Lingotes de metales preciosos y procedimiento para su fabricación.
Lingote de metal precioso o de una aleación que contiene un metal precioso,
que tiene un peso mB, caracterizado por que el lingote (1) se divide en n x m lingotes pequeños (2,3) que en cada caso tienen un peso mk predeterminado; n y m son en cada caso un número natural ≥ 2 es y por que hay una unión material (8) entre los lingotes pequeños inmediatamente contiguos (2,3), que es parte de una entalladura (5, 5') configurada de forma que se estrecha, incorporada en el lingote (1), y que en la mayor profundidad de la entalladura (5, 5') presenta un sitio de rotura controlada (12) con un grosor que posibilita una separación manual, en donde el sitio de rotura controlada (12) presenta en la zona de la unión material (8) un ángulo de abertura de 10º a 60º.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E13174247.
Solicitante: ESG Edelmetall-Service GmbH&Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: Gewerbering 29b 76287 Rheinstetten ALEMANIA.
Inventor/es: LOCHMANN,DOMINIK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C37/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › de chapas.
- B21H8/00 B21 […] › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › Laminado del metal en longitudes indefinidas especialmente adecuado para la fabricación en serie de objetos particulares.
- B21K23/00 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › Fabricación de otros artículos.
PDF original: ES-2755049_T3.pdf
Fragmento de la descripción:
Lingotes de metales preciosos y procedimiento para su fabricación
La invención se refiere a un lingote de metal precioso, por ejemplo de oro, plata, platino, paladio o aleaciones de los mismos y a un procedimiento para la fabricación de tal lingote (véase p.ej. WO 00/16932 o DE 2107213) .
Estado de la técnica
Los materiales de oro dental dosificable se suministran en el mercado en forma de plaquitas, dichas plaquitas se obtienen por fabricación de secciones idénticas a partir de una chapa de oro laminada. La chapa de oro se produce por laminado de un lingote de oro aleado, del modo descrito en la patente DE 102004060730 A1.
Cuando se fabrican lingotes de oro de pequeño gramaje, es decir, de 1 gramo, 5 gramos, 10 gramos, ya es conocido que en cada lingote individual se graban el peso, el fabricante, la pureza del metal y el metal. Los lingotes de metales preciosos de pequeño gramaje son muy apreciados entre los inversores, pero por su fabricación las piezas individuales son más caras que el metal propiamente dicho.
Descripción de la invención
En lugar de muchos lingotes individuales pequeños que en cada caso tienen un peso mk predeterminado, la idea básica de la invención consiste en fabricar de una vez varios lingotes pequeños de este tipo a partir de una placa o de un lingote que tiene un peso mB y después en separar materialmente de modo total o parcial entre sí estas placas o estos lingotes para formar los lingotes pequeños, dichos lingotes pequeños están dispuestos en un orden n x m, siendo n y m > 2. En conjunto, el peso mB del lingote resulta, pues, de n x m x mk.
Debido a que en primer lugar se fabrica un lingote en forma de placa con un peso nominal mB, que después se divide en muchos lingotes pequeños, por ejemplo por grabado, que en caso necesario pueden separarse entre sí o que pueden separarse de un soporte sin emplear ningún molde, no solo se podrán reducir los costes de producción sino que también podrá mejorarse la manipulación de los lingotes pequeños.
La invención es refiere, pues, a un lingote de metales preciosos o de una aleación de metales preciosos de una masa mB, dicho lingote se divide en n x m lingotes pequeños que en cada caso tienen un peso predeterminado mk, dichos n y m son en cada caso un número natural > 2. Entre los lingotes pequeños inmediatamente contiguos existe una unión material, de modo que los lingotes pequeños están firmemente unidos con sus vecinos contiguos. La unión material es parte de una entalladura configurada de forma que se estrecha, incorporada en el lingote, y puede estar formada, por ejemplo, por un puente o una ranura de unión.
La unión material presenta en la mayor profundidad de la entalladura un sitio de rotura controlada que posibilita una separación manual. Para ello, la resistencia a la flexión de la unión será con preferencia tan grande que se evite el doblado por acción de la fuerza de la gravedad y como máximo tan grande que no sea posible una destrucción de la unión material por flexión ni por rotura manuales. El sitio de rotura controlada presenta en la zona de la unión material un ángulo de abertura de 10° a 60°.
Adicionalmente a la unión material se puede colocar en la cara inferior del lingote un material soporte.
Para ello puede practicarse una entalladura en la cara superior y una entalladura opuesta en la cara inferior y la unión material puede guardar una cierta distancia con la cara superior y con la cara inferior del lingote. La entalladura puede configurarse como muesca.
Otro objeto de la invención es un procedimiento de fabricación de un lingote de un peso mB de metal precioso o de una aleación que presenta un metal precioso, en el que en un paso de la producción se divide el lingote en n x m lingotes pequeños que tienen en cada caso un peso mk predeterminado, siendo n y m en cada caso números naturales > 2 y entre los lingotes pequeños inmediatamente contiguos existe una unión material con un sitio de rotura controlada.
La unión material puede realizarse como parte de una entalladura.
Ventajosamente, el lingote puede acuñarse o troquelarse para dividirse en lingotes pequeños.
Otro objeto adicional de la invención es un procedimiento de fabricación de un lingote de un peso mB de un metal precioso o de una aleación que presenta un metal precioso, en el que se lamina una banda sin fin de metal precioso de un grosor adecuado, se alimenta gradualmente a un dispositivo de conformación y, después de la conformación, la banda sigue acarreándose hacia delante. En la conformación, la banda sin fin se divide en una serie de n x 1 lingotes pequeños que tienen en cada caso un peso mk predeterminado, siendo n un número natural > 2 y existiendo una unión material entre los lingotes pequeños inmediatamente contiguos y la banda sin fin. De este modo se forma un conjunto de lingotes unidos sobre la banda sin fin.
Si la banda sin fin ya conformada de la fabricación del lingote después de un número predeterminado de series se separa en la zona de la unión material entre una serie y la banda sin fin, entonces puede obtenerse el lingote deseado.
La banda sin fin presenta una anchura B, que es mayor que la anchura b del lingote a fabricar, de modo que durante la conformación de la banda sin fin además del lingote se genera un borde sobresaliente.
Si durante la conformación se realiza una separación automática del borde, después de la fabricación del número deseado de filas puede tener lugar la separación de la banda sin fin y entonces el lingote se presenta en su forma acabada.
De modo ventajoso, en el lingote pequeño resultante de la conformación puede marcarse o grabarse las leyendas de modo simultáneo.
Breve descripción de las figuras
En las figuras se representan ejemplos de ejecución de la invención. Se representa lo siguiente:
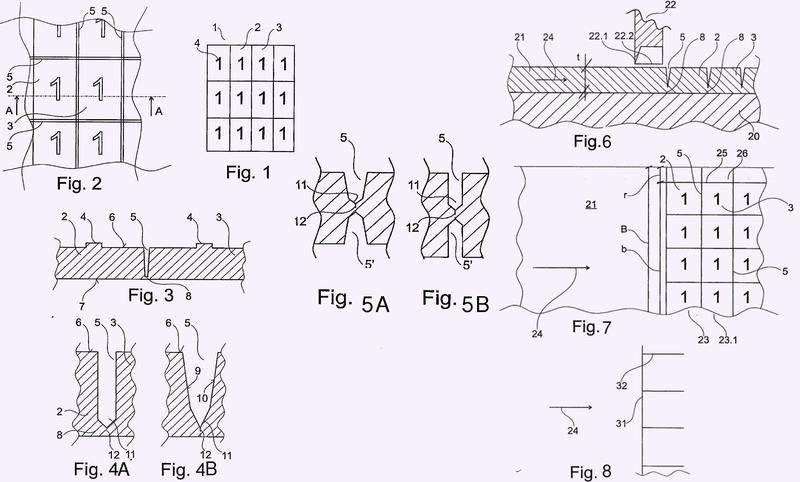
la Fig. 1, un lingote de metal precioso en forma de una placa con 4 x 3 lingotes pequeños;
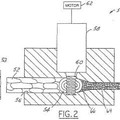
la Fig. 2, un detalle de la Fig. 1;
la Fig. 3, una sección a lo largo de la línea AA de la Fig. 2;
las Figs.4A a 4B, diversas formas de unión material entre los lingotes pequeños de una placa;
las Figs. 5A a 5B, otras formas de unión material entre los lingotes pequeños de una placa;
la Fig. 6, la sección de una banda sin fin con lingotes pequeños;
la Fig. 7, una vista desde arriba de la banda sin fin ya conformada de la Fig. 6;
la Fig. 8, los cantos de una herramienta para la fabricación de lingotes pequeños.
Ejemplos de ejecución de la invención
En la Fig. 1 se representa un lingote 1 de metal precioso en forma de una placa dividida en 4 x 3 lingotes pequeños 2, 3. Para ello se fabricó en primer lugar un lingote no representado en forma de una placa que tiene un peso nominal mB. El mecanizado del lingote para obtener muchos lingotes pequeños 2, 3 puede realizarse por conformación, por ejemplo acuñación, a saber con una conformación como un proceso de acuñación, en el que los datos 4 se generan también sobre los lingotes pequeños 2, 3, a saber, el logotipo del fabricante, el peso y la pureza, de modo que la fabricación pueda realizarse en una sola operación. En el ejemplo de ejecución se indica como dato 4 el peso, que es 1, es decir 1 g.
Tal como se representa con detalle en la Fig. 2, después del paso de conformación se practican en el lingote 1 entalladuras a distancias predeterminadas en forma de muescas 5, que delimitan de modo claramente reconocible un lingote pequeño individual 2 del lingote pequeño contiguo 3. La posición de las muescas 5 en el lingote 1 se elige de tal manera que los lingotes pequeños 2, 3 delimitados por las muescas 5 tengan el peso deseado.
Antes del proceso de conformación, el lingote puede tener con preferencia un grosor uniforme predeterminado, de este modo la conformación del lingote puede realizarse con una sola herramienta de acuñado y el peso de los lingotes pequeños 2, 3 se alcanza con una precisión suficiente, es decir, dentro de las tolerancias permitidas.
El modo de fabricar un lingote en forma de placa se ilustra en el ejemplo de un lingote de oro de ley que tenga un peso de 100 g, que puede dividirse en 100 lingotes pequeños, cada uno de ellos con un peso de 1 g. Para ello se lamina una banda de chapa sin fin de oro de ley del 99, 99 % hasta dejarlo en un grosor calculado previamente. A partir de esta banda se troquelan placas y cada una de ellas pesa 100 g.
Estas placas se acuñan en una sola operación en una máquina...
Patentes similares o relacionadas:
 Procedimiento e instalación para la fabricación de planchas de chapa, del 23 de Marzo de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de planchas de chapa de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en […]
Procedimiento e instalación para la fabricación de planchas de chapa, del 23 de Marzo de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de planchas de chapa de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en […]
 Procedimiento e instalación para la fabricación de chapas a partir de perfiles en forma de barra, del 24 de Febrero de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de chapas a partir de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en una etapa […]
Procedimiento e instalación para la fabricación de chapas a partir de perfiles en forma de barra, del 24 de Febrero de 2016, de Bruhnke, Ulrich: Procedimiento para la fabricación de chapas a partir de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en una etapa […]
Procedimiento y dispositivo de control de un ciclo térmico de una soldadura para la unión de los extremos de bandas, del 25 de Febrero de 2015, de SIEMENS VAI METALS TECHNOLOGIES SAS: Procedimiento de control automático del ciclo térmico de una soldadura para la unión de bandas, destinado al control de un soldeo de un extremo de una primera banda […]
 Dispositivo y procedimiento para la soldadura contínua de bandas o de chapas utilizando dos cabezas de soldadura desplazadas una con respecto a la otra, del 9 de Julio de 2014, de WISCO Lasertechnik GmbH: Dispositivo para la soldadura continua de bandas o bien de chapas guiadas a tope en sus cantos de unión con al menos dos cabezas de soldadura , […]
Dispositivo y procedimiento para la soldadura contínua de bandas o de chapas utilizando dos cabezas de soldadura desplazadas una con respecto a la otra, del 9 de Julio de 2014, de WISCO Lasertechnik GmbH: Dispositivo para la soldadura continua de bandas o bien de chapas guiadas a tope en sus cantos de unión con al menos dos cabezas de soldadura , […]
 Lingotes de metales preciosos y procedimiento para su fabricación, del 19 de Febrero de 2014, de ESG Edelmetall-Service GmbH&Co. KG: Lingote de metal precioso o de una aleación que contiene un metal precioso, que tiene un peso mB, caracterizadoporque el lingote se divide en […]
Lingotes de metales preciosos y procedimiento para su fabricación, del 19 de Febrero de 2014, de ESG Edelmetall-Service GmbH&Co. KG: Lingote de metal precioso o de una aleación que contiene un metal precioso, que tiene un peso mB, caracterizadoporque el lingote se divide en […]
 Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método, del 30 de Julio de 2013, de THE BOEING COMPANY: Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende lasetapas de:
proporcionar un titanio de grano basto o un material […]
Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método, del 30 de Julio de 2013, de THE BOEING COMPANY: Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende lasetapas de:
proporcionar un titanio de grano basto o un material […]
 PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS DE ESTURCTURA POR MECANIZADO DE CHAPAS GRUESAS, del 24 de Marzo de 2011, de ALCAN RHENALU: Procedimiento de fabricación de una pieza metálica mecanizada, que comprende a) la fabricación de una chapa metálica de aleación, con tratamiento […]
PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS DE ESTURCTURA POR MECANIZADO DE CHAPAS GRUESAS, del 24 de Marzo de 2011, de ALCAN RHENALU: Procedimiento de fabricación de una pieza metálica mecanizada, que comprende a) la fabricación de una chapa metálica de aleación, con tratamiento […]
PROCEDIMIENTO DE ESTAMPADO, DISPOSITIVO DE ESTAMPADO Y ELEMENTO PERFILADO., del 16 de Junio de 2007, de PROTEKTORWERK FLORENZ MAISCH GMBH & CO. KG: Procedimiento de estampado en el que una banda de material alargada, que deba ser estampada, es desplazada en la dirección longitudinal con relación […]