Herramienta de moldeo a presión de una máquina de moldeo a presión.
Herramienta de moldeo a presión de una máquina de moldeo a presión con un primer molde que presenta una primera pieza de molde y una segunda pieza de molde que se pueden desplazar de forma lineal para el cierre de molde y la apertura de molde y forman entre sí al menos una cavidad de molde y con al menos un recorrido del molde,
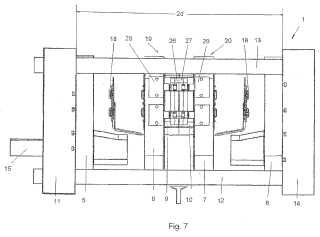
en donde al menos un molde (3) adicional que presenta una tercera y cuarta pieza de molde (7, 8) que para el cierre de molde y para la apertura de molde se pueden desplazar en la misma dirección respecto a las piezas de moldes (5, 6) del primer molde (2) y forme entre sí al menos una cavidad de molde adicional, en donde una pieza de molde(5, 6) del primer molde (2) y una pieza de molde (7, 8) del segundo molde (3) está dispuestos espalda con espalda y alojan entre sí un elemento intermedio (4) que presenta el recorrido del molde (16), y en donde el recorrido del molde (16) lleva a las dos cavidades de molde, caracterizada porque el elemento intermedio (4) tiene asociado un dispositivo de corte (21) para cortar al menos un bebedero (24) y porque el elemento intermedio (4) presenta al menos dos dispositivos de eyección (19, 20) para los dos moldes (2, 3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08102489.
Solicitante: Georg Fischer Automotive (Suzhou) Co. Ltd.
Nacionalidad solicitante: China.
Dirección: 117, Changyang Street, Suzhou Industrial Park Suzhou 215021 CHINA.
Inventor/es: HUBER,IGNAZ, PIPPEL,THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D17/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión.
- B22D17/10 B22D […] › B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión. › con movimiento horizontal de la prensa.
- B22D17/20 B22D 17/00 […] › Accesorios; Partes constitutivas.
- B22D17/22 B22D 17/00 […] › Moldes metálicos (su fabricación, veáse la clase apropiada, p. ej. B23P 15/24 ); Planchas de moldes; Soportes de moldes; Equipo para el enfriamiento de los moldes; Accesorios para la extracción y la eyección de las piezas fuera del molde.
- B22D17/26 B22D 17/00 […] › Mecanismos o dispositivos de cierre o apertura de los moldes.
- B29C45/12 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › utilizando dos o más moldes fijos, p. ej. en tándem.
PDF original: ES-2453498_T3.pdf
Fragmento de la descripción:
Herramienta de moldeo a presión de una máquina de moldeo a presión La invención se refiere a una herramienta de moldeo a presión de una máquina de moldeo a presión que tiene un primer molde que tiene una primera y una segunda parte de molde, que se pueden desplazar linealmente entre sí para la sujeción del molde y la apertura del molde y que molde entre ellos al menos una cavidad de molde, y con al menos un corredor de colada, en donde una parte de molde del primer molde u y una parte de molde del segundo molde están dispuestas espalda con espalda y alojan entre sí un elemento intermedio que presenta el recorrido del molde y en donde el recorrido del molde lleva a las dos cavidades de molde.
Se conocen herramientas de molde a presión del tipo mencionado al principio. Se aplican en una máquina de moldeo a presión. Para rellenar (disparo) de la cavidad de molde encima del recorrido del molde se aplica un medio caliente, líquido, por ejemplo, metal, una aleación de metal o plástico. Anteriormente hay que cerrar el molde que consiste de una parte de molde primera y una segunda. Si el medio está solidificado en la cámara de colado y la cavidad de molde, entonces las dos piezas de molde se mueven alejándola una de otra. Debido a este procedimiento está limitado el número de piezas de trabajo que se pueden fabricar por unidad de tiempo. Para aumentar el número de piezas de trabajo en las dos piezas de molde pueden estar dispuestas varias cavidades de moldeo para la formación de varias cavidades de molde. La superficies disponible para ello, sin embargo, siegue estando limitada a causa del material a manejar, la presión de cierre de molde.
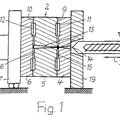
En el documento US-A. 1717254 se describe una máquina a manejar manualmente. El relleno de la cavidad se realiza desde arriba hacia abajo. Para ello está disponible un contra-pistón. El conjunto de moldeo está dispuesto de forma vertical.
Además, el documento DE 10225165 A1 revela un molde de fundición universal con una herramienta en plantas para un sistema de moldeado a presión.
En el caso del Gb-A-1569382 se trata de un procedimiento de moldeado a baja presión con dos cámaras que se rellenan de abajo hacia arriba. La cámara de colado se encuentra directamente en el medio fundido.
En el documento WO00/06322 A se trata de la fabricación de núcleos que, a continuación, se insertan dentro de una herramienta de moldeado a presión. También en este caso la cámara de colado se encuentra directamente en el medio fundido.
Por lo tanto, la invención tiene por objetivo crear una herramienta de moldeado a presión de una máquina de moldeado a presión que presenta una muy alta capacidad de fabricación, es decir, por unidad de tiempo se pueden fabricar una multitud de piezas de trabajo de moldeado.
Esta tarea se resuelve según la invención porque al elemento intermedio (4) se le asigna un dispositivo de corte (21) para cortar al menos un bebedero (24) , preferentemente un bebedero (24) que concierne ambos moldes (2, 3) y porque el elemento intermedio (4) presenta al menos dos dispositivos de eyección (19, 20) para los dos moldes (2, 3) .
Por esta configuración prácticamente resulta una herramienta de moldeo a presión en plantas, es decir, las al menos dos moldes más están dispuestas a modo de plantas entre sí, en donde en este caso se refiere a una disposición una encima de otra o una al lado de otra. Con la misma máquina de moldeado a presión por lo tanto se utilizan al mismo tiempo varios moldes, de manera que resulta un correspondiente incremento de la productividad. La invención no está limitada a dos moldes, sino que se puede utilizar a modo de plantas también más de dos moldes en construcción una encima de otra o una al lado de otra. La configuración en este caso se elija de tal manera que para abrir el molde respectiva al menos una de la piezas de molde tiene que desplazarse linealmente. Este movimiento lineal se realiza de forma perpendicular, especialmente en ángulo recto, con respecto al plano se separación de moldes. Por lo tanto, las plantas individuales de la herramienta de moldeo a presión que presenta varias moldes para la apertura de forma se desplazan de forma lineal según el modo mencionado anteriormente y para el cierre de moldes de desplazan en la correspondiente dirección contraria. El procedimiento y el movimiento de desplazamiento siempre se realiza – tal como se ha mencionado ya – en la dirección perpendicular, especialmente de forma rectangular con respecto al plano individual de separación de moldes de los moldes, en donde los planos de separación de moldes se encuentran entre las dos piezas de molde de los respectivos moldes. Para poder rellenar la herramienta de moldeado a presión según la invención con un medio, por ejemplo, con una aleación de metal líquida, entre los al menos dos moldes está dispuesto un elemento intermedio que presenta el recorrido del molde. A través del recorrido del molde se rellenan las al menos dos cavidades de molde de las al menos dos moldes. Para un desmoldeo de las herramientas fabricadas los moldes se abren después de la solidificación del medio mediante un desplazamiento lineal. Por la forma de construcción en plantas mencionada de la herramienta de moldeado a presión según la invención también es necesario solo un especio muy reducido durante el funcionamiento, dado que los dos moldes solamente requieren un dispositivo de tracción y de soporte de la máquina de moldeado a presión. En el estado de la técnica para el funcionamiento de dos moldes es necesario aplicar dos máquinas de moldeado a presión que, por lo tanto, requieren un especio sustancialmente mayor.
En una forma de desarrollo de la invención está previsto que el recorrido del molde lleve a las dos cavidades de molde. Por lo tanto, a través de un recorrido del molde se puede realizar el relleno de ambas cavidades de molde. La invención naturalmente no está limitada a dos cavidades de molde, sino cada uno de los moldes puede presentar al menos dos cavidades de molde.
Está previsto que el elemento intermedio tiene asociado un dispositivo de corte para cortar al menos un bebedero, preferentemente un bebedero que se refiere a los dos moldes. En la zona del elemento intermedio, es decir, en la zona entre los al menos dos moldes se encuentra un dispositivo de corte. Esta corta el moldeado por colada que se forma durante el recorrido del molde. Es especialmente efectivo, si un dispositivo de corte corta el bebedero de los dos moldes, en donde de forma preferente existe un bebedero común de los dos moldes que es separado por el dispositivo de corte.
El dispositivo de corte preferentemente presenta una cuchilla de corte desplazable de forma lineal, en donde la dirección de desplazamiento de la cuchilla de corte trascurre de forma perpendicular, especialmente de forma rectangular con respecto a la dirección de desplazamiento de las piezas de molde. Por esta disposición el espacio constructivo del dispositivo integral se utiliza de forma óptima, en donde los espacios libres de movimiento para las piezas de molde y la cuchilla de corte se encuentran a un ángulo, especialmente de forma rectangular.
Según la inyección está previsto que el elemento intermedio presente al menos dos dispositivos de eyección para los dos moldes. En el elemento intermedio se alojan por lo tanto también los medios de eyección para vaciar las al menos dos moldes. Los dispositivos de eyección se encuentran por lo tanto optimizando el espacio entre los dos moldes.
Los dispositivos de eyección presentan cilindros de eyección, especialmente cilindros de bloque, que están dispuestos de forma lateral respecto a las piezas de molde que están adyacentes respecto al elemento intermedio. De forma lateral al lado de las piezas de molde asociadas al elemento intermedio, por lo tanto se utiliza el espacio para el posicionamiento del cilindro de eyección del dispositivo de eyección. En este caso los cilindros de eyección no molestan y utilizan un especio constructivo que, de otra manera, no se utilizaría.
El elemento intermedio preferentemente presenta dos piezas de elemento intermedio que están dispuestas espalda con espalda una respecto a otra. Cada pieza de elemento intermedio está asociada a una de los dos moldes.
Un desarrollo de la invención prevé que la primera pieza de molde del primer molde es una pieza de molde rígida hacia que – para el cierre de molde y para la apertura de molde del primer molde – una unidad consistente de una primera pieza de molde del primer molde, el elemento intermedio y la tercera pieza de molde del segundo molde se puede desplazar linealmente y porque hacia la unidad – para el cierre de molde y la apertura de molde del segundo... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de moldeo a presión de una máquina de moldeo a presión con un primer molde que presenta una primera pieza de molde y una segunda pieza de molde que se pueden desplazar de forma lineal para el cierre de molde y la apertura de molde y forman entre sí al menos una cavidad de molde y con al menos un recorrido del molde, en donde al menos un molde (3) adicional que presenta una tercera y cuarta pieza de molde (7, 8) que para el cierre de molde y para la apertura de molde se pueden desplazar en la misma dirección respecto a las piezas de moldes (5, 6) del primer molde (2) y forme entre sí al menos una cavidad de molde adicional, en donde una pieza de molde (5, 6) del primer molde (2) y una pieza de molde (7, 8) del segundo molde (3) está dispuestos espalda con espalda y alojan entre sí un elemento intermedio (4) que presenta el recorrido del molde (16) , y en donde el recorrido del molde (16) lleva a las dos cavidades de molde, caracterizada porque el elemento intermedio (4) tiene asociado un dispositivo de corte (21) para cortar al menos un bebedero (24) y porque el elemento intermedio (4) presenta al menos dos dispositivos de eyección (19, 20) para los dos moldes (2, 3) .
2. Herramienta de moldeo a presión según la reivindicación 1, caracterizada porque el dispositivo de corte (21) 15 presenta una cuchilla de corte (23) desplazable linealmente, en donde el dispositivo de la cuchilla de corte (23) trascurre de forma perpendicular, especialmente de forma rectangular, con respecto de la dirección de desplazamiento lineal de las piezas de molde (5, 6, 7, 8) .
3. Herramienta de moldeo a presión según la reivindicación 1, caracterizada porque los dispositivos de eyección (19, 20) presentan cilindros de eyección (28) que están dispuesto al lado de las piezas de molde 20 (5, 6, 7, 8) que lindan con el elemento intermedio (4) .
4. Herramienta de moldeo a presión según una cualquiera de las reivindicaciones 1 a 3, caracterizada porque el elemento intermedio (4) presenta dos piezas de elemento intermedio (9, 10) que están dispuestas espalda con espalda entre sí.
5. Herramienta de moldeo a presión según una cualquiera de las reivindicaciones anteriores, caracterizada 25 porque la primera pieza de molde (5) del primer molde es una pieza de molde (5) fija con respecto a la cual
– para el cierre de molde y para la apertura de molde del primer molde (2) – se puede desplazar linealmente una unidad que consiste de una segunda pieza de molde (6) del primer molde (2) , el elemento intermedio (4) y la tercera pieza de molde (7) del segundo molde (3) , y porque respecto a la unidad -para el cierre de molde y para la apertura de molde del segundo molde (3) – se puede desplazar linealmente la cuarta pieza de molde (8) .
6. Herramienta de moldeo a presión según una cualquiera de las reivindicaciones anteriores, caracterizada porque la primera pieza de molde (5) presenta un inserto de molde (30) dijo, sustituible, y porque la segunda, tercera y cuarta pieza de molde (6, 7, 8) poseen insertos de molde (30, 31) desplazables y sustituibles.
7. Herramienta de moldeo a presión según una cualquiera de las reivindicaciones anteriores, caracterizada por un plato de sujeción (11) fijo y un plato de sujeción (14) que se puede desplazar linealmente con respecto a esta a través de columnas de guiado (12, 13) , en donde en los dos platos de sujeción (11, 14) está dispuesto al menos los dos moldes (2, 3) y al menos el elemento intermedio (4) .
Patentes similares o relacionadas:
Molde de inyección y procedimiento de inyección asociado, del 11 de Abril de 2018, de JP Grosfilley: Molde de inyección que comprende al menos una primera parte de molde , al menos una segunda parte de molde posicionada frente a […]
PROCEDIMIENTO PARA LA FABRICACION DE UN ACRISTALAMIENTO PLASTICO, ESPECIALMENTE PARA AUTOMOVILES., del 16 de Marzo de 2007, de SAINT-GOBAIN VITRAGE: LA INVENCION SE REFIERE A UN PRODUCTO, AL MENOS EN PARTE TRANSPARENTE, Y DE GRAN CALIDAD OPTICA, EQUIVALENTE A LA DE UN ACRISTALAMIENTO DE VIDRIO, […]
DISPOSITIVO DE ARTICULACION QUE PROPORCIONA CARRERAS DESIGUALES PARA UN MOLDE EN PAQUETE., del 16 de Diciembre de 2004, de HUSKY INJECTION MOLDING SYSTEMS LTD.: LA PRESENTE INVENCION SE REFIERE A CONEXIONES PARA MOLDES DE APILAMIENTO, QUE CREAN CARRERAS DESIGUALES, PARA SU UTILIZACION EN UNA MAQUINA DE MOLDEO POR […]
APARATO Y PROCEDIMIENTO PARA DISTRIBUIR POLIMEROS TERMOPLASTICOS FUNDIDOS A MAQUINAS DE MOLDEO., del , de EASTMAN CHEMICAL COMPANY: SE DESCRIBE UN PROCESO Y UN APARATO PARA DISTRIBUIR MATERIAL TERMOPLASTICO FUNDIDO A VARIAS MAQUINAS MOLDEADORAS, QUE FUNCIONAN EN UNA SECUENCIA TEMPORIZADA. LA INVENCION […]
INYECTOR DE PREFORMAS DE MATERIAL TERMOPLASTICO., del 16 de Noviembre de 1997, de SANTOYO PADILLA,JOSE: 1. INYECTOR DE PREFORMAS DE MATERIAL TERMOPLASTICO, QUE SIENDO DEL TIPO MULTIBOQUILLA EN DONDE SE PREVEN RESISTENCIAS CALEFACTORAS SE CARACTERIZA, ESENCIALMENTE, PORQUE […]
MAQUINA PARA EL MOLDEADO A INYECCION SECUENCIAL, del 16 de Octubre de 1997, de HUSKY INJECTION MOLDING SYSTEMS LTD.: UNA MAQUINA PARA EL MOLDEADO A INYECCION TIENE AL MENOS DOS ESTACIONES DE MOLDEADO (A, B). CADA ESTACION DE MOLDEADO INCLUYE UN PAR DE PLATINAS (24, […]
MAQUINA DE MOLDEO POR INYECCION CON HERRAMIENTA ESCALONADA, del 16 de Marzo de 1996, de HERBST, RICHARD: UNA MAQUINA DE MOLDEO POR INYECCION TIENE UNA HERRAMIENTA ESCALONADA , EN LA QUE DOS PARTES DE LA HERRAMIENTA EXTERIORES ENCIERRAN ENTRE […]
 DISPOSITIVO PARA EL MOLDEO POR INYECCION DE PIEZAS MOLDEADAS DE PLASTICO, del 1 de Enero de 2008, de LEHMANN GMBH & CO. KG: Dispositivo para el moldeo por inyección de piezas moldeadas de plástico, que comprende en una máquina para moldeo por inyección y un molde […]
DISPOSITIVO PARA EL MOLDEO POR INYECCION DE PIEZAS MOLDEADAS DE PLASTICO, del 1 de Enero de 2008, de LEHMANN GMBH & CO. KG: Dispositivo para el moldeo por inyección de piezas moldeadas de plástico, que comprende en una máquina para moldeo por inyección y un molde […]