CIP-2021 : B22D 17/00 : Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión.
CIP-2021 › B › B22 › B22D › B22D 17/00[m] › Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B22D 17/02 · Máquinas de cámaras caliente, es decir, con cámara de presión precalentada en la que el metal está fundido.
B22D 17/04 · · Máquinas con pistón de inyección.
B22D 17/06 · · Máquinas con inyección neumática.
B22D 17/08 · Máquinas de cámara fría, es decir, en las que la cámara de presión donde se vierte el metal fluido no está precalentada.
B22D 17/10 · · con movimiento horizontal de la prensa.
B22D 17/12 · · con movimiento vertical de la prensa.
B22D 17/14 · Máquinas en las que se ha hecho el vacío en el molde.
B22D 17/16 · especialmente adaptadas para el moldeo de cierres de corredera o cremallera, o de sus elementos.
B22D 17/18 · Máquinas montadas a base de elementos que ofrecen diversas combinaciones posibles.
B22D 17/20 · Accesorios; Partes constitutivas.
B22D 17/22 · · Moldes metálicos (su fabricación, veáse la clase apropiada, p. ej. B23P 15/24 ); Planchas de moldes; Soportes de moldes; Equipo para el enfriamiento de los moldes; Accesorios para la extracción y la eyección de las piezas fuera del molde.
B22D 17/24 · · · Accesorios para la colocación y el mantenimiento en su sitio de los machos o de los insertos.
B22D 17/26 · · Mecanismos o dispositivos de cierre o apertura de los moldes.
B22D 17/28 · · Crisoles.
B22D 17/30 · · Accesorios para la alimentación de metal líquido, p. ej. en cantidades bien definidas.
B22D 17/32 · · Equipo de control.
CIP2021: Invenciones publicadas en esta sección.
Molde para moldeo por inyección-compresión.
(04/03/2020) Molde para moldeo por inyección-compresión que comprende:
- un punzón y una matriz adecuada para cerrar sobre el punzón para delimitar con esto una cámara de inyección para contener el material a inyectar, siendo dicha matriz y punzón movible axialmente entre ellos con respecto a una dirección axial (Y-Y) de apertura/cierre del molde ,
- un anillo perimetral , asociado de forma deslizante al punzón o la matriz , a lo largo de la dirección axial (Y-Y), adecuado para definir, conjuntamente con la matriz y el punzón , el perfil de la cámara de inyección ;
caracterizado porque el anillo perimetral comprende un perfil de interfase , destinado a aplicarse a la matriz o con el punzón , que comprende una pared de empuje superior , inclinada, a la que se aplica un plano inclinado asociado a la matriz , como para generar,…
Aleación de aluminio para colar bajo presión y procedimiento de fabricación de la misma.
(20/11/2019) Una elación de aluminio que comprende:
de un 4,0 a un 10,0 % en peso de silicio (Si),
de un 0,1 a un 4,0 % en peso de magnesio (Mg),
de un 0,1 a un 1,0 % en peso de cromo (Cr),
de un 0,05 a un 1,0 % en peso de cinc (Zn),
de un 0,05 a un 1,0 % en peso de manganeso (Mn),
de un 0,01 a un 1,0 % en peso de titanio (Ti),
de un 0,001 a un 0,5 % en peso de estaño (Sn),
de un 0,01 a un 1 % en peso de circonio (Zr), y
restonde aluminio e impurezas,
en la que se identifica al menos una impureza incluida en la aleación de aluminio durante un procedimiento de fusión a través de un análisis de…
Procedimiento para la bonificación de una pieza fundida a presión.
(06/03/2019). Solicitante/s: KS HUAYU AluTech GmbH. Inventor/es: MÖDING,HERBERT, REITER,ROLAND, ZIEGLER,STEFFEN.
Procedimiento para la bonificación de un cárter de motor fabricado por fundición a presión con las siguientes etapas:
- verter el cárter de motor en un molde de fundición con al menos un semimolde fijo y uno móvil
- abrir el molde de fundición mediante la extracción del semimolde móvil
- enfriar bruscamente el cárter de motor en el semimolde móvil
- eyectar el cárter de motor del semimolde móvil
- envejecer artificialmente el cárter de motor
caracterizado por que
inmediatamente después o mientras que se abre el molde de fundición , se introducen herramientas rociadoras de un dispositivo rociador entre los semimoldes con las que se aplica sobre el cárter de motor un refrigerante para enfriar bruscamente, ascendiendo la presión de rociado a al menos 8 bares y se orientan las herramientas rociadoras hacia el área de asiento de apoyo.
PDF original: ES-2728133_T3.pdf
Composición de aleación de aluminio y procedimiento.
(11/04/2018). Solicitante/s: Rio Tinto Alcan International Limited. Inventor/es: PARSON, NICHOLAS, CHARLES, MALTAIS,ALEXANDRE, GUAY,RAYNALD.
Una composición de aleación de aluminio que comprende, en porcentaje en peso:
0,7-1,10 de manganeso;
0,05-0,25 de hierro;
0,21-0,30 de silicio;
0,005-0,020 de níquel;
0,10-0,20 de titanio;
0,014 máximo de cobre; y
0,05 máximo de zinc,
con el resto siendo aluminio e impurezas inevitables.
PDF original: ES-2672728_T3.pdf
Tornillo de interferencia.
(19/07/2017). Solicitante/s: AAP IMPLANTATE AG. Inventor/es: WITTE,FRANK, FISCHER,HANS-JOACHIM DR, HORT,NORBERT, WOLFSTÄDTER,MARCO, VOITH,WOLFGANG, FRÖHLICH,BERND.
Tornillo de interferencia con una rosca externa , en particular configurado para la fijación de un ligamento, presentando las vueltas de rosca de la rosca externa unos rebajes al menos por segmentos, caracterizado por que los rebajes están configurados como aplanamientos al menos de la base de diente y al menos por segmentos forman una superficie secante con respecto a al menos un flanco de diente y con respecto a la base de diente de la rosca , saliendo la superficie secante antes de alcanzar la cabeza de diente de la rosca de los flancos de diente.
PDF original: ES-2638363_T3.pdf
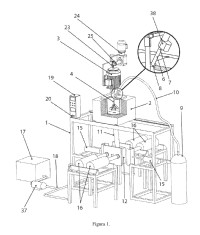
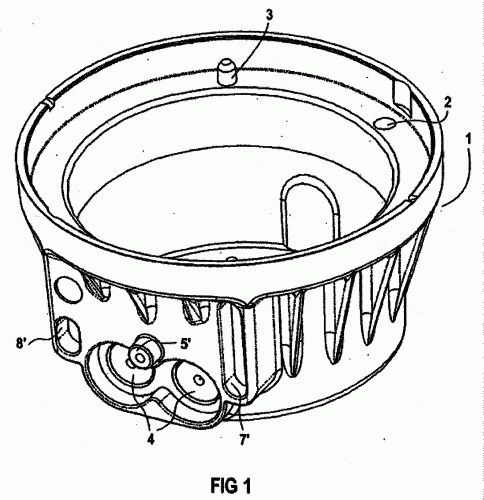
Dispositivo y procedimiento de obtención de lodos semisólidos.
(05/04/2017). Solicitante/s: CIE AUTOMOTIVE, S.A.. Inventor/es: LOIZAGA URBISTONDO,IÑIGO.
Equipo de fabricación de piezas metálicas por inyección, que comprende una mesa vibratoria, un equipo inyector de alta presión y un dispositivo para obtener lodos semisólidos, caracterizado porque el dispositivo para obtener lodos semisólidos comprende un crisol , que comprende al menos una parte fija , que está fijada a la mesa vibratoria, y al menos una parte móvil que puede estar unida a la parte fija mediante medios de fijación.
PDF original: ES-2632181_T3.pdf
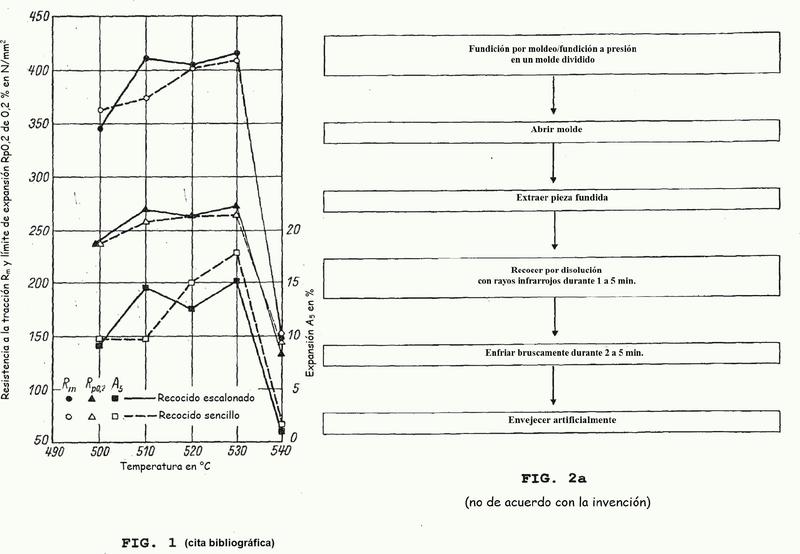
Procedimiento para el tratamiento térmico de piezas fundidas mediante rayos infrarrojos.
(16/03/2016). Ver ilustración. Solicitante/s: Belte AG. Inventor/es: HUMMEL,MARC, BELTE,MARKUS, DRAGULIN,DAN, ELEND,LUTZ-EIKE, ERLWEIN,MARK.
Procedimiento para el tratamiento térmico de piezas fundidas, en particular de piezas fundidas a presión de metal ligero mediante recocido por disolución, enfriamiento y envejecimiento, caracterizado por que en primer lugar se realiza una fundición por moldeo o a presión en un molde y se abre este molde y, a continuación, las piezas fundidas no se extraen del molde sino que se recuecen por disolución directamente mediante rayos infrarrojos, se enfrían a continuación bruscamente durante el rociado del molde y solo entonces se extraen y se envejecen artificialmente.
PDF original: ES-2576119_T3.pdf
DISPOSITIVO, INSTALACIÓN, Y PROCEDIMIENTO PARA LA FUNDICIÓN A PRESIÓN DE MATERIAL METÁLICO EN EL ESTADO TIXOTRÓPICO.
(14/12/2015). Solicitante/s: MOLD-THIX-CONSULTING BUELTERMANN GMBH. Inventor/es: BÜLTERMANN,BERND.
Un dispositivo para la fundición a presión de material metálico, con una unidad de tornillo sin fin para hacer pasar el material a un estado tixotrópico y con una unidad de cilindro-pistón alimentada por ésta para la aplicación de presión al material tixotrópico para la fundición a presión, caracterizado por que entre la unidad de tornillo sin fin y la unidad de cilindro-pistón está dispuesta una válvula térmicamente controlable.
PDF original: ES-2553833_T3.pdf
Aparato y método de colada centrífuga.
(03/12/2015) Aparato de colada centrífuga, que comprende:
- un semi-molde inferior montado sobre un soporte provisto de medios de accionamiento para la rotación alrededor de un eje central sustancialmente vertical, siendo dicho semi-molde inferior un sólido de revolución que tiene una primera cavidad central ,
- un semi-molde superior orientado hacia el semi-molde inferior , siendo dicho semi-molde superior un sólido de revolución que tiene una segunda cavidad central , y
- un medio para provocar el movimiento axial de dichos semi-moldes acercándolos y/o alejándolos entre sí, estando caracterizado dicho aparato porque…
Procedimiento para la producción de un componente de motor y componente de motor.
(30/11/2015) Procedimiento para la producción de un componente de motor, en particular, de un émbolo para un motor de combustión, en el que se cuela una aleación de aluminio en el procedimiento de colada a presión,
en el que la aleación de aluminio está compuesta por los siguientes elementos de aleación:
silicio: del 6 % en peso al 10 % en peso, opcionalmente
del 8,5 % en peso al 10 % en peso,
níquel: del 1,2 % en peso al 2 % en peso,
cobre: del 8 % en peso al 10 % en peso,
magnesio: del 0,5 % en peso al 1,5 % en peso,
hierro: del 0,6 % en peso al 1,5 % en peso, opcionalmente
del 0,9 % en peso al 1,1 % en peso,
manganeso: del 0,2 % en peso al…
Procedimiento de producción de un componente de motor y componente de motor.
(16/11/2015) Procedimiento de producción de un componente de motor, en particular de un émbolo para un motor de combustión, en el que se cuela una aleación de aluminio en el procedimiento de colada a presión,
en el que la aleación de aluminio está compuesta por los siguientes elementos de aleación:
silicio: del 11 % en peso al 14,5 % en peso,
níquel: del 3,6 % en peso al 5 % en peso, opcionalmente del 3,8 % en peso al 4,5 % en peso cobre: del 3,7 % en peso al 5,2 % en peso,
magnesio: del 0,5 % en peso al 1,5 % en peso,
hierro: del 0,6 % en peso al 1,5 % en peso, opcionalmente del 0,9 % en peso al 1,1 % en peso manganeso: del 0,2 % en peso al 0,4 % en peso,
circonio: del 0,04 % en peso al 0,1 % en peso,
vanadio: del 0,04 % en peso al 0,1 % en peso,
resto:…
MÉTODO PARA LA MANUFACTURA DE MATERIALES COMPUESTOS DE MATRIZ METÁLICA DE ESTRUCTURA GLOBULAR CON PARTÍCULAS CERÁMICAS.
(16/07/2015). Ver ilustración. Solicitante/s: UNIVERSIDAD PONTIFICIA BOLIVARIANA. Inventor/es: MARTINEZ TEJADA,Hader Vladimir, VALENCIA GARCIA,Marco Fidel.
La presente invención corresponde a un método para la manufactura de materiales compuesto de matriz metálica con partículas cerámicas. El método comprende las etapas de obtención de colada en estado semisólido del material metálico con fracciones de sólido entre 0,3 y 0,6 con respecto al volumen de la colada procediendo primero a obtención de la colada en estado líquido y posteriormente al estado semisólido, agitación de la colada, adición de partículas cerámicas recubiertas con metal, moldeo de la colada, y forjado del material moldeado. El material compuesto obtenido por este método tiene una matriz metálica con una estructura globular. Igualmente se pueden manufacturar materiales metálicos con estructura globular, ejecutando todas las etapas del método con excepción de la etapa de adición de partículas. Adicionalmente, la invención comprende una máquina para ejecutar las etapas del método de la presente invención.
Molde de inyección de piezas de aluminio en línea.
(21/05/2014) Molde de inyección de piezas de aluminio que comprende:
• una parte fija con un primer plato que comprende una primera parte de cavidad ,
• una parte móvil con un segundo plato que comprende una segunda parte de cavidad ,
• al menos una parte intermedia con un tercer plato que comprende una tercera parte de cavidad y una cuarta parte de cavidad ,
bull unos medios de acoplamiento configurados de forma que la parte móvil , la parte fija y la parte intermedia pueden ocupar una posición de acoplamiento de forma que entre la primera parte de cavidad y la tercera parte de cavidad está definido un primer espacio que corresponde con la geometría de, al menos, una primera pieza (A) a obtener y, entre la segunda parte de cavidad y la cuarta parte de cavidad , está definido un segundo…
Herramienta de moldeo a presión de una máquina de moldeo a presión.
(25/12/2013) Herramienta de moldeo a presión de una máquina de moldeo a presión con un primer molde que presenta una primera pieza de molde y una segunda pieza de molde que se pueden desplazar de forma lineal para el cierre de molde y la apertura de molde y forman entre sí al menos una cavidad de molde y con al menos un recorrido del molde, en donde al menos un molde adicional que presenta una tercera y cuarta pieza de molde que para el cierre de molde y para la apertura de molde se pueden desplazar en la misma dirección respecto a las piezas de moldes del primer molde y forme entre sí al menos una cavidad de molde adicional, en donde una pieza de molde del primer molde y una pieza de molde del segundo molde está dispuestos espalda con espalda y alojan entre sí un elemento intermedio que presenta…
Procedimiento para la fabricación de piezas de colada a presión.
(19/09/2013) Procedimiento para la fabricación de piezas de colada a presión a partir de una aleación de aluminio, en elque la aleación de aluminio atraviesa una máquina con una carcasa con un espacio de trabajo encerradopor una envoltura de carcasa interior y un árbol con aletas que en la envoltura de carcasa interior rotaalrededor de un eje longitudinal (x) y se mueve con traslación hacia delante y hacia atrás en el eje longitudinal (x), enel que en un extremo de la carcasa se suministra una aleación de aluminio fluida al espacio de trabajo y enel otro extremo de la carcasa se extrae del espacio de trabajo como aleación de aluminio semisólida con unporcentaje de sólido predeterminado, se transfiere al interior de…
PROCEDIMIENTO DE REDUCCIÓN DE ELEMENTOS INTERSTICIALES EN COLADA DE ALEACIONES Y MOLDE PARA LA REALIZACIÓN DE DICHO PROCEDIMIENTO.
(13/12/2012) Procedimiento de reducción de elementos intersticiales en colada de aleaciones y molde para la realización de dicho procedimiento.
El procedimiento de reducción de elementos intersticiales en colada de aleaciones comprende las etapas de inyectar dicha aleación en un molde para la formación de una pieza; dejar enfriar dicha aleación; y por el hecho de que se calienta por lo menos una zona del contorno de dicho molde, de manera que se provoca el flujo de los elementos intersticiales hacia dicha por lo menos una zona del contorno.
El molde para la reducción de elementos intersticiales en colada de aleaciones se caracteriza por el hecho de que comprende por lo menos un elemento de calentamiento situado…
CARCASA PARA UNA LUZ EMPOTRADA.
(16/12/2006). Ver ilustración. Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: VANDEVOORDE, JEAN-CLAUDE, LAENEN, GUY, WILLEMS, LOUIS.
Carcasa para una luz empotrada, la cual se fabrica mediante un proceso de fundición de aluminio a presión, caracterizada porque los elementos de fijación de una cubierta se funden conjuntamente.
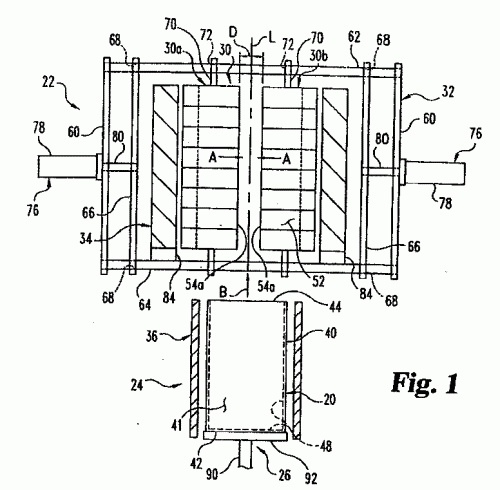
CAMISA EXTERIOR TERMICA PARA RECIPIENTE METALURGICO.
(16/06/2006). Ver ilustración. Solicitante/s: AEMP CORPORATION. Inventor/es: LOMBARD, PATRICK, J., WANG, SHAUPOH.
Aparato que es para controlar la temperatura de un caldo metálico y comprende: un recipiente que incluye un interior y un exterior, conteniendo dicho interior el caldo metálico; una camisa exterior térmica ; caracterizado por el hecho de que dicha camisa exterior térmica incluye una primera parte (30a) y una segunda parte (30b); y un mecanismo actuador que está acoplado a dichas partes primera y segunda de dicha camisa exterior térmica, estando dicho mecanismo actuador adaptado para desplazar relativamente dichas partes primera y segunda con respecto a dicho recipiente y posicionar selectivamente dichas partes primera y segunda en comunicación térmica con dicho recipiente para efectuar termotransferencia entre dicho recipiente y dicha camisa exterior térmica.
COLADA A PRESION DE MAGNESIO.
(01/06/2006) Un sistema de flujo de metal para uso en colada a presión de aleación de magnesio en un estado semisólido o tixotrópico, usando una máquina de colada a presión que tiene un suministro de la aleación en un estado fundido y un molde o matriz que define una cavidad de matriz, en el que el sistema comprende unos medios de herramienta de matriz o de molde que definen al menos una piquera del sistema en la que se puede recibir aleación fundida de magnesio para inyección de aleación dentro de la cavidad de matriz, el sistema de flujo es de una forma que proporciona control de las velocidades de flujo de metal en él, por lo que sustancialmente todo el metal que fluye…
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE COLADA A PRESION Y DISPOSITIVO DE COLADA.
(16/03/2006). Solicitante/s: BUHLER DRUCKGUSS AG. Inventor/es: NIEDERMANN, BENNO, BOLOGNA, ROBERTO, FUCHS, MARC.
Procedimiento para la fabricación de piezas coladas a presión, en especial ruedas o llantas para vehículos mediante colada, de modo que los materiales de partida se alimentan y calientan en forma de pernos o piezas en bruto, de modo que los materiales de partida calentados presentan una microestructura globular, son alimentados en forma semisólida a una máquina de colada a presión y se cuelan o conforman aplicando alta presión, caracterizado porque la alimentación de los materiales de partida calentados a la máquina de colada a presión tiene lugar con cierre hermético extensivo, y el tiempo de ciclo es aproximadamente de 1 minuto.
PROCEDIMIENTO PARA LA FABRICACION DE ESPUMA METALICA Y CUERPO METALICO FABRICADO A CONTINUACION.
(16/10/2005). Solicitante/s: GOLDSCHMIDT AG BUHLER DRUCKGUSS AG. Inventor/es: NIEDERMANN, BENNO, KNOTT, WILFRIED, RECKSIK, MANFRED, WEIER, ANDREAS.
Procedimiento para la fabricación de espuma metálica mediante añadido de un agente de expansión a un baño de metal fundido caracterizado porque se deposita el baño de metal fundido en el espacio hueco del molde de una moldeadora a presión metálica y se espuma con un agente de expansión sólido disolvente de gas a temperatura ambiente.
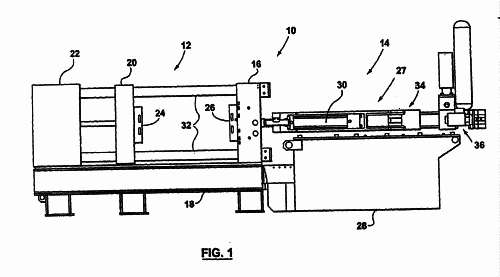
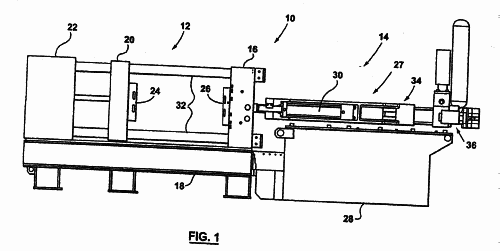
(16/07/2005). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: KESTLE, MARTIN R., TOOMEY, CLIVE A., PAULOVIC, ANTHONY.
Dispositivo de inyección que comprende: un conjunto cilíndrico y un conjunto de carro , comprendiendo el conjunto cilíndrico una primera y segunda partes cilíndricas provistas de un orificio axial que las atraviesa, y un primer acoplador cilíndrico que definiendo la localización del primer acoplador cilíndrico un límite entre la primera parte cilíndrica y la segunda parte cilíndrica ; comprendiendo el conjunto de carro un primer acoplador de carro destinado a cooperar con el primer acoplador cilíndrico y un accionador de carro destinado a unirse a una platina estacionaria de una unidad de fijación , en el que el primer acoplador cilíndrico está enclavado, en curso de utilización, con el primer acoplador de carro de manera que se bloquee el conjunto cilíndrico en el conjunto de carro lo que permite aislar la segunda parte cilíndrica frente a la fuerza axial del carro.
CONJUNTO DE CILINDRO DE UNA MAQUINA DE MOLDEO POR INYECCION.
(01/07/2005). Ver ilustración. Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: KESTLE, MARTIN R., TOOMEY, CLIVE A., PAULOVIC, ANTHONY.
Conjunto de cilindro que comprende una primera y una segunda partes de un cilindro que presentan un orificio axial que las atraviesa, y un primer acoplador de cilindro, delimitando la posición del primer acoplador de cilindro un límite entre la primera parte de cilindro y la segunda parte de cilindro; en el que el primer acoplador de cilindro aísla la segunda parte de cilindro de la fuerza axial del carro.
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA METALICA, TAL COMO UNA PARTE DE RUEDA DESTINADA A LA RODADURA DE UN VEHICULO, Y UNA RUEDA DE ESTA CLASE.
(16/04/2005) Procedimiento de fabricación de una rueda metálica destinada al rodaje de un vehículo, comprendiendo la citada rueda un disco de rueda y una llanta , o de una parte de rueda , estando constituida la citada parte de rueda por un disco metálico de rueda o por una llanta metálica , comprendiendo el citado procedimiento, en una etapa inicial , el conformado de la citada rueda o parte de rueda por medio de un material metálico que presenta una estructura tixotropa y un estado semisólido, caracterizado porque comprende, además, las etapas posteriores siguientes: (i) se somete la citada rueda o parte de rueda , conformada después de la etapa inicial, a una etapa de matrizado , de tal modo que la temperatura en el núcleo de la citada rueda…
METODO DE FABRICACION DE ARTICULOS DE SUPERALEACION A BASE DE NIQUEL MOLDEADOS A PRESION.
(16/10/2004) Un método de fabricación de un componente de turbomotor de gas que carece sustancialmente de porosidad, tiene segregación elemental de 0 a 40% y un tamaño de grano medio de ASTM 3 o menor, que comprende las operaciones de: proporcionar material de superaleación de base de níquel que tenga una composición en porcentajes en peso de 0, 02 a 0, 04 de C, 17 a 21 Cr, 2, 8 a 3, 3 Mo+W+Re, 5, 15 a 5, 5 Nb+Ta, 0, 75 a 1, 15 Ti+V+Hf, 0, 4 a 0, 7 Al, hasta 19 Fe, opcionalmente hasta 0, 35 Mn, hasta 0, 15 Si, hasta 1 Co, siendo el resto Ni e impurezas accidentales; fundir el material de superaleación y sobrecalentar este a una temperatura de menos de 93ºC por encima del punto de fusión; moldear a presión el material de superaleación con la forma de un componente de turbomotor; calentar el artículo moldeado a una temperatura de 982…
PRETRATAMIENTO DE UN TOCHO METALICO TIXOTROPICO.
(16/12/2003) Dispositivo de pretratamiento para proporcionar un tocho metálico tixotrópico en una cámara de colada de una instalación de tixomoldeo, que contiene un recipiente destinado a recibir un tocho metálico que contiene partículas sólidas primariamente solidificadas y homogéneamente distribuidas procedentes de dendritas degeneradas individuales, un horno separado en el espacio de la instalación de tixomoldeo para transferir el tocho metálico situado en el recipiente a un estado tixotrópico parcialmente líquido, y un dispositivo de transporte para transportar e introducir el tocho metálico tixotrópico en la cámara de colada , caracterizado porque el recipiente constituye un tubo de calentamiento de forma cilíndrica que puede ser cerrado lateralmente por medio de elementos de cierre en forma de tapón o de tarugo, estando configurados…
PROCEDIMIENTO DE MOLDEO POR INYECCION DE UNA ALEACION DE METAL LIGERO.
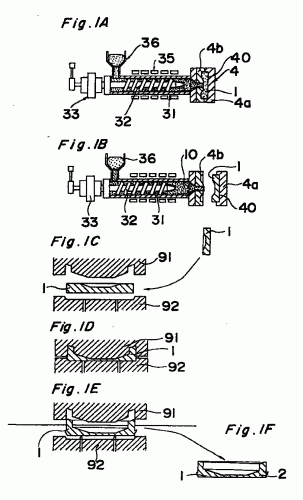
(16/05/2003). Ver ilustración. Solicitante/s: MAZDA MOTOR CORPORATION. Inventor/es: SAKAMOTO, KAZUO, ISHIDA, KYOSO, YAMAMOTO, YUKIO.
PARA PROPORCIONAR UNA ESTRUCTURA DE MATRIZ PARA MOLDEO POR INYECCION DE UNA ALEACION LIGERA LIBRE DE DEFECTOS GASEOSOS, Y UN PROCEDIMIENTO PARA MOLDEAR PIEZAS DE ALEACION LIGERA UTILIZANDO LA MATRIZ, SE UTILIZA LA ESTRUCTURA DE MATRIZ PARA CONVERTIR UNA ALEACION LIGERA EN UN ESTADO SEMIFUNDIDO, EN DONDE COEXISTEN UNA FASE SOLIDA Y UNA FASE LIQUIDA, O UN ESTADO FUNDIDO, A UNA TEMPERATURA JUSTO POR ENCIMA DE UN PUNTO DE FUSION, E INYECTANDO EL METAL FUNDIDO DENTRO DE UNA PARTE DE UNA CAVIDAD INTERIOR, Y S 1 /S 2 , DE UNA ZONA SECCIONAL DE PUE RTA S 1 , CON RESPECTO A UNA ZONA SECCIONAL MAXIMA S 2 DE LA CAVIDAD DEL MOLDE, ZONA QUE ES CASI PERPENDICULAR AL SENTIDO DE CIRCULACION DEL FUNDIDO EN SU INTERIOR, SE ESTABLECE EN UN RANGO DE 0.06 A 0.5.
INSTALACION PARA EL TRATAMIENTO DE METALES FUNDIDOS CORROSIVOS.
(16/01/2003). Ver ilustración. Solicitante/s: THIXOMAT, INC. Inventor/es: MIHELICH, JOHN, DECKER, RAYMOND, F.
SE PRESENTA UN APARATO PARA PROCESAR MATERIALES QUE SON ALTAMENTE CORROSIVOS MIENTRAS ESTAN EN UN ESTADO TIXOTROPICO. EL APARATO INCLUYE UN CILINDRO QUE ESTA ADAPTADO PARA RECIBIR EL MATERIAL A TRAVES DE UNA ENTRADA. EN EL CILINDRO, EL MATERIAL ES CALENTADO Y EXPUESTO A FUERZAS DE CORTE, FORMANDO UNA PASTA SEMISOLIDA, ALTAMENTE CORROSIVA QUE ES DESCARGADA DEL CILINDRO A TRAVES DE UNA BOQUILLA. EL CILINDRO ESTA CONSTRUIDO CON UNA CAPA EXTERIOR DE UN PRIMER MATERIAL Y UNA CAPA INTERIOR DE UNA ALEACION BASADA EN NB QUE SE UNE A LA CAPA EXTERIOR. SITUADO DENTRO DEL CONDUCTO DEL CILINDRO SE ENCUENTRA UN TORNILLO HELICOIDAL CUYA ROTACION PRODUCE LA EXPOSICION DEL MATERIAL A LAS FUERAS DE CORTE Y MUEVE EL MATERIAL A TRAVES DEL CILINDRO. EL TORNILLO ESTA CONSTRUIDO CON UNA CAPA EXTERIOR DE UNA ALEACION BASADA EN NB QUE ESTA MOLECULARMENTE UNIDA A UN NUCLEO INTERNO DE UN MATERIAL DIFERENTE. LA ALEACION BASADA EN NB ES RESISTENTE A LOS EFECTOS CORROSIVOS DEL MATERIAL QUE ESTA SIENDO PROCESADO.
PIEZA DE FUNDICION A PRESION, DE PARED FINA Y HECHA DE METAL LIGERO, COMO COMPONENTE ESTRUCTURAL DE CARROCERIAS Y PROCEDIMIENTO PARA LA FABRICACION DE LA MISMA.
(01/10/2001) LA INVENCION TRATA DE UN PROCEDIMIENTO PARA FUNDIR COMPONENTES ESTRUCTURALES PARA CARROCERIAS, DE PAREDES FINAS Y HECHOS DE METAL LIGERO MEDIANTE UN PROCEDIMIENTO DE FUNDICION A PRESION O UN PROCEDIMIENTO THIXOCASTING O THIXOFORMING, ASI COMO LOS CORRESPONDIENTES COMPONENTES ESTRUCTURALES. PARA PODER FABRICAR SEGUN ESTE PROCEDIMIENTO PIEZAS FUNDIDAS GRANDES, EN PARTICULAR PIEZAS LATERALES DE CARROCERIA, INCLUYENDO LAS COLUMNAS A, B Y C, LAS PIEZAS FUNDIDAS SON FUNDIDAS EN CADA CASO, SEGUN LA INVENCION, EN VARIOS TROZOS DE FUNDICION . LOS TROZOS DE FUNDICION DE UNA PIEZA FUNDIDA SON FUNDIDOS ALTERNATIVAMENTE UNO DETRAS DE OTRO, AUNQUE SIGAN EL MISMO PROCEDIMIENTO Y SEAN DEL MISMO METAL LIGERO, EN DIFERENTES MOLDES DE FUNDICION O EN DIFERENTES SECCIONES DE UN MOLDE DE FUNDICION. LOS TROZOS DE FUNDICION SON FUNDIDOS CONJUNTAMENTE…
UTILIZACION DE UNA ALEACION DE ALUMINIO PARA MOLDEADO A PRESION.
(01/09/2001). Solicitante/s: ALUMINIUM RHEINFELDEN GMBH. Inventor/es: KOCH, HUBERT.
UNA ALEACION DE ALUMINIO PARA COLAR A PRESION CONSTA DE 4,6 A 5,8 % EN PESO DE MAGNESIO 1,8 A 2,5 % EN PESO DE SILICIO 0,5 A 0,9 % EN PESO DE MANGANESO MAX. 0,15 % EN PESO DE HIERRO MAX. 0,2 % EN PESO DE TITANIO ASI COMO ALUMINIO COMO RESTO JUNTO A OTRAS IMPUREZAS CON UN MAXIMO DE 0,02 % EN PESO INDIVIDUALMENTE Y UN MAXIMO DE 0,2 % EN PESO EN CONJUNTO. UNA APLICACION ESPECIAL LA CONSTITUYE LA COLADA A PRESION DE COMPONENTES CON GRANDES EXIGENCIAS EN CUANTO A LAS CARACTERISTICAS MECANICAS, PUESTO QUE ESTAS YA ESTAN PRESENTES EN ESTADO FUNDIDO Y POR TANTO NO ES NECESARIO UN TRATAMIENTO TERMICO ULTERIOR.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS METALICAS MOLDEADAS.
(16/05/2000). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: THURNER, HANS, GABATHULER, JEAN-PIERRE, ROLLIN, ERICH, HUBER, HANSJORG, SCHELLING, HELMUT.
EN UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES MOLDEADAS DE METAL MEDIANTE PRENSADO DE UN PERNO METALICO TIXOTROPO CON UN EMBOLO A PARTIR DE UNA CAMARA DE RELLENO EN UN ESPACIO HUECO DE MOLDEO, SE VENTILA DE FORMA FORZADA EL ESPACIO HUECO DE MOLDEO AL MENOS HASTA EL PUNTO DE TIEMPO DE ENTRADA DEL METAL EN EL ESPACIO HUECO. EN UNA INSTALACION DE TIXOFORMACION CORRESPONDIENTE EL ESPACIO HUECO DE MOLDEO SE ENCUENTRA EN UNION CON UN RECIPIENTE DE VACIO. CON EL PROCEDIMIENTO PUEDEN SER ELABORADAS PARTES MOLDEADAS CON POROSIDAD GASEOSA REDUCIDA.
DISPOSITIVO SOPORTE PARA BULONES.
(16/04/1999). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: GABATHULER, JEAN-PIERRE, ROLLIN, ERICH, HUBER, HANSJORG.
LA INVENCION SE REFIERE A UN DISPOSITIVO SOPORTE PARA CALENTAMIENTO INDUCTIVO DE BULONES O PIEZAS MOLDEADAS EN BRUTO PREVIAMENTE A BASE DE ALEACIONES METALICAS CON PROPIEDADES TIXOTROPAS, SOPORTE Y TRANSPORTADO DE LOS PERNOS HASTA SU FUNDICION. EL DISPOSITIVO SOPORTE ES UNA CUBIERTA Y ESTA CUBIERTA MUESTRA UN TRONCO EN FORMA DE BANDEJA. EN CADA EXTREMO DEL TRONCO SE DISPONE DE UNA PARED LATERAL Y AL MENOS EL TRONCO ESTA EJECUTADO A BASE DE UN METAL DE FUNDICION ALTA, POR EJEMPLO A PARTIR DE ACERO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}