CIP-2021 : B21J 1/06 : Métodos o dispositivos de calefacción o de enfriamiento especialmente adaptados a las operaciones de forjado o prensado.
CIP-2021 › B › B21 › B21J › B21J 1/00 › B21J 1/06[1] › Métodos o dispositivos de calefacción o de enfriamiento especialmente adaptados a las operaciones de forjado o prensado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27).
B21J 1/00 Preparación de piezas en estado bruto.
B21J 1/06 · Métodos o dispositivos de calefacción o de enfriamiento especialmente adaptados a las operaciones de forjado o prensado.
CIP2021: Invenciones publicadas en esta sección.
Método de producción de un producto forjado.
(11/03/2020) Un método de producción de un producto forjado en el que un componente de forja se forja en caliente usando un troquel inferior y un troquel superior , comprendiendo el método:
un primer proceso en el que al menos una parte de una cara de troquel del troquel inferior se cubre con un primer lubricante de vidrio ;
un segundo proceso en el que se calienta el troquel inferior sometido al primer proceso;
un tercer proceso en el que al menos una parte del componente de forja se cubre con un segundo lubricante de vidrio ;
un cuarto proceso en el que el componente de forja sometido al tercer proceso se calienta hasta una temperatura que es más alta que la temperatura de calentamiento del…
Aleaciones de forjado que usan una plaqueta lubricante, termorresistente y reductora de fricción.
(20/11/2019). Solicitante/s: ATI Properties LLC. Inventor/es: MINISANDRAM,RAMESH S, O'BRIEN,CHRISTOPHER M, BANIK,ANTHONY.
Un sistema para forjar una pieza de trabajo, comprendiendo el sistema:
un troquel ;
una pieza de trabajo de aleación ; y
una plaqueta situada entre medias de al menos una parte del troquel y al menos una parte de la pieza de trabajo de aleación, en donde la plaqueta comprende una pluralidad de capas que incluyen:
una primera capa que comprende una primera resistencia térmica y un primer coeficiente de fricción; y una segunda capa que comprende una segunda resistencia térmica y un segundo coeficiente de fricción, en donde la primera resistencia térmica es mayor que la segunda resistencia térmica, siendo el primer coeficiente de fricción mayor que el segundo coeficiente de fricción,
caracterizado por que las capas de la pluralidad de capas están fijadas entre sí por al menos un medio seleccionado de al menos un elemento de sujeción, una costura o al menos una grapa.
PDF original: ES-2767342_T3.pdf
Procedimiento y horno continuo para calentar piezas de trabajo.
(03/04/2019) Procedimiento para calentar al menos una pieza de trabajo (20;20';20") en un horno , en el que la pieza de trabajo (20;20';20") es calentada por agentes calefactores ,
caracterizado por
que se efectúan las siguientes etapas, después de que una pieza de trabajo completa (20;20';20") ha sido calentada en una primera etapa por los agentes calefactores:
- movimiento de la pieza de trabajo (20;20';20") fuera del horno en tal medida que una primera zona parcial (21;21';21") de la pieza de trabajo (20;20';20") aún se encuentra dentro del horno , mientras que una segunda zona parcial (22;22';22") de la pieza de trabajo (20;20';20") se encuentra fuera del horno ;
- mantenimiento de la pieza de trabajo (20;20';20")…
Aparato de calentamiento de matriz de forja y método de uso.
(14/11/2018) Un aparato de calentamiento de matrices de forja (20, 420, 520, 520', 520"), que comprende:
un cabezal de quemador (422, 522, 522', 522") que comprende una pluralidad de puertos de llama (426, 526, 526') configurados para hacer incidir llamas sobre una superficie de forjado de la matriz de forja para calentar de forma sustancialmente uniforme al menos una región de la superficie de forjado de la matriz de forja, en el que, durante su uso, el cabezal de quemador (422, 522, 522', 522") está orientado para cumplimentar una orientación de la región de la superficie de forjado de la matriz de forja , y en el que el cabezal de quemador (422, 522, 522', 522") está configurado para recibir y quemar un suministro de un gas oxidante y un suministro de un combustible y producir…
Procedimiento y dispositivo para la fabricación de un componente metálico endurecido en prensa.
(02/11/2018) Procedimiento para la fabricacion de un componente metalico con al menos dos regiones con diferentes propiedades de resistencia dentro del mismo componente, obtenidas mediante diferentes velocidades de enfriamiento de las diferentes regiones, caracterizado por las siguientes caracteristicas de procedimiento:
- se proporciona un cuerpo de base metalico, que presenta al menos la temperatura de austenizacion, en una unidad de calentamiento ,
- se apantalla una region del cuerpo de base , durante una posterior aplicacion de calor sobre el cuerpo de base en la unidad de calentamiento , hasta que la temperatura del componente en esta region…
Métodos de mejorar la capacidad de trabajo de aleaciones de metal.
(25/09/2018). Solicitante/s: ATI Properties LLC. Inventor/es: FORBES JONES,ROBIN M, KENNEDY,RICHARD L, CAO,WEI-DI.
Un método de procesamiento de una pieza de trabajo de aleación para reducir el agrietamiento térmico, caracterizado por que comprende:
introducir la pieza de trabajo de aleación en una lata metálica, en donde la lata metálica tiene un coeficiente de expansión térmica menor que la pieza de trabajo de aleación e incluye una superficie interior que comprende un revestimiento de níquel-boro en al menos una porción de la superficie interior;
encapsular la pieza de trabajo de aleación en la lata metálica para proporcionar un conjunto enlatado;
eliminar al menos una porción de gas del interior del conjunto enlatado; y
calentar el conjunto enlatado hasta la fase líquida transitoria uniendo la pieza de trabajo de aleación a la lata metálica.
PDF original: ES-2683242_T3.pdf
(07/12/2016) Equipo de manipulación para la manipulación de una pieza constructiva metálica entre un equipo de horno y un equipo de procesamiento posterior, presentando el equipo de manipulación una cámara de atemperado en la que puede introducirse la pieza constructiva metálica , presentando la cámara de atemperado un equipo de atemperado para el atemperado de la pieza constructiva metálica ,
un equipo de desplazamiento, que está configurado de tal manera que la cámara de atemperado puede desplazarse entre una posición de recepción, en la que la pieza constructiva metálica puede transportarse desde el equipo de horno al interior de la cámara de atemperado , y una…
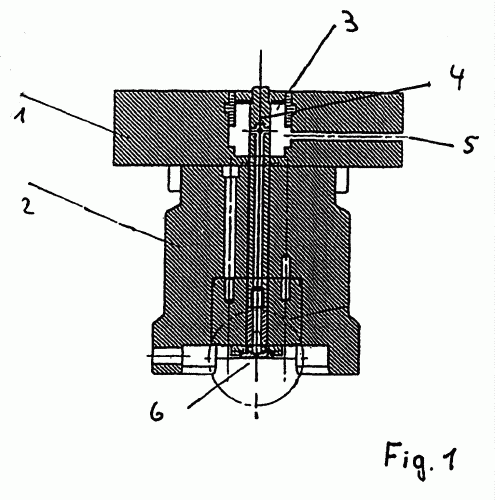
Estación de atemperado para atemperar llantones de chapa.
(27/01/2016). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Inventor/es: ADELBERT,STEFAN, TRIPPE,CARSTEN, WULFES,DIETER, DANGER,ELISABETH.
Estación de atemperado para el atemperado de llantones de chapa y/o componentes de chapa con una herramienta superior y una herramienta inferior y al menos una fuente de atemperado para el calentamiento, estando configurada la fuente de atemperado como fuente de calentamiento por resistencia eléctrica, pudiéndose disponer en la herramienta superior y/o la herramienta inferior placas de atemperado sustituibles para el atemperado conductivo, caracterizada por que la propia placa de atemperado está configurada como resistencia eléctrica, pudiéndose calentar la placa de atemperado a por encima de 1000 grados Celsius.
PDF original: ES-2606204_T3.pdf
Métodos para mejorar la capacidad de trabajo de aleaciones de metal.
(20/01/2016). Solicitante/s: ATI PROPERTIES, INC.. Inventor/es: FORBES JONES,ROBIN M, KENNEDY,RICHARD L, CAO,WEI-DI.
Un método de procesamiento de una pieza de trabajo de aleación para reducir el agrietamiento térmico,
comprendiendo el método:
pulverizar un material de revestimiento metálico sobre al menos una porción de una superficie de una pieza de trabajo de aleación para formar un revestimiento superficial unido metalúrgicamente a la pieza de trabajo de aleación;
en el que el revestimiento superficial es más dúctil que la pieza de trabajo de aleación;
caracterizado por que:
el revestimiento superficial reduce la pérdida de calor de la pieza de trabajo de aleación.
PDF original: ES-2633487_T3.pdf
Método para la formación de una pieza en caliente y equipamiento para la reducción de la emisión de calor de la pieza.
(16/05/2012) Procedimiento para la conformación en caliente por conformación maciza, como elforjado o laminado, de una pieza de trabajo o material de partida de metal o de uncompuesto intermetálico a una temperatura superior a 1000 °C, caracterizado por que,en un primer paso, la superficie de la pieza de trabajo se cubre al menos parcialmentecon un agente de revestimiento compuesto de una fase de óxido de óxido de circoniocomo elemento principal y uno o varios aditivo(s) de metilcelulosa y/o de humo de sílicecomo suplemento y componentes líquidos de vidrio de silicato sódico, y el revestimientose deja solidificar, tras lo cual, en un paso consecutivo se produce el calentamiento delmaterial de partida a la temperatura de deformación…
APARATO PARA CONFORMADO ASISTIDO POR LASER.
(31/01/2011) Aparato para conformado asistido por láser, que comprende una matriz sobre la que se posiciona un material maleable, un útil que actúa sobre dicho material para conformarlo, y un emisor láser que emite un haz de luz que calienta el material . El útil actúa sobre la zona de dicho material calentada, y el emisor láser está dispuesto de tal manera que el haz de luz incide sobre una superficie del material opuesta a la superficie sobre la que actúa el útil , permitiéndose que dicho útil actúe sobre dicho material a la misma vez que es calentado mediante el haz de luz del emisor láser . La matriz está formada por un material tal, que el haz de luz emitido por dicho emisor láser puede atravesar dicha matriz y llegar hasta el material
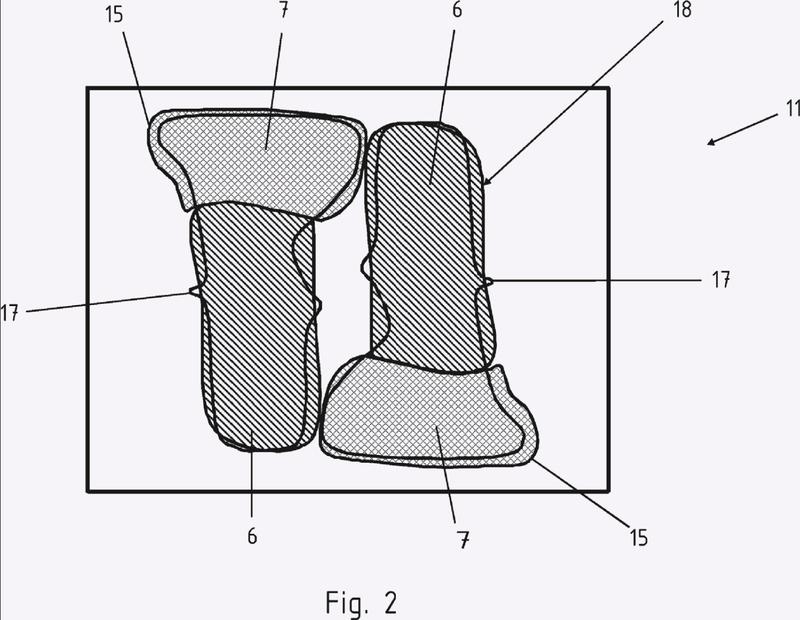
DISPOSITIVO PARA TERMOCONFORMACION.
(16/11/2005). Ver ilustración. Solicitante/s: EIFELWERK HEINRICH STEIN GMBH &CO.KG. Inventor/es: WEBER, GERHARD, BOEHME, DIETRICH.
Dispositivo para la termoconformación de piezas en bruto metálicas, que comprende una prensa de manivela con un mecanismo de palanca acodada para fabricar piezas de trabajo planas anulares con dimensiones predeterminadas, con las siguientes características: 1. en el portaherramientas intermedio superior , unido con la estampa de base superior , está dispuesta una cámara de rebose para un refrigerante, que 1.1. está dispuesta en forma de anillo alrededor del vástago del expulsor superior, y.
PROCESO DE CALENTAMIENTO DE MATERIAL EN FORMA DE MADEJA.
(16/01/1997) EN UN PROCESO DE CALENTAMIENTO DE MATERIAL METALICO EN FORMA DE MADEJA , POR EJEMPLO, ALUMINIO EN MADEJAS, POR PASO GRADUAL A TRAVES DE VARIAS ZONAS DE CALDEO (A, B, C) DISTRIBUIDAS EN HILERA UNA TRAS OTRA, CONTROLABLES POR SEPARADO, AJUSTADAS CADA UNA DE ELLAS A UNA TEMPERATURA TEORICA Y SUPERVISADAS MEDIANTE UNA VARILLA DE MEDIDA. EL MATERIAL METALICO EN MADEJA , TRAS ALCANZAR LA TEMPERATURA PREFIJADA, ES TRANSPORTADO HACIA ADELANTE PARA CORTAR UN BLOQUE DE LONGITUD X LA DISTANCIA A+X, RETROCEDIENDO DESPUES DEL CORTE LA DISTANCIA A. A ES LA DISTANCIA ENTRE EL EXTREMO ANTERIOR DEL MATERIAL METALICO QUE SE ENCUENTRA EN LA ULTIMA ZONA DE CALENTAMIENTO (D) ANTES DEL AVANCE Y LA CIZALLA . EN ESTE PROCESO SE TOMAN, AL MENOS EN LA PRIMERA ZONA DE CALENTAMIENTO (A), LAS TEMPERATURAS DE LA SUPERFICIE DEL METAL ANTES DEL AVANCE A TRAVES DE LAS…
PROCEDIMIENTO PARA PRODUCIR UN COMPUESTO DE REMACHE.
(01/02/1996). Solicitante/s: PM HOCHTEMPERATUR-METALL GMBH. Inventor/es: SPORER, DIETER, DR., KORB, GEORG, DR.
LA INVENCION DESCRIBE UN PROCEDIMIENTO PARA PRODUCIR UN COMPUESTO DE REMACHE CON UNA HERRAMIENTA DE REMACHE. ESENCIALMENTE SE EMPLEA PARA EL REMACHE UN PREMATERIAL EN FORMA DE PASADOR DE UNA SUPRAALEACION -ODS DE GRANO GRUESO, RECRISTALIZADA A BASE DE NIQUEL O HIERRO CON UNA EXTENSION DE GRANO EN DIRECCION LONGITUDINAL DE 5:1 A 50:1. LA PRODUCCION DE LA CABEZA DEL REMACHE SE EFECTUA CON TEMPERATURA DE PROCESO DEFINIDA A UNA TEMPERATURA PUNTUAL ENTRE 600 Y 1000 C Y A UNA TEMPERATURA DE HERRAMIENTA ENTRE 50 Y 300 C.
APARATO PARA CALENTAR UNA PIEZA DE TRABAJO DE METAL NO MAGNETICO.
(16/06/1986). Solicitante/s: PARK-OHIO INDUSTRIES,INC.
APARATO PARA CALENTAR UNA PIEZA DE TRABAJO DE METAL NO MAGNETICO. CONSTA DE: UN DISPOSITIVO DE ALIMENTACION CON UNA CINTA TRANSPORTADORA SIN FIN ACCIONADA POR UN MOTOR ELECTRICO Y DOTADA CON CUBETAS ELEVADORAS Y UNA CUBETA DE ALIMENTACION ACCIONADA POR UNA BIELA DE PISTON DE CILINDRO HIDRAULICO; UN HORNO CON UN ALOJAMIENTO FORMADO POR PAREDES DELANTERA , TRASERA Y LATERALES QUE DEFINEN UNA CAMARA DE CALENTAMIENTO CON ELEMENTOS CALENTADORES Y UNA BOBINA DE CALENTAMIENTO CON UN CONDUCTO HUECO ENRROLLADO HELICOIDALMENTE A UNA PLURALIDAD DE CONVOLUCIONES SITUADAS EN UN CUERPO DE MATERIAL REFRACTARIO , UNA ENTRADA Y SALIDA DE REFRIGERANTE Y UN GENERADOR DE EXCITACION . SE UTILIZA EN PROCESOS DE FORJADO.
APARATO PARA CALENTAR UNA PIEZA DE TRABAJO DE METAL MAGNETICO.
(01/06/1986). Solicitante/s: PARK-OHIO INDUSTRIES,INC.
APARATO PARA CALENTAR ARTICULOS METALICOS DE MATERIAL MAGNETICO A UNA TEMPERATURA DE ELABORACION O FORJA, POR ENCIMA DE LA TEMPERATURA DE PUNTO DE CURIE DEL METAL DEL ARTICULO METALICO. CONSTA DE UNA BOBINA DE CALENTAMIENTO POR INDUCCION (C) QUE REALIZA EL PRECALENTAMIENTO INICIAL DE LAS PIEZAS DE TRABAJO HASTA UNA TEMPERARTURA PREDETERMINADA; DE UN HORNO DE CALOR RADIANTE (F), DE TIPO ELECTRICO DE ALTA EFICACIA, DONDE SE SOMETE A LAS PIEZAS DE TRABAJO PRECALENTADAS A UN PROCESO DE CALENTAMIENTO POR ENCIMA DE LA TEMPERATURA DE CURIE; Y DE MEDIOS PARA LA ALIMENTACION DE LAS PIEZAS DE TRABAJO, QUE COMPRENDEN UNA CINTA TRANSPORTADORA SINFIN , MOVIBLE VERTICALMENTE Y ACCIONADA DE MODO CONTINUO O INTERMITENTE, UNA TOLVA.
METODO Y APARATO PARA CALENTAR PIEZAS DE TRABAJO METALICAS MAGNETICAS.
(16/04/1986). Solicitante/s: PARK-OHIO INDUSTRIES,INC.
METODO PARA CALENTAR PIEZAS DE TRABAJO METALICAS MAGNETICAS. COMPRENDE: A) PRECALENTAR POR INDUCCION A LA PIEZA DE TRABAJO A UNA TEMPERATURA DE PRECALENTAMIENTO POR ENCIMA DEL PUNTO DE CURIE DEL METAL DE LA PIEZA DE TRABAJO UNOS 700JC, MEDIANTE UNA BOBINA DE CALENTAMIENTO EXCITADA POR UNA FUENTE DE ENERGIA ELECTRICA; Y B) POST-CALENTAR A LA PIEZA DE TRABAJO DE A), A UNA TEMPERATURA DE FORJA DE 1.232JC, EN UNA CAMARA DE CALENTAMIENTO DE UN HORNO DE CALOR RADIANTE, ELECTRICO DE ALTA EFICACIA Y DEL TIPO DE RENDIJA. LA PIEZA DE TRABAJO ESTA COMPUESTA DE ACERO.
"UN METODO DE FORJADO DE PRECISION".
(16/01/1983). Solicitante/s: EATON CORPORATION.
METODO DE FORJADO DE PRECISION, ESPECIALMENTE PARA PIEZAS DE ACERO CON UN CONTENIDO BAJO A INTERMEDIO DE CARBONO O ACERO ALEADO POR DEFORMACION MASIVA DE UNA PALANQUILLA SUSTANCIALMENTE SOLIDA. SE CALIENTAN LAS PALANQUILLAS, CONVENIENTEMENTE DIMENSIONADAS, FORMADAS Y LIMPIAS, A UNA TEMPERATURA PRESELECCIONADA DEL ORDEN DE 0,68-0,74 PARA LA RELACION DE TEMPERATURA HOMOLOGA DEL MATERIAL EN FORMA DE PALANQUILLAS. A CONTINUACION SE COLOCA LA PALANQUILLA CALIENTE EN UN PRIMER ELEMENTO DE ESTAMPA EN UNA MAQUINA DE FORJAR Y SE PROCEDE AL FORJADO PRECISO DE LA PALANQUILLA MIENTRAS ESTA A LA TEMPERATURA PRESELECCIONADA, SUJETANDOLA CON UN SEGUNDO ELEMENTO DE ESTAMPA COMPLEMENTARIO DEL PRIMERO. FINALMENTE SE SEPARA LA PIEZA DE LOS ELEMENTOS DE ESTAMPA Y SE DEJA ENFRIAR.
PROCEDIMIENTO DE FABRICACION DE EJES-ARBOLES DE MATERIAL RODANTE DE FERROCARRILES.
(01/11/1982). Solicitante/s: COMPAGNIE FRANCAISE DES ACIERS SPECIAUX.
PROCEDIMIENTO PARA LA FABRICACION DE EJES-ARBOLES DE MATERIAL RODANTE DE FERROCARRILES. CONSISTE EN SOMETER UNA PREFORMA CALENTADA, MACIZA O TUBULAR, A UN PROCESO DE FORJADO POR RECALCADO-EXTRUSION. EL PROCESO SE CARACTERIZA PORQUE EL DIAMETRO DE LA PREFORMA ES INFERIOR AL MAYOR DIAMETRO DEL EJE-ARBOL A FABRICAR, PORQUE AL MENOS UNA PARTE DE LA PREFORMA SE CALIENTA A UNA TEMPERATURA COMPRENDIDA ENTRE 1.100 Y 1.300 GRADOS, Y PROQUE EL FORJADO POR RECALCADO-EXTRUSION DE LA PREFORMA COMPRENDE UN OPERACION SIMULTANEA DE RECALCADO DE LAS PARTES CENTRALES Y DE EXTRUSION DE, AL MENOS, UNA DE LAS DOS MANGUETAS DEL EJE-ARBOL, SIENDO EFECTUADA ESTA OPERACION SIMULTANEA POR UN SOLO GOLPE DE PRENSA.
UN METODO DE CALENTAR UN TROZO DE MATERIAL A UNA ELEVADA TEMPERATURA.
(01/09/1977). Solicitante/s: OLIVER MACHINERY COMPANY.
Resumen no disponible.
UN APARATO PERFECCIONADO PARA CALENTAR UN LINGOTE DE METAL.
(16/06/1977). Solicitante/s: OLIVE MACHINERY COMPANY.
Resumen no disponible.
INSTALACION DE EMBUTICION EN CALIENTE EN CINEMATICA CONTINUA.
(01/03/1977). Solicitante/s: AUTOMATISME ET TECHNIQUE.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN LOS PROCESOS PARA EL CALENTAMIENTO DE PIEZAS PARA LA FORJA POR ESTAMPACION DE HERRAMIENTAS MANUALES.
(16/01/1975). Solicitante/s: IRIMO,S.A..
Resumen no disponible.
{kind=link}
{kind=link}