Manguera flexible de plástico y método para su fabricación.
Manguera flexible de plástico que comprende una pared flexible constituida por una pluralidad de espiras conectadas lateralmente de un perfil arrollado helicoidalmente,
en donde las espiras del perfil están unidas entre sí por medio de una soldadura (9; 19; 31; 35; 49), en donde el perfil comprende una parte de banda (7; 17; 27; 33; 47) con propiedades predeterminadas para proporcionar flexibilidad a la manguera, en donde el perfil termina a ambos lados en una parte vertical (6, 8; 16, 18; 26, 28; 32, 34; 46, 48), en donde la soldadura está ubicada entre las partes verticales de espiras adyacentes y junto con estas partes verticales forma un nervio de refuerzo helicoidal en la pared flexible de la manguera con propiedades predeterminadas para proporcionar resistencia de núcleo a la manguera, caracterizada por que las partes verticales (6, 8; 16, 18; 26, 28; 32, 34) están provistas, a ambos lados del perfil, de una pata horizontal (62, 82) que se extiende en línea con la parte de banda y en la dirección de la espira adyacente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2012/052586.
Solicitante: Plastiflex Group.
Nacionalidad solicitante: Bélgica.
Dirección: Beverlosesteenweg 99 3583 Paal-Beringen BELGICA.
Inventor/es: DIELS, DOMIN, KERKHOFS,MARNIX.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C53/78 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › utilizando hojas o bandas perfiladas.
- B29L23/18 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 23/00 Objetos tubulares (B29L 24/00 tiene prioridad). › Mangueras plisadas.
- F16L11/127 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 11/00 Mangas, es decir, tubos flexibles. › Conductores de electricidad.
- F16L11/16 F16L 11/00 […] › compuestas de bandas enrolladas o perfiladas.
- F16L11/24 F16L 11/00 […] › compuestas por bandas o tiras enrollables (F16L 11/16 tiene prioridad).
PDF original: ES-2532382_T3.pdf
Fragmento de la descripción:
Manguera flexible de plástico y método para su fabricación Campo técnico Esta invención se refiere a una manguera flexible de plástico según el preámbulo de la primera reivindicación independiente.
Esta invención también se refiere a un método para fabricar la manguera flexible de plástico según el preámbulo de la segunda reivindicación independiente.
Técnica anterior El documento US 3, 910, 808 describe un método de arrollar un perfil extruido para formar una manguera flexible que se puede utilizar para aplicaciones médicas.
El documento US 4, 375, 381 describe un método en donde se arrolla un perfil en forma de U. El perfil en forma de U se suelda helicoidalmente a un segundo perfil extruido en caliente, que se coloca encima del extremo de las patas verticales de dos espiras de perfil paralelas.
Estos métodos tienen como desventaja principal que los perfiles han de ser arrollados mientras están calientes, por lo que el ritmo axial de producción es bastante bajo (hasta a 1 -1, 5 m/minuto) .
El documento EP 1557257 A1 describe una manguera plástica que comprende una pared flexible constituida por una pluralidad de espiras conectadas lateralmente de un perfil arrollado helicoidalmente, en donde las espiras del perfil están unidas entre sí por medio de una soldadura, en donde el perfil comprende una parte de banda con propiedades predeterminadas para proporcionar flexibilidad a la manguera, y en donde el perfil termina a ambos lados en una parte vertical, en donde la soldadura está ubicada entre las partes verticales de espiras adyacentes y junto con estas partes verticales forma un nervio de refuerzo helicoidal en la pared flexible de la manguera con propiedades predeterminadas para proporcionar resistencia de núcleo a la manguera.
Descripción de la invención Es un objeto de la invención proporcionar una manguera que pueda ser producida a un mayor ritmo de producción.
Este objeto se puede alcanzar según la invención por medio de una manguera que muestre todas las características de la primera reivindicación independiente.
También es un objeto de la invención proporcionar un método para fabricar la manguera por medio de arrollar helicoidalmente un perfil, con el cual se puede lograr un mayor ritmo de producción.
Este objeto se puede alcanzar según la invención con un método que muestre todos los pasos de la segunda reivindicación independiente.
La invención se refiere a una manguera flexible de plástico que comprende una pared flexible constituida por una pluralidad de espiras conectadas lateralmente de un perfil arrollado helicoidalmente, en donde las espiras del perfil están unidas entre sí por medio de una soldadura, en donde el perfil comprende una parte de banda con propiedades predeterminadas para proporcionar flexibilidad a la manguera, y en donde el perfil termina a ambos lados en una parte vertical. La soldadura está ubicada entre las partes verticales de espiras adyacentes y junto con estas partes verticales forma un nervio de refuerzo helicoidal en la pared flexible de la manguera con propiedades predeterminadas para proporcionar una determinada resistencia de núcleo a la manguera. Esto significa que el nervio asegura que, si se dobla la manguera, ésta no se aplastará, y si se comprime, la manguera volverá a su forma original cuando desaparezca la fuerza de compresión.
Mangueras del tipo que tienen una parte de banda alternando con una parte de nervio son ya conocidas, así como las propiedades predeterminadas que deben poseer la parte de banda y la parte de nervio para conseguir la flexibilidad y resistencia de núcleo deseadas. Por lo tanto, estas propiedades predeterminadas no requieren mayor explicación en la presente memoria.
Con la manguera según la invención, es posible obtener mayores ritmos de producción, debido a que se puede enfriar el perfil extruido antes del arrollamiento helicoidal y, por lo tanto, no se requiere refrigeración adicional durante o después del arrollamiento helicoidal del perfil para formar la pared flexible de la manguera. El material de soldadura en caliente se dispondrá entre las partes verticales de los perfiles adyacentes. Las partes verticales se mueven acompañando a la soldadura que, por lo tanto, no entra en contacto con el utillaje de la instalación productiva. Como consecuencia, se puede obtener un ritmo de producción axial de, por ejemplo, 5 m/minuto. Además, resulta que el perfil de la manguera según la invención muestra el efecto sorprendente que se pueden producir mangueras con diámetros internos más estrechos (por ejemplo 19 mm o menores) que con los perfiles de la técnica anterior.
Además, resulta que el perfil de la manguera según la invención muestra el sorprendente efecto de que se puede reducir el peso total de la manguera.
Además, es posible con el perfil de la manguera según la invención fabricar mangueras cuyo interior sea sustancialmente liso, es decir que casi no haya crestas o entalladuras que se abran cuando se dobla o se estira la manguera y en donde se pueda acumular suciedad del medio transportado a través de la manguera.
En realizaciones preferidas de la manguera según la invención, las partes verticales a un lado o a ambos lados del perfil están provistas de una pata horizontal, que se extiende en línea con la parte de banda y en la dirección de la espira adyacente. Estas patas horizontales forman separadores que crean un área bien definida entre las partes verticales, dispuesta para incorporar la soldadura.
En realizaciones preferidas de la manguera según la invención, las partes verticales están plegadas una hacia otra en la parte superior, de manera que sustancialmente encierran por completo la soldadura. Preferiblemente, el plegado de las partes verticales tiene lugar en el proceso de producción después de la aplicación del material de soldadura. Sin embargo, también se pueden conformar de esta manera las partes verticales en la etapa de extrusión.
En realizaciones preferidas de la manguera según la invención, las partes verticales comprenden salientes dirigidos hacia la espira adyacente de manera que estos salientes se solapan. Estos salientes garantizan una mayor superficie de contacto entre el material de soldadura y las espiras de perfil, de manera que la conexión de dos espiras adyacentes puede verse reforzada por medio de la soldadura.
En realizaciones preferidas de la invención, se incorporan uno o más conductores/cables eléctricos en la parte de nervio (en las partes verticales, en la soldadura o entre las partes verticales y la soldadura) y/o la parte de banda. Puede tratarse de cables calefactores, pero también de líneas de comunicación, alambres sensibles a la temperatura, cables de señalización, etc.
Una de las ventajas de la técnica según la invención es que resulta más simple incorporar tales conductores/cables en la parte de banda. Los métodos de producción existentes según la técnica anterior utilizan un perfil arrollado en caliente. Sin embargo, resulta bastante difícil comprobar y asegurar la posición de los conductores/cables en la parte de banda calentada cuando éstos son arrollados helicoidalmente mientras está caliente. Por lo tanto, el material plástico de la parte de banda está en fase semilíquida y presenta escasa consistencia para mantener los hilos en su lugar.
Según la invención, después de la extrusión se puede enfriar el perfil a una temperatura por debajo de la temperatura de reblandecimiento del material o materiales plásticos utilizados. Por lo tanto, es posible, por ejemplo, extruir el perfil en un tanque de agua de una manera recta, sin doblarlo. Después se enfriará la parte de banda con los cables eléctricos (u otros) y fijará los hilos en el retículo en una posición específica. Sólo cuando el perfil se haya enfriado suficientemente (por ejemplo a 60 º C como máximo, dependiendo del material plástico) y los hilos estén fijados en la parte de banda, se enrollará helicoidalmente el perfil.
Breve descripción de los dibujos Se explicará ahora con más detalle la invención por medio de la descripción que sigue y los dibujos adjuntos.
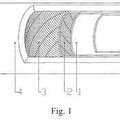
Las Figuras 1 y 2 muestran secciones transversales de una parte de una manguera según la técnica anterior.
Las Figuras 3 y 4 muestran secciones transversales de una parte de una manguera según una primera realización preferida de la invención.
Las Figuras 5 y 6 muestran secciones transversales de una parte de una manguera según la segunda realización preferida de la invención.
Las Figuras 7-17 muestran secciones transversales de una parte de una manguera según realizaciones alternativas de la invención.
Realizaciones... [Seguir leyendo]
Reivindicaciones:
1. Manguera flexible de plástico que comprende una pared flexible constituida por una pluralidad de espiras conectadas lateralmente de un perfil arrollado helicoidalmente, en donde las espiras del perfil están unidas entre sí por medio de una soldadura (9; 19; 31; 35; 49) , en donde el perfil comprende una parte de banda (7; 17; 27; 33; 47) con propiedades predeterminadas para proporcionar flexibilidad a la manguera, en donde el perfil termina a ambos lados en una parte vertical (6, 8; 16, 18; 26, 28; 32, 34; 46, 48) , en donde la soldadura está ubicada entre las partes verticales de espiras adyacentes y junto con estas partes verticales forma un nervio de refuerzo helicoidal en la pared flexible de la manguera con propiedades predeterminadas para proporcionar resistencia de núcleo a la manguera, caracterizada por que las partes verticales (6, 8; 16, 18; 26, 28; 32, 34) están provistas, a ambos lados del perfil, de una pata horizontal (62, 82) que se extiende en línea con la parte de banda y en la dirección de la espira adyacente.
2. Manguera flexible de plástico según la reivindicación 1, caracterizada por que las partes verticales (26, 28) comprenden salientes (29, 30) dirigidos hacia la espira adyacente y de manera que se solapan entre sí.
3. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que las partes verticales (16, 18) de las espiras adyacentes están plegadas una hacia otra en la parte superior y sustancialmente encierran por completo la soldadura (19) .
4. Manguera flexible de plástico según la reivindicación 3, caracterizada por que las partes verticales (32, 34) de las espiras adyacentes se solapan entre sí en la parte superior.
5. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que el perfil tiene esencialmente forma de U.
6. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que las partes verticales del perfil tienen una forma de T invertida.
7. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que el perfil es simétrico.
8. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que la pared flexible tiene un diámetro interno de 10 a 19 mm.
9. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que uno o más conductores o cables eléctricos (20, 21, 24, 25) están embutidos en el nervio de refuerzo.
10. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que uno o más conductores o cables eléctricos (22, 23) están embutidos en la parte de banda.
11. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que la parte de banda comprende una parte desplegable (36) que se provee para que se despliegue cuando se ejerce sobre la manguera una fuerza de tracción axial, por ejemplo para procurar un alargamiento de la manguera.
12. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que la parte de banda comprende partes colapsables (37, 38) .
13. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que las partes verticales y la soldadura están fabricadas de materiales compatibles.
14. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que las partes verticales y la soldadura están fabricadas del mismo material.
15. Manguera flexible de plástico según una cualquiera de las reivindicaciones precedentes, caracterizada por que las partes de banda de espiras adyacentes de la manguera están lateralmente en contacto entre sí.
16. Manguera flexible de plástico según la reivindicación 15, caracterizada por que las partes de banda están fabricadas de un material conductor.
17. Método para fabricar una manguera flexible de plástico, que comprende los siguientes pasos: extruir un perfil plástico que contiene una parte de banda con propiedades predeterminadas para proporcionar flexibilidad a la manguera, y que termina a ambos lados en una parte vertical, arrollar helicoidalmente el perfil, en donde las espiras del perfil están unidas entre sí por medio de una soldadura, para formar una pared flexible de la manguera, y en donde la soldadura se aplica entre las partes verticales de las espiras adyacentes del perfil, de manera que la soldadura forma, junto con las partes verticales, un nervio de refuerzo helicoidal en la pared flexible de la manguera con propiedades predeterminadas para proporcionar resistencia de núcleo a la manguera, caracterizado por que las partes verticales (6, 8; 16, 18; 26, 28; 32, 34) están provistas, a ambos lados del perfil, de
una pata horizontal (62, 82) que se extiende en línea con la parte de banda y en la dirección de la espira adyacente.
18. Método según la reivindicación 17, caracterizado por que se enfría el perfil entre la extrusión y el arrollamiento helicoidal.
19. Método según la reivindicación 18, caracterizado por que se enfría el perfil en un tanque de agua.
20. Método según una cualquiera de las reivindicaciones 17-19, caracterizado por que se extruye el perfil a una temperatura por encima de la temperatura de fusión del material o materiales plásticos de los que está hecho el perfil, y por que se enfría el perfil a una temperatura por debajo de la temperatura de reblandecimiento de estos material o materiales plásticos, antes de arrollar helicoidalmente el perfil.
Patentes similares o relacionadas:
Tubería flexible para un fluido, del 27 de Febrero de 2019, de VERITAS AG: Tubería flexible para un fluido, con: una capa soporte exterior ; una capa barrera homogénea dispuesta dentro de la capa soporte […]
Manguera para un fluido y procedimiento de producción de dicha manguera, del 26 de Febrero de 2019, de VERITAS AG: Manguera para un fluido, comprendiendo: una capa de soporte , una primera capa de barrera , que está configurada para impedir la difusión […]
Compresor o bomba de movimiento recíproco, del 18 de Febrero de 2019, de Schuetzle, Larry Alvin: Compresor o bomba de movimiento recíproco que comprenden: una pluralidad de camisas de cilindro, cada una de las cuales tiene un orificio […]
Elemento de conducto equipado con un sistema de vigilancia, del 21 de Marzo de 2018, de Vallourec Tubes France: Elemento (1, 1A, 1B) destinado a ser montado en una extremidad de un conducto adaptado para la circulación de fluido para prolongar el citado conducto, comprendiendo […]
Compuestos multicapa termoplásticos, del 14 de Marzo de 2018, de EMS CHEMIE AG: Compuesto multicapa termoplástico que contiene - por lo menos, una capa intermedia constituida por un compuesto de moldeo basado en copolímeros de etileno/alcohol […]
Tubo multicapa a base de poliamida para la transferencia de fluidos, del 26 de Febrero de 2014, de ARKEMA FRANCE: Tubo multicapa que comprende, en su dirección radial desde el exterior hacia el interior: * una capa hecha de poliamida nylon-11 o nylon-12; * […]
 Tubo flexible mejorado para transportar materiales fluidos y corriente eléctrica, del 20 de Noviembre de 2013, de IVG Colbachini S.p.A: Un tubo flexible del tipo que consiste en capas de material que se solapan, comprendiendo dicho tubo flexible almenos una capa de material plástico, que tiene […]
Tubo flexible mejorado para transportar materiales fluidos y corriente eléctrica, del 20 de Noviembre de 2013, de IVG Colbachini S.p.A: Un tubo flexible del tipo que consiste en capas de material que se solapan, comprendiendo dicho tubo flexible almenos una capa de material plástico, que tiene […]
MANGA CON UNA CAPA INTERIOR ELÉCTRICAMENTE CONDUCTIVA, del 16 de Enero de 2012, de CONTITECH SCHLAUCH GMBH: Manga constituida al menos por: - una capa interior de plástico que es estable frente al medio que se debe transportar; - una o varias capas intermedias […]