mantenimiento relativamente alto.
Por consiguiente, la invención tiene el objetivo de crear un dispositivo de tipo genérico que posibilite el mecanizado del producto de colada continua con otros medios y una calidad de fabricación alta. Se debe lograr también una rectificación eficiente y rápida del producto de colada continua, de manera que el mecanizado por rectificación pueda resultar económico. Se desea además diseñar el dispositivo de manera que permita una evacuación mejorada de las virutas de rectificación. Esto debe reducir en particular la acumulación de virutas en el dispositivo.
Este objetivo se consigue según la invención mediante las características indicadas en la parte caracterizadora de la reivindicación independiente.
Además del lado largo, preferentemente sólo un único lado corto se somete al mecanizado superficial en la posición de mecanizado durante un proceso de rectificación progresivo. La dirección de giro de la herramienta de rectificación se mantiene igual con especial preferencia al mecanizarse el lado largo y el lado corto, lo que provoca ventajosamente una evacuación de las virutas. La dirección de giro de la herramienta de rectificación durante el mecanizado superficial del lado largo y el lado corto se selecciona ventajosamente de manera que el desprendimiento de las virutas queda dirigido en horizontal respecto al lateral o en vertical hacia abajo al mecanizarse la superficie.
El lado largo del producto de colada continua tiene casi siempre al menos el doble de longitud que el lado corto del producto de colada continua y en el caso de desbastes planos es igual a un múltiplo de éste.
Al menos uno de los actuadores parciales, con preferencia ambos actuadores parciales están diseñados preferentemente como sistemas hidráulicos o neumáticos de pistón y cilindro. La herramienta de rectificación está dispuesta preferentemente en el extremo del brazo de sujeción que se encuentra separado del eje de pivotado. El actuador engrana de manera ventajosa en el brazo de sujeción cerca de la herramienta de rectificación.
Una parte de la circunferencia de la herramienta de rectificación se puede tapar con una cubierta de protección, estando montada la cubierta de protección de manera giratoria alrededor de un eje de giro paralelo al eje de giro de la herramienta de rectificación. Entre un punto de la circunferencia de la cubierta de protección y el brazo de sujeción puede estar dispuesto eficazmente un actuador. Este actuador está diseñado preferentemente como sistema neumático o hidráulico de pistón y cilindro. La cubierta de protección puede estar dispuesta en un brazo pivotante, estando montado el brazo pivotante en el brazo de sujeción y pudiéndose pivotar alrededor de un eje de pivotado que se encuentra en paralelo al eje de giro de la herramienta de rectificación y separado de éste. En este sentido se puede prever la disposición eficaz de un actuador entre el brazo pivotante y el brazo de sujeción para pivotar el brazo pivotante relativamente respecto al brazo de sujeción, lo que simplifica el cambio de la muela de rectificación.
La propuesta según la invención permite obtener un producto de alta calidad, pudiéndose prescindir además de una unidad de rectificación por separado, es decir, la unidad secundaria para rectificar el lado corto, así como de otro actuador por separado.
El dispositivo de rectificación,... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para rectificar un producto de colada continua (1) , en particular un desbaste plano, presentando el producto de colada continua (1) un contorno rectangular en la sección transversal con dos lados largos opuestos (2, 3) y dos lados cortos opuestos (4, 5) , presentando el dispositivo un dispositivo de rectificación (10) con al menos una herramienta de rectificación (7) para rectificar al menos un lado largo (2, 3) del producto de colada continua (1) , comprendiendo el dispositivo de rectificación (10) un brazo de sujeción (11) que puede pivotar en un eje de pivotado (12) en un elemento de soporte (13) del dispositivo de rectificación (10) , estando dispuesta la herramienta de rectificación (7) en un lugar, separado del eje de pivotado (12) , del brazo de sujeción (11) y estando dispuesto de manera eficaz un actuador (14) entre el elemento de soporte (13) y el brazo de sujeción (11) para pivotar el brazo de sujeción (11) relativamente respecto al elemento de soporte (13) , caracterizado por que el actuador (14) está compuesto de dos actuadores parciales (14´, 14”) conectados en serie, estando configurado uno de los actuadores parciales (14´) como elemento controlable o regulable respecto a su recorrido de ajuste (s) y/o su fuerza de ajuste y estando configurado el otro actuador parcial (14”) como un elemento que sólo se puede situar en dos posiciones extremas, ocupando este otro actuador parcial (14”) una primera posición para rectificar un lado largo (2) del producto de colada continua (1) con el pistón recogido y una segunda posición para rectificar un lado corto (4) del producto de colada continua (1) con el pistón extendido.
2. Dispositivo según la reivindicación 1, caracterizado por que al menos uno de los actuadores parciales (14´, 14”) , con preferencia ambos actuadores parciales (14´, 14”) , están diseñados preferentemente como sistemas hidráulicos o neumáticos de pistón y cilindro.
3. Dispositivo según la reivindicación 1 ó 2, caracterizado por que la herramienta de rectificación (7) está dispuesta en el extremo del brazo de sujeción (11) , que está separado del eje de pivotado (12) .
4. Dispositivo según una de las reivindicaciones 1 a 3, caracterizado por que el actuador (14) engrana cerca de la herramienta de rectificación (7) en el brazo de sujeción (11) .
5. Dispositivo según una de las reivindicaciones 1 a 4, caracterizado por que una parte de la circunferencia de la herramienta de rectificación (7) se tapa con una cubierta de protección (15) , estando montada la cubierta de protección (15) de manera giratoria alrededor de un eje de giro (16) paralelo al eje de giro (17) de la herramienta de rectificación (7) .
6. Dispositivo según la reivindicación 5, caracterizado por que entre un punto de la circunferencia de la cubierta de protección (15) y el brazo de sujeción (11) está dispuesto eficazmente un actuador (18) .
7. Dispositivo según la reivindicación 6, caracterizado por que el actuador (18) está diseñado como sistema neumático o hidráulico de pistón y cilindro.
8. Dispositivo según una de las reivindicaciones 5 a 7, caracterizado por que la cubierta de protección (15) está dispuesta en un brazo pivotante (19) , estando montado el brazo pivotante (19) en el brazo de sujeción (11) y pudiéndose pivotar alrededor de un eje de pivotado (20) paralelo al eje de giro (17) de la herramienta de rectificación
(7) y separado de éste.
9. Dispositivo según la reivindicación 8, caracterizado por que un actuador está dispuesto eficazmente entre el brazo pivotante (19) y el brazo de sujeción (11) para pivotar el brazo pivotante (19) con respecto al brazo de sujeción (11) .
Patentes similares o relacionadas:
Dispositivo y método para la reducción suave de productos metálicos de sección circular, del 15 de Julio de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de reducción suave de un producto de colada hecho de metal con una sección circular que presenta un núcleo líquido o parcialmente […]
Procedimiento y aparato para la fabricación de productos metálicos largos en una colada continua, del 4 de Septiembre de 2019, de Primetals Technologies Germany GmbH: Procedimiento para la fabricación de un producto metálico largo en una planta de colada continua, en el que dicho producto sigue […]
Procedimiento y dispositivo de colada continua de láminas finas, del 4 de Septiembre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento de colada continua de láminas finas, que presenta los siguientes pasos de procedimiento: - suministrar un metal fundido a una lingotera […]
Método para fabricar una palanquilla redonda de aleación alta con contenido de níquel que tiene calidad interna mejorada, del 10 de Abril de 2019, de NIPPON STEEL CORPORATION: Un método para fabricar una palanquilla redonda de aleación alta que contiene níquel, el método comprende los pasos de: fundir de manera continua […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Método para producir un acero TWIP laminado en caliente y un producto de acero TWIP producido de ese modo, del 22 de Marzo de 2019, de Tata Steel IJmuiden BV: Método para la fabricación de una banda de acero TWIP, mediante el cual el acero fundido que tiene una composición que comprende 0,05-0,78 % de C, 11 a 23 % de […]
Equipo de colada y método de colada utilizando mismo, del 12 de Diciembre de 2018, de POSCO: Una instalación de colada que comprende: una unidad (1a) de colada que comprende una unidad de alojamiento configurada para acomodar […]
Vibrador de martilleo en colada continua, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una máquina de colada continua para la colada continua de un metal en la que se instala un equipo para la reducción suave continua mediante unos rodillos de arrastre […]