Procedimiento para la producción de bandas metálicas laminadas en caliente , en particular de bandas de acero con una gran cantidad de superficie.
Procedimiento para la producción de bandas metálicas laminadas en caliente,
en particular de bandas de acero(7) con una gran calidad de superficie a partir de desbastes o desbastes delgados planos (2, 2a) colados en unprocedimiento de colada continua con ayuda de una coquilla de colada continua oscilante por vía hidráulica, que sedescascarillan en su superficie de barra (2c), se calientan a la temperatura de laminación y se acaban de laminar enun tren laminador de bandas en caliente (6) de varias cajas con espesores de banda reducidos, en el que la barracolada (2a), después de su salida de un guiado de barra (3), antes de la entrada en un horno de igualación térmica(4) y/o después de la salida de un horno de igualación térmica (4) y la entrada en el tren laminador de bandas encaliente (6) es pulverizada en una o en las dos superficies de barra (2c) mediante varias toberas rotativas (15), delas que un líquido a presión (19) es pulverizado de forma repetida sobre el mismo punto de la superficie con una altapresión de solicitación, es liberada de cascarilla y / o polvo de colada y las marcas de oscilación se limpian enprofundidad, caracterizado porque la coquilla de colada continua (9) que oscila por vía hidráulica es desplazada envarias curvas de oscilación (16, 17, 18) diferentes, obteniéndose dichas curvas de oscilación (16, 17, 18) mediantedistintas carreras de la coquilla, distintas velocidades de colada, distintas velocidades de avance de la coquilla en lacarrera descendente y distintas formas de curva y porque la limpieza en profundidad de las marcas de oscilación serealiza mediante el ajuste del curso de oscilación determinado para cada material colado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/012459.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: HENNING, WOLFGANG, GAYDOUL, JURGEN, BILGEN,CHRISTIAN, BOCHER,TILMANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B45/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 45/00 Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores, adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00). › hidráulicamente.
- B22D11/053 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › Medios para hacer oscilar los moldes.
- B22D11/12 B22D 11/00 […] › Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
PDF original: ES-2389860_T3.pdf
Fragmento de la descripción:
Procedimiento para la produccion de bandas metalicas laminadas en caliente, en particular de bandas de acero con una gran calidad de superficie
La invencion se refiere a un procedimiento para la produccion de bandas metalicas laminadas en caliente, en
particular de bandas de acero con una gran calidad de superficie a partir de desbastes o desbastes delgados planos colados en un procedimiento de colada continua con ayuda de una coquilla de colada continua oscilante por via hidraulica, que se descascarillan en su superficie de barra, se calientan a la temperatura de laminacion y se acaban de laminar en un tren laminador de bandas en caliente de varias cajas con espesores de banda reducidos, en el que la barra colada, despues de su salida de un guiado de barra, antes de la entrada en un horno de igualacion termica
y/o despues de la salida de un horno de igualacion termica y la entrada en un tren laminador de bandas en caliente es pulverizada en una o en las dos superficies de barra mediante varias toberas rotativas (15) , de las que un liquido a presion es pulverizado de forma repetida sobre el mismo punto de la superficie con una alta presion de solicitacion, es liberada de cascarilla y / o polvo de colada y las marcas de oscilacion se limpian en profundidad, como se ha dado a conocer en el documento WO-A 00/10741 A.
Un procedimiento similar se ha dado a conocer por el documento DE 43 28 303 C2. No obstante, alli no se parte de una seccion transversal de desbastes o desbastes delgados colados en continuo y el descascarillado de rotor se aplica sustancialmente al material a laminar y, por lo tanto, no tiene en cuenta el procedimiento de fabricacion especial mediante colada continua. Ademas, la profundidad de remocion no basta para eliminar aparte de la cascarilla invisible tambien cualquier marca de oscilacion que se deba a la produccion. Ademas, debido a una
cantidad de agua muy elevada, se provoca un enfriamiento indeseablemente elevado del material a laminar.
Por el documento EP 0 586 823 B1 se conoce un dispositivo de descascarillado para trenes de colada y laminacion. Aqui se usa un brazo giratorio con tobera y placas de retencion, proteccion y recuperacion para la cascarilla removida y la gran cantidad de agua proyectada.
Por el documento EP 0 625 383 B1 se conoce un primer dispositivo de descascarillado, que puede estar formado
por una ducha para descascarillar de un tipo de construccion convencional y un segundo dispositivo de descascarillado con toberas rotativas.
Por el documento EP 0 611 610 B1 se conoce un descascarillado de rotor con un consumo de agua reducido, que debe provocar una caida de temperatura reducida del material a laminar.
La invencion tiene el objetivo de integrar ademas de la aplicacion del descascarillado rotativo parametros que hasta 30 ahora no se han tenido en cuenta, que dependen de la colada continua.
Este objetivo se consigue en un procedimiento del tipo indicado al principio segun la invencion porque la coquilla de colada continua que oscila por via hidraulica es desplazada en varias curvas de oscilacion diferentes, obteniendose dichas curvas de oscilacion mediante distintas carreras de la coquilla, distintas velocidades de colada, distintas velocidades de avance de la coquilla en la carrera descendente y distintas formas de curva y porque la limpieza en
profundidad de las marcas de oscilacion se realiza mediante el ajuste del curso de oscilacion determinado para cada material colado. Las ventajas son que, ademas del descascarillado propiamente dicho, ahora tambien pueden limpiarse en gran medida las marcas de oscilacion, favoreciendose de este modo un acabado de laminacion con espesores finales de laminado ultrafinos iguales / inferiores a 1, 2 mm. Esto significa que, por ejemplo para estas medidas, es posible el acabado de laminacion en la region austenitica de la estructura cristalina.
En una configuracion esta previsto que la alimentacion de las toberas rotativas con liquido a presion se realiza con una cantidad claramente menor de medio de presion que la que se ha usado hasta ahora en las llamadas duchas para descascarillar, con los mismos parametros de colada o laminacion. De este modo puede ahorrarse el medio a presion, como por ejemplo agua, obteniendose el mismo efecto de descascarillado o incluso uno mejor.
Otra configuracion preve de forma ventajosa que mediante una alimentacion regulada respecto al nivel de
45 temperatura de la barra colada o laminada de las toberas rotativas con el medio a presion se mantienen reducidas las perdidas de temperatura de la barra colada. De este modo tiene lugar una reduccion de las perdidas de temperatura de los desbastes y desbastes delgados, lo cual va unido a condiciones sustancialmente mejores para la laminacion en caliente de los espesores finales de laminado ultrafinos y un ahorro energetico.
En el dibujo estan representados ejemplos de realizacion de las caracteristicas segun la invencion, que a 50 continuacion se explicaran mas detalladamente.
Muestran:
La Figura 1 una instalacion compacta de colada y laminacion en una vista lateral en perspectiva; la Figura 2 una coquilla de colada continua que se encuentra en una carcasa protectora compacta con accionamiento oscilatorio hidraulico; la Figura 3 varios diagramas de distintas movimientos de oscilacion de la coquilla de colada continua y la Figura 4 un rotor separado con toberas dispuestas en la circunferencia del rotor.Una instalacion de colada y laminacion 1 (Figura 1) , que representa en particular una instalacion CSP (Compact Steel Plant) , esta formada por un dispositivo de colada continua 2, en el que se cuela metal liquido, en particular acero liquido mediante una coquilla de colada continua . La coquilla de colada continua esta provista de un accionamiento oscilatorio hidraulico ºa (Figura 2) . Visto en la direccion de la salida de barra 11, a continuacion de la coquilla de colada continua esta previsto un guiado de barra 3, un horno de igualacion termica 4, dado el caso un transbordador de horno 5 y un tren de acabo de laminacion de bandas en caliente de varias cajas 6 y detras una bobinadora 8 para bobinar la banda 7.
Entre el guiado de barra 3 y el horno de igualacion termica 4 o entre un dispositivo para transportar y alinear 12 con cizallas 13 y/o entre el horno de igualacion termica 4 y el tren de acabado de laminacion de bandas en caliente 6 esta dispuesto un dispositivo 14 con toberas rotativas 15 (Figura 4) , de los que medios a presion (en la mayoria de los casos liquido, como por ejemplo agua) son dirigidos de forma repetida sobre el mismo punto de la superficie con una elevada presion de solicitacion.
Finalmente, esta prevista la aplicacion del descascarillado de rotor en un tren laminador de bandas en caliente con siete cajas de acabado de laminacion o mas, respectivamente antes de la entrada en la primera caja de acabado de laminacion.
En el dibujo estan representados ejemplos de realizacion de las caracteristicas segun la invencion, que a continuacion se explicaran mas detalladamente.
Muestran:
La Figura 1 unainstalacion compacta decoladaylaminacionenunavista lateral en perspectiva;
la Figura 2 una coquilla de colada continua que se encuentra en una carcasa protectora compacta con accionamiento oscilatorio hidraulico;
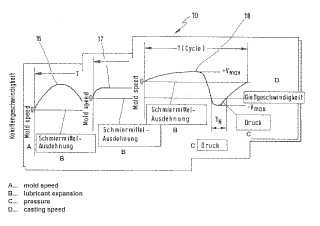
laFigura 3 varios diagramasdedistintas movimientos de oscilacion de la coquillade colada continuay
la Figura4 un rotor separado con toberasdispuestas en la circunferenciadel rotor.
Una instalacion de colada y laminacion 1 (Figura 1) , que representa en particular una instalacion CSP (Compact Steel Plant) , esta formada por un dispositivo de colada continua 2, en el que se cuela metal liquido, en particular acero liquido mediante una coquilla de colada continua . La coquilla de colada continua esta provista de un accionamiento oscilatorio hidraulico ºa (Figura 2) . Visto en la direccion de la salida de barra 11, a continuacion de la coquilla de colada continua esta previsto un guiado de barra 3, un horno de igualacion termica 4, dado el caso un transbordador de horno 5 y un tren de acabo de laminacion de bandas en caliente de varias cajas 6 y detras una bobinadora 8 para bobinar la banda 7.
Entre el guiado de barra 3 y el horno de igualacion termica 4 o entre un dispositivo para transportar y alinear... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la produccion de bandas metalicas laminadas en caliente, en particular de bandas de acero
(7) con una gran calidad de superficie a partir de desbastes o desbastes delgados planos (2, 2a) colados en un procedimiento de colada continua con ayuda de una coquilla de colada continua oscilante por via hidraulica, que se
descascarillan en su superficie de barra (2c) , se calientan a la temperatura de laminacion y se acaban de laminar en un tren laminador de bandas en caliente (6) de varias cajas con espesores de banda reducidos, en el que la barra colada (2a) , despues de su salida de un guiado de barra (3) , antes de la entrada en un horno de igualacion termica
(4) y/o despues de la salida de un horno de igualacion termica (4) y la entrada en el tren laminador de bandas en caliente (6) es pulverizada en una o en las dos superficies de barra (2c) mediante varias toberas rotativas (15) , de 10 las que un liquido a presion (1 º) es pulverizado de forma repetida sobre el mismo punto de la superficie con una alta presion de solicitacion, es liberada de cascarilla y / o polvo de colada y las marcas de oscilacion se limpian en profundidad, caracterizado porque la coquilla de colada continua ( º) que oscila por via hidraulica es desplazada en varias curvas de oscilacion (16, 17, 18) diferentes, obteniendose dichas curvas de oscilacion (16, 17, 18) mediante distintas carreras de la coquilla, distintas velocidades de colada, distintas velocidades de avance de la coquilla en la
carrera descendente y distintas formas de curva y porque la limpieza en profundidad de las marcas de oscilacion se realiza mediante el ajuste del curso de oscilacion determinado para cada material colado.
2. Procedimiento segun la reivindicacion 1, caracterizado porque la alimentacion de las toberas rotativas (15) con liquido a presion (1º) se realiza con una cantidad claramente menor de medio de presion que la que se ha usado hasta ahora en las llamadas duchas para descascarillar, con los mismos parametros de colada o laminacion.
3. Procedimiento segun una de las reivindicaciones 1 o 2, caracterizado porque mediante una alimentacion regulada respecto al nivel de temperatura de la barra colada o laminada (2b) de las toberas rotativas (15) con el medio a presion se mantienen reducidas las perdidas de temperatura de la barra colada (2b) .
Patentes similares o relacionadas:
Dispositivo y método para la reducción suave de productos metálicos de sección circular, del 15 de Julio de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de reducción suave de un producto de colada hecho de metal con una sección circular que presenta un núcleo líquido o parcialmente […]
Procedimiento y dispositivo de colada continua de láminas finas, del 4 de Septiembre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento de colada continua de láminas finas, que presenta los siguientes pasos de procedimiento: - suministrar un metal fundido a una lingotera […]
Procedimiento y aparato para la fabricación de productos metálicos largos en una colada continua, del 4 de Septiembre de 2019, de Primetals Technologies Germany GmbH: Procedimiento para la fabricación de un producto metálico largo en una planta de colada continua, en el que dicho producto sigue […]
Método para fabricar una palanquilla redonda de aleación alta con contenido de níquel que tiene calidad interna mejorada, del 10 de Abril de 2019, de NIPPON STEEL CORPORATION: Un método para fabricar una palanquilla redonda de aleación alta que contiene níquel, el método comprende los pasos de: fundir de manera continua […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Método para producir un acero TWIP laminado en caliente y un producto de acero TWIP producido de ese modo, del 22 de Marzo de 2019, de Tata Steel IJmuiden BV: Método para la fabricación de una banda de acero TWIP, mediante el cual el acero fundido que tiene una composición que comprende 0,05-0,78 % de C, 11 a 23 % de […]
Equipo de colada y método de colada utilizando mismo, del 12 de Diciembre de 2018, de POSCO: Una instalación de colada que comprende: una unidad (1a) de colada que comprende una unidad de alojamiento configurada para acomodar […]
Vibrador de martilleo en colada continua, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una máquina de colada continua para la colada continua de un metal en la que se instala un equipo para la reducción suave continua mediante unos rodillos de arrastre […]