Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método.
Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio,
que comprende lasetapas de:
proporcionar un titanio de grano basto o un material de aleación de titanio (52) que tenga una primeradimensión del grano;
calentar el mencionado titanio o el material (52) de la aleación de titanio a una primera temperatura, en dondela primera temperatura está por debajo de la temperatura de tratamiento de la solución y la temperatura defusión del mencionado titanio o el material de la aleación de titanio;
introducir el mencionado titanio calentado o el material de la aleación de titanio dentro de un dispositivo (50)de instrumentación de procesamiento de la agitación de fricción (50);
agitar el mencionado titanio en solución o el material de la aleación de titanio dentro del mencionadodispositivo (50) de procesado de la agitación por fricción, para impartir una estructura (52) de grano ultra finoen el mencionado titanio calentado o en el material de la aleación de titanio;
eliminar y reconsolidar el mencionado titanio de grano ultra fino o el material de aleaciones de titanio (52);formar un articulo a partir del mencionado titanio de grano ultra fino o el material de la aleación de titanio; yenvejecer artificialmente el mencionado articulo para formar un titanio de grano ultra fino o bien un articulo(78) de aleaciones de titanio
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02026611.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 North Riverside Chicago, IL 60606-1596 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KEENER, STEVEN, G., LITWINSKI,EDWARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C37/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › de chapas.
- B21J5/00 B21 […] › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
- B21K1/58 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de remaches.
- B21K1/62 B21K 1/00 […] › de remaches particulares, p. ej. con contactos eléctricos.
- B22D1/00 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Tratamiento del metal fundido en la cuchara o en los canales de colada antes del moldeo (características relativas a la inyección de gas en cierres de tipo de corredera B22D 41/42, en buzas de colada B22D 41/58).
- B23K20/12 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- B23K20/233 B23K 20/00 […] › sin capa ferrosa.
- C22C14/00 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones basadas en titanio.
- C22F1/00 C22 […] › C22F MODIFICACION DE LA ESTRUCTURA FISICA DE METALES O ALEACIONES NO FERROSOS (procesos específicos para el tratamiento térmico de aleaciones ferrosas o aceros y dispositivos para el tratamiento térmico de metales o aleaciones C21D). › Modificación de la estructura física de metales o aleaciones no ferrosos por tratamiento térmico o por trabajo en caliente o en frío.
- C22F1/04 C22F […] › C22F 1/00 Modificación de la estructura física de metales o aleaciones no ferrosos por tratamiento térmico o por trabajo en caliente o en frío. › de aluminio o aleaciones basadas en él.
- C22F1/18 C22F 1/00 […] › Metales de elevado punto de fusión o refractarios o aleaciones basadas en ellos.
PDF original: ES-2416131_T3.pdf
Fragmento de la descripción:
Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método Campo técnico La presente invención está relacionada en general con un método para la preparación de artículos de titanio y aleaciones de titanio, y más específicamente con un método para la preparación de artículos de titanio de grano ultrafino y de aleaciones de titanio, y artículos preparados para dicho método.
Antecedentes de la técnica En la actualidad y en la fabricación de titanio y de artículos de aleaciones de titanio, se incluyen procesos térmicos o procesos de tratamiento térmico. Estas etapas tienen por fin el poder asegurar que la dimensión del grano del material se produce y se mantiene en un nivel que es todo lo más pequeño posible. Como tal, es una practica normal la utilización de un recocido completo, es decir, una recristalización, o bien al menos unas etapas de tratamiento térmico de eliminación de tensiones, en conjunción con cualquier trabajo en frío o para la conformación ejecutada en le material. Se han hecho tentativas exhaustivas para eliminar estas etapas de procesos de fabricación del tratamiento térmico, que pueden ascender a aproximadamente el 20% de los costos asociados con la producción de titanio o de artículos de aleaciones de titanio, tales como un fijador, un remache, un perno de bloqueo o bien un pasador roscado.
La dimensión del grano de un material formado es crítica tanto para su ductilidad como para su resistencia entre otras propiedades. En general, las dimensiones de los granos mayores que el nivel ASTM 3 no son deseables para la mayoría de los trabajos en frío o para las operaciones de conformación en frío. La dimensión diplexada del grano, definida como una diferencia significativa en la dimensión del grano depende de la localización, debiéndose evitar. La dimensión del grano es de especial importancia, y generalmente se incrementa en el grado de importancia conforme se realiza el material o bien se deforma mecánicamente hacia unos niveles mayores. Como regla general, cuanto más fino sea el grano, mejor será la confortabilidad resultante. Las investigaciones realizadas por Gysler y otros en la “Influencia de la dimensión del grano sobre la ductibilidad de las Aleaciones de Titanio Endurecidas por el envejecimiento” y las investigaciones de Thomas y otros sobre la Agitación por Fricción excepto la Soldadura”, que se incorporan aquí como referencia, han sido documentadas en la relación directamente proporcional entre la dimensión de grano más pequeño y las propiedades de materiales mejorados en las aleaciones de titanio.
La soldadura de agitación por fricción (“FSW”) , o más generalmente el proceso por agitación de fricción (“FSP”) es un proceso de estado sólido que utiliza una herramientas no consumible para unir varios tipos de metales. Cuando una herramienta de rotación FSP se inserta dentro y atraviesa a través de los materiales, la herramienta plastifica los materiales y fuerza los materiales para fluir alrededor en donde se reconsolidan. Tal como se ha demostrado con los materiales de aleaciones de aluminio, el proceso FSP produce unas estructuras de materiales de grano ultra fino en la zona de “pepitas” del material procesado. A partir de pruebas con los materiales de aleaciones de aluminio, se ha determinado que este material de “pepitas” resultante ha demostrado unas propiedades mejoradas de los materiales, en donde la mayoría de los mismos dependen directamente del tamaño del grano.
El documento “Metalurgia Física para Ingenieros”, 1962, de la firma Affiliated East-West Press Ltd, páginas 152153, describe y compara las propiedades mecánicas de la austenita de grano grande y de grano pequeño. El documento describe el titanio solo como un inhibidor de granos.
El documento EP1162283 expone un método de reforzamiento selectivo de miembros estructurales, hechos posiblemente de titanio por medio de un procesamiento de agitación por fricción. Los miembros estructurales se fijan entonces entre si con fijaciones roscadas ordinarias.
Es por tanto altamente deseable la utilización de la tecnología FSP para formar el titanio o los artículos de aleaciones de titanio que tengan unas estructuras metalúrgicas de grano ultra fino, sin la etapa de procesamiento térmico subsiguiente o la etapa de procesamiento de tratamiento térmico.
Sumario de la Invención La presente invención utiliza un proceso FSP para formar un articulo de titanio o de aleaciones de titanio, produciendo un material con una dimensión de granos reducida así como con una homogeneidad mejorada. Este proceso genera una estructura del material que propiedades mejoradas sin el uso de unos procedimientos térmicos subsiguientes o métodos de tratamiento térmico. Consecuentemente, el proceso de fabricación global para el titanio o los artículos de titanio tales como fijaciones puede acortarse, reduciendo por tanto los costos de fabricación y eliminando la posibilidad de que las fijaciones se traten térmicamente en forma inapropiada.
así mismo, las propiedades mecánicas mejoradas asociadas tales como la ductibilidad y la solidez a la fractura pueden conseguirse como el resultado de la estructura metalúrgica de grano ultra fino resultante dentro del artículo producido por el método FSP en comparación con los artículos producidos con la utilización de los procesos anteriores o de fabricación actual. Esto podría conducir a una reducción del costo substancial dependiendo de la
aplicación de los artículos producidos utilizando este proceso. Por ejemplo, las fijaciones fabricadas de acuerdo con este nuevo proceso utilizado en la industria aeroespacial podrían reducirse en el tamaño y teniendo todavía las mismas propiedades mecánicas. Además de ello, estas propiedades mecánicas incrementadas podrían conducir a una reducción global en la cantidad de las fijaciones necesarias para asegurar globalmente o en el ensamblado de los componentes pequeños. Tanto la cantidad como la dimensión reducida de las fijaciones podrían conducir a unos costos adicionales incrementados y a unos ahorros laborables en comparación con la técnica anterior.
Breve descripción de los dibujos La figura 1 es un diagrama de flujo lógico para la fabricación de titanio de grano ultra fino o de artículos de aleaciones de titanio a partir del titanio o una fuente de alimentación de material sin procesar de aleaciones de titanio;
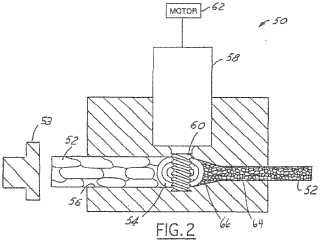
La figura 2 es una vista en sección de un dispositivo de instrumentación de un proceso de agitación por
fricción utilizado en la figura 1, de acuerdo con una realización preferida de la presente invención; y
Las figuras 3A-3E son vistas en perspectiva para formar una fijación mediante una técnica de conformación en frío de acuerdo con una realización preferida de la presente invención a partir de titanio de grano ultra fino o de una aleación de titanio producido en la figura 2.
Modos óptimos de realización de la Invención Con referencia ahora a la figura 1, se muestra un diagrama de flujo lógico para producir un artículo de titanio o un articulo de aleaciones de titanio que tenga una estructura de gran ultra fino, tal como se muestra en general en 10. El proceso se inicia en la etapa 15 por el calentamiento de un titanio de grano basto o de un material sin procesar de aleaciones de titanio, para aproximadamente conseguir una temperatura de tratamiento que esté por debajo de su temperatura de fusión respectiva. A continuación, en la etapa 20, el titanio calentado o el material de aleaciones de titanio se introducen entonces en un dispositivo de instrumentación de procesamiento de agitación por fricción.
En la etapa 25, el titanio calentado o el material de alimentación del material basto de aleaciones de titanio es agitado dentro del dispositivo de instrumentación de agitación por fricción para homogeneizar totalmente el material basto y para impartir una estructura de grano ultra fino. El proceso de agitación por fricción eleva la temperatura del material basto hasta una temperatura de tratamiento de la solución. La velocidad de agitación y la duración del tiempo dentro del dispositivo de instrumentación es dependiente del tipo y de la cantidad de material introducido en el dispositivo, en donde la temperatura del titanio calentado o del material de aleaciones de titanio dentro del dispositivo, y del tamaño de la cámara utilizada para la mezcla del titanio o del material de la aleación de titanio.
En la etapa 30, el material de alimentación sin procesar se elimina del dispositivo de instrumentación y se reconsolida para formar un titanio puro... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende las etapas de:
proporcionar un titanio de grano basto o un material de aleación de titanio (52) que tenga una primera dimensión del grano; calentar el mencionado titanio o el material (52) de la aleación de titanio a una primera temperatura, en donde la primera temperatura está por debajo de la temperatura de tratamiento de la solución y la temperatura de fusión del mencionado titanio o el material de la aleación de titanio; introducir el mencionado titanio calentado o el material de la aleación de titanio dentro de un dispositivo (50) de instrumentación de procesamiento de la agitación de fricción (50) ; agitar el mencionado titanio en solución o el material de la aleación de titanio dentro del mencionado dispositivo (50) de procesado de la agitación por fricción, para impartir una estructura (52) de grano ultra fino en el mencionado titanio calentado o en el material de la aleación de titanio; eliminar y reconsolidar el mencionado titanio de grano ultra fino o el material de aleaciones de titanio (52) ; formar un articulo a partir del mencionado titanio de grano ultra fino o el material de la aleación de titanio; y envejecer artificialmente el mencionado articulo para formar un titanio de grano ultra fino o bien un articulo (78) de aleaciones de titanio.
2. El método de la reivindicación 1, en donde el mencionado material de la aleación de titanio (52) comprende al menos el elemento Ti-6Al-4V o bien comercialmente puro el elemento Ti-5Al2, 5Sn.
3. El método de la reivindicación 1 ó 2, en donde el mencionado material de aleaciones de titanio (52) se selecciona a partir del grupo consistente en el elemento comercialmente puro Ti-5A1-2, 5n, beta-Ti-Mo, y alfa-Ti-Al.
4. El método de cualquiera de las reivindicaciones 1 a 3, en donde las etapas de introducción del mencionado titanio calentado o el material de las aleaciones de titanio (52) a un dispositivo (50) de instrumentación de procesado de agitación por fricción, agitando el mencionado titanio calentado o el material de las aleaciones de titanio (52) , u eliminando y reconsolidando el mencionado titanio de grano ultra fino o el material (52) de aleaciones de titanio comprende las etapas de:
introducir el mencionado titanio calentado o el material (52) de aleación de titanio bajo una presión mediante un ariete (53) en una cámara de agitación (54) o un dispositivo de instrumentación del procesado de agitación por fricción 50 a través de un conducto de entrada (56) ; contactar el mencionado titanio o el material de aleación de titanio (52) con una parte (60) roscada rotatoria de una barra de agitación (58) para impartir trabajo dentro del titanio calentado o el material de aleación de titanio (52) para formar una estructura de grano ultra fino en el mencionado titanio calentado o el material de la aleación de titanio (52) ; eliminar el mencionado titanio de grano ultrafino o el material de la aleación de titanio (52) de la cámara de agitación (54) y del dispositivo (50) de instrumentación del procesado de agitaron por fricción a través del conducto de salida (64) ; y reconsolidar el mencionado titanio de grano ultrafino o el material de la aleación de titanio (52) .
5. El método de cualquiera de las reivindicaciones 1 a 4, en donde la etapa de procesamiento por agitación del mencionado titanio o el material de aleación de titanio (52) dentro del mencionado dispositivo (50) para impartir una estructura de gran ultrafino dentro del mencionado material calentado de titanio o del material de la aleación de titanio (52) comprende la etapa de agitación de fricción del procesamiento del mencionado titanio calentado o del material de al aleación de titanio (52) dentro del dispositivo (50) de instrumentación del proceso de agitación para impartir una estructura de grano ultrafino dentro del mencionado titanio calentado o del material de aleación de titanio (52) , en donde la estructura de grano ultrafino tiene una dimensión de grano de entre 5 y 10 micrómetros.
6. El método de cualquiera de las reivindicaciones 1 a 5, en donde la etapa de proporcionar un titanio de grano basto o un material de aleación de titanio (52) pueda tener una primera dimensión del grano que comprenda la etapa de proporcionar un titanio de grano basto o un material de aleación de titanio (52) que tenga una dimensión de grano de 0, 5 milímetros.
7. El método de cualquiera de las reivindicaciones 1 a 6, en donde la etapa de conformación mecánica de un articulo (78) a partir del mencionado titanio ultra fino o el material de aleaciones de titanio comprende la etapa de formación en frío o la mecanización en frío de un articulo (78) a partir del titanio de grano ultrafino o el material de aleación de titanio (52) .
8. El método de cualquiera de las reivindicaciones 1 a 7, en donde la etapa del envejecimiento artificial el mencionado articulo (78) para formar el titanio de grano ultrafino o el articulo (78) mencionado de envejecimiento artificial en un horno durante 12 horas con una temperaturas de entre 482 y 510ºC cuando el mencionado titanio o el material de aleación de titanio (52) comprenda un titanio comercialmente puro.
9. El método de cualquiera de las reivindicaciones 1 a 8 en donde la etapa de calentamiento el mencionado titanio
o un material de aleación de titanio a una primera temperatura comprende la etapa de calentamiento del
mencionado titanio o el material de aleación de titanio (52) a aproximadamente 927º C 1700 grados Fahrenheit) 5 cuando el mencionado titanio o la aleación de titanio (52) comprenda un titanio comercialmente puro.
10. El método de cualquiera de las reivindicaciones 1 a 9, en donde la etapa de formación de un articulo (78) comprende la etapa de formación mecánica de un articulo (78) desde el mencionado titanio de grano fino o material de aleación de titanio (52) , en donde el mencionado articulo (78) sea un fijador de vástago deformable de una pieza o bien un fijador de vástago no deformable de dos piezas.
11. Un método de conformar en frío un fijador (78) o bien otro articulo o dispositivo de fijación, que comprende las etapas de:
proporcionar un titanio de grano ultrafino o un articulo de aleación de titanio, por la ejecución de un método de acuerdo con las reivindicaciones 1-10; introducir el titanio de grano ultrafino o el material de aleación de titanio (52) dentro de una cavidad de un troquel (70) de conformación en frío, en donde la mencionada cavidad tiene la forma general del fijador (78) o bien de otro articulo de fijación o dispositivo;
cortar el mencionado titanio de grano ultrafino o el material (52) de aleación de titanio; eliminar el mencionado titanio de grano de corte ultrafino o el material de aleación de titanio a partir del troquel (70) de conformación en frío mencionado; y envejecer artificialmente el mencionado titanio de grano de corte ultrafino o el material de la aleación de titanio.
12. El método de la reivindicación 11, en donde la etapa de introducción de un titanio de grano ultrafino o de material de aleación de titanio dentro de una cavidad de un troquel (70) de conformación en frío comprende la etapa de introducir un titanio de grano ultrafino o bien un material de aleación de titanio (52) dentro de una cavidad de un troquel (70) de conformación en frío utilizando un ariete (63) .
13. El método de la reivindicación 11 ó 12, en donde la etapa de corte del mencionado titanio de grano ultrafino o del material (52) de aleación de titanio comprende la etapa de cortar el mencionado material (52) de aleación de titanio, utilizando un dispositivo de cizalla (76) .
Patentes similares o relacionadas:
Método para producir un cuerpo sinterizado de un compuesto intermetálico de tial, del 1 de Julio de 2020, de Mitsubishi Heavy Industries Aero Engines, Ltd: Un método para producir un compacto sinterizado intermetálico a base de TiAl (E), método que comprende: una etapa de mezcla de mezclar el polvo de Ti, el polvo de Al y un […]
Aleación de titanio, del 27 de Mayo de 2020, de ATI Properties LLC: Una aleación de titanio alfa-beta que comprende, en porcentajes en peso: hasta un 0,5 de oxígeno; de un 2,0 a un 7,0 de aluminio; una equivalencia de molibdeno […]
Aleaciones ternarias de Ti-Zr-O, métodos para su producción y utilizaciones asociadas de las mismas, del 8 de Abril de 2020, de Paris Sciences et Lettres - Quartier Latin: Una aleación ternaria de titanio-circonio-oxígeno (Ti-Zr-O), caracterizada por que comprende del 83% al 95,15% en masa de titanio, del 4,5% al […]
Procedimiento de injerto de polímeros bioactivos sobre unos materiales metálicos, del 11 de Marzo de 2020, de Univ Paris XIII Paris-Nord Villetaneuse: Procedimiento de injerto directo de polímeros bioactivos sobre un material metálico protético de titanio o de aleación de titanio, que comprende las etapas siguientes: […]
Procedimiento para fabricar componentes de TiAl forjados, del 9 de Octubre de 2019, de MTU Aero Engines AG: Procedimiento para fabricar un componente forjado de una aleación de TiAl, especialmente un álabe de turbina, en el que se habilita una pieza bruta de una aleación […]
Aleación de TiAl resistente a la fluencia, del 4 de Septiembre de 2019, de MTU Aero Engines AG: Procedimiento para fabricar un componente de una aleación de Ti-Al para aplicaciones a alta temperatura que comprende la siguiente composición química: como […]
Aleación de Ti-Al de alta temperatura rica en Al, del 28 de Agosto de 2019, de MTU Aero Engines AG: Aleación de TiAl para uso a altas temperaturas con los constituyentes principales aluminio y titanio, en la que la aleación de TiAl tiene una proporción […]
Electrodo, método de preparación del mismo, y usos del mismo, del 17 de Julio de 2019, de Tan, Yan: Un electrodo que comprende un sustrato de titanio o de aleación de titanio, la superficie externa del sustrato está revestida con una capa de revestimiento […]