CIP-2021 : B21C 37/02 : de chapas.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/02[1] › de chapas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/02 · de chapas.
CIP2021: Invenciones publicadas en esta sección.
Lingotes de metales preciosos y procedimiento para su fabricación.
(28/08/2019) Lingote de metal precioso o de una aleación que contiene un metal precioso, que tiene un peso mB, caracterizado por que el lingote se divide en n x m lingotes pequeños que en cada caso tienen un peso mk predeterminado; n y m son en cada caso un número natural ≥ 2 es y por que hay una unión material entre los lingotes pequeños inmediatamente contiguos , que es parte de una entalladura (5, 5') configurada de forma que se estrecha, incorporada en el lingote , y que en la mayor profundidad de la entalladura (5, 5') presenta un sitio de rotura controlada con un grosor que posibilita una separación manual, en donde el sitio de rotura controlada presenta en la zona de la unión material un ángulo de abertura de 10º a 60º.
Procedimiento e instalación para la fabricación de planchas de chapa.
(23/03/2016) Procedimiento para la fabricación de planchas de chapa de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en una etapa del procedimiento precedente se fabrica un perfil extruido abierto o cerrado, en el que eventualmente el perfil extruido cerrado se corta a lo largo de su generatriz,
caracterizado porque
- en una primera etapa, el perfil extruido se recorta o entalla conforme a la longitud de la plancha de chapa a fabricar;
- en una segunda etapa, el perfil extruido abierto o cerrado se desdobla formando un perfil en forma de U, cortándose el perfil cerrado anteriormente a lo largo de su generatriz;
- en una tercera etapa, el perfil en forma de U se lleva a una unidad de desenrollado y se agarra mediante elementos de asido en los lados…
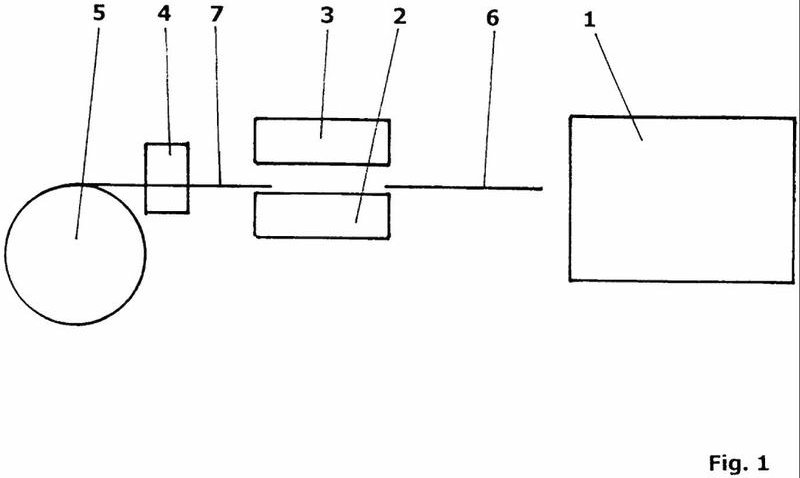
Procedimiento e instalación para la fabricación de chapas a partir de perfiles en forma de barra.
(24/02/2016). Ver ilustración. Solicitante/s: Bruhnke, Ulrich. Inventor/es: BRUHNKE, ULRICH.
Procedimiento para la fabricación de chapas a partir de perfiles en forma de barra de pequeño espesor de magnesio o aleaciones de magnesio, en el que en una etapa anterior del procedimiento se fabrica un perfil extruido abierto o cerrado,
caracterizado porque
el perfil extruido que sale de la herramienta de extrusión de una prensa de extrusión se deforma por la acción sin contacto de fuerzas electromagnéticas formando una chapa plana.
PDF original: ES-2630114_T3.pdf
Procedimiento y dispositivo de control de un ciclo térmico de una soldadura para la unión de los extremos de bandas.
(25/02/2015) Procedimiento de control automático del ciclo térmico de una soldadura para la unión de bandas, destinado al control de un soldeo de un extremo de una primera banda con otro extremo de una segunda banda por una máquina de unión (M1) de una instalación de tratamiento, caracterizado porque:
- un primer intercambio de al menos un dato de banda entre un dispositivo de control (C1) de dicho ciclo térmico y un sistema central de automatismo (A1) de dicha instalación de tratamiento;
- un segundo intercambio de por lo menos un dato de funcionamiento entre dicho dispositivo de control (C1) de dicho ciclo térmico y dicha máquina de unión (M1);
- una determinación, a partir de dichos datos de banda y de funcionamiento,…
Dispositivo y procedimiento para la soldadura contínua de bandas o de chapas utilizando dos cabezas de soldadura desplazadas una con respecto a la otra.
(09/07/2014) Dispositivo para la soldadura continua de bandas o bien de chapas guiadas a tope en sus cantos de unión con al menos dos cabezas de soldadura , en particular cabezas de soldadura por láser, y con rodillos tensores dispuestos sobre los dos lados de las bandas o bien chapas a soldar por parejas perpendicularmente a su dirección de avance, que forman en la zona de la unión de las bandas o bien chapas un intersticio , a través del cual incide un rayo de energía , que parte desde una primera de las al menos dos cabezas de soldadura, sobre los cantos de banda o bien cantos longitudinales a soldar, en el que una segunda de las al menos dos cabezas de soldadura está dispuesta sobre el lado opuesto de las bandas o bien de las chapas , cuyo rayo de energía incide allí sobre los cantos de la banda o bien de la…
Lingotes de metales preciosos y procedimiento para su fabricación.
(19/02/2014) Lingote de metal precioso o de una aleación que contiene un metal precioso, que tiene un peso mB, caracterizadoporque el lingote se divide en n x m lingotes pequeños que en cada caso tienen un peso mkpredeterminado; n y m son en cada caso un número natural ≥ 2 es y porque hay una unión material entre los lingotes pequeños inmediatamente contiguos .
Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método.
(30/07/2013) Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende lasetapas de:
proporcionar un titanio de grano basto o un material de aleación de titanio que tenga una primeradimensión del grano;
calentar el mencionado titanio o el material de la aleación de titanio a una primera temperatura, en dondela primera temperatura está por debajo de la temperatura de tratamiento de la solución y la temperatura defusión del mencionado titanio o el material de la aleación de titanio;
introducir el mencionado titanio calentado o el material de la aleación de titanio dentro de un dispositivo de instrumentación de…
PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS DE ESTURCTURA POR MECANIZADO DE CHAPAS GRUESAS.
(24/03/2011) Procedimiento de fabricación de una pieza metálica mecanizada, que comprende a) la fabricación de una chapa metálica de aleación, con tratamiento térmico, por medio de un procedimiento que comprende a1) la colada de una placa de laminado, eventualmente seguida de una homogeneización, a2) una o varias operaciones de laminado en caliente o en frío, eventualmente separadas por una o varias operaciones de calentamiento, para obtener una chapa, a3) eventualmente una o varias operaciones de corte o acabado de la chapa, b) el premecanizado de la correspondiente chapa en una o las dos caras para obtener una pieza en bruto premecanizada, c) un tratamiento de disolución correspondiente pieza en bruto premecanizada, d) un tratamiento de temple
METODO Y APARATO PARA LA FABRICACION CONTINUA DE REJILLAS DE BATERIAS.
(08/10/2010) Un método continuo para elaborar rejillas de baterías para soportar pasta de batería que comprende:
proporcionar una longitud de cinta plomo o de aleación de plomo que tiene una anchura definida por un par de bordes laterales equiespaciados;
formar una serie de huecos alargados equiespaciados en la cinta que definen una rejilla que tiene una pluralidad de alambres de rejillas longitudinales equiespaciados paralelos a los bordes laterales de cinta a través de al menos una porción de la anchura de la cinta de plomo o de aleación de plomo y una pluralidad de alambres de rejillas transversales que se extienden a través de la rejilla desde una lado hasta el otro lado de la rejilla cortando los alambres de rejilla longitudinales en los nodos, y curvando los alambres de rejilla transversales…
PROCEDIMIENTO DE ESTAMPADO, DISPOSITIVO DE ESTAMPADO Y ELEMENTO PERFILADO.
(16/06/2007) Procedimiento de estampado en el que una banda de material alargada, que deba ser estampada, es desplazada en la dirección longitudinal con relación a al menos un troquel de estampado y en el que con el/los troquel(es) de estampado se estampa una gran cantidad de cavidades en la superficie de la banda de material, estando dispuestas las cavidades producidas al menos transversalmente a la dirección de desplazamiento de la banda de material de manera repartida y en el que al menos durante el proceso de estampado la banda de material es sustentada en la zona de las cavidades contra la dirección de estampado por una superficie de sustentación esencialmente…
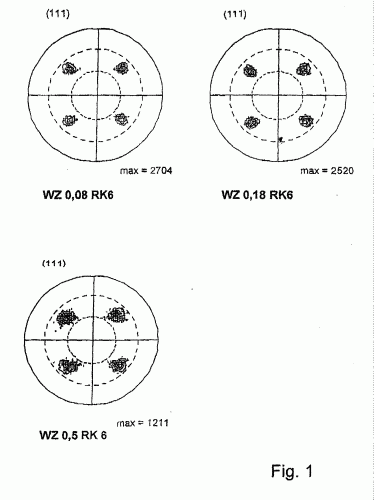
PROCEDIMIENTO PARA FABRICAR FLEJES METALICOS.
(16/06/2006). Ver ilustración. Solicitante/s: LEIBNIZ-INSTITUT FUR FESTKIRPER- UND WERKSTOFFFORSCHUNG DRESDEN E.V. Inventor/es: EICKEMEYER, JIRG, SELBMANN, DIETMAR, OPITZ, RALPH.
Procedimiento para fabricar flejes metálicos con textura cúbica de recristalización a base de níquel, cobre, aluminio, plata o las aleaciones de estos metales, incluyendo aleaciones austeníticas de hierro-níquel, caracterizado porque, antes de su recocido de recristalización, los materiales son sometidos a un alto grado de conformación mediante estirado en frío, empleándose como útiles a) aparatos de rodillos no accionados con un par de rodillos planos de ejes paralelos o disposiciones de cabeza de turco con dos pares de rodillos, o b) mordazas de estirado estacionarias inclinadas una con respecto a otra.
PROCEDIMIENTO PARA LA ELABORACION DE PLETINAS DE CHAPA DE ACERO SOLDADAS.
(16/05/1997). Solicitante/s: HOESCH PLATINEN GMBH. Inventor/es: TENHAVEN, ULRICH, DR. ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE PLETINAS DE CHAPA DE ACERO SOLDADA A PARTIR DE TABLAS DE CHAPA INDIVIDUALES SEPARADAS POR MEDIO DE BANDAS DE ACERO APROPIADAS PARA LAS PARTES DE LA PLETINA, DONDE LAS TABLAS DE CHAPA DE MULTIPLES LONGITUDES DE LA PLETINA DE CHAPA DE ACERO, SE DIVIDEN EN BANDAS DE ACERO, SIENDO CORTADAS PREVIAMENTE EN SUS BORDES LONGITUDINALES, SOLDADAS UNA CON OTRA Y A CONTINUACION LAS PLETINAS DE CHAPA DE ACERO INDIVIDUALES SE SEPARAN A PARTIR DE LAS TABLAS DE UNION GENERADAS EN LAS TABLAS DE CHAPA, QUE PERMITE DE MANERA SENCILLA, TAMBIEN EN EL CASO DE TABLAS DE CHAPA LARGAS COMO POR EJEMPLO DE 4.000 MM, PODER ELABORARLAS CON BORDES LONGITUDINALES RECTOS, SIENDO CORTADAS EN LOS BORDES LONGITUDINALES DE DOS TABLAS DE CHAPA EN FORMA DE PAREJAS EN UNA NIVELACION DE UNA CON RESPECTO A OTRA PARA SER SOLDADAS EN UN TRAMO INDIVIDUAL A TRAVES DE LA LONGITUD COMPLETA.
METODO Y APARATO PARA EL MOLDEO CONTINUO DE TIRAS METALICAS.
(01/09/1978). Solicitante/s: ARENA,SALVADOR.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN MAQUINAS PERFILADORAS PARA MATERIALES METALICOS.
(01/07/1977). Solicitante/s: MARTINEZ RAMON,AVELINO.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE BANDA CONTINUA ESTAÑADA EN CALIENTE.
(01/02/1977). Solicitante/s: ALTOS HORNOS DE VIZCAYA,S.A..
Resumen no disponible.
{kind=link}
{kind=link}