Procesador flexográfico mejorado.
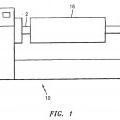
Un sistema procesador de planchas (10) para fabricar un elemento de impresión flexográfica,
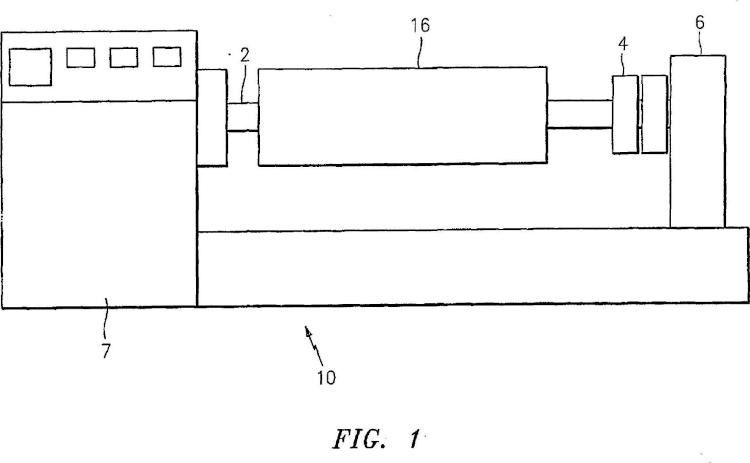
incluyendo el sistema procesador de planchas (10):
un sistema de accionamiento (6);
un soporte rotativo (2) acoplable al sistema de accionamiento (6), donde el sistema de accionamiento (6) incluye uno o más espaciadores (4) para acoplar el soporte rotativo (2) al sistema de accionamiento (6), por lo que el uno o varios espaciadores (4) permiten el uso de soportes rotativos de longitudes variables;
un medio para fijar el elemento de impresión flexográfica (16) sobre el soporte rotativo (2);
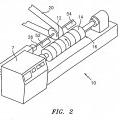
un medio para exponer superficies con imagen (14) del elemento de impresión flexográfica (16) a radiación actínica;
un medio (11) para desarrollar térmicamente las superficies con imagen y expuestas del elemento de impresión flexográfica (16), donde el medio (11) para desarrollar térmicamente las superficies con imagen y expuestas del elemento de impresión flexográfica (16) incluye:
a) un medio para ablandar o fundir fotopolímero no entrecruzado en la superficie con imagen y expuesta del elemento de impresión flexográfica (16);
b) al menos un rodillo (12) que se puede poner en contacto con la superficie con imagen (14) del elemento de impresión flexográfica (16) y capaz de moverse sobre al menos una porción de la superficie con imagen (14) del elemento de impresión flexográfica (16) para quitar el fotopolímero no entrecruzado ablandado o fundido en la superficie con imagen y expuesta del elemento de impresión flexográfica (16); y
c) un medio (18) para mantener el contacto entre el al menos único rodillo (12) y la superficie con imagen y expuesta del elemento de impresión flexográfica (16); y
d) un medio para permitir que el al menos único rodillo (12) atraviese a lo largo de la longitud del elemento de impresión;
donde, opcionalmente, el sistema incluye además un medio para post-exponer y despegar el elemento de impresión flexográfica (16).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/004377.
Solicitante: MACDERMID PRINTING SOLUTIONS, LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 245 FREIGHT STREET WATERBURY, CONNECTICUT 06702 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MARKHART,Gary,T, VEST,Ryan.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41C1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41C PROCESOS DE FABRICACION O DE REPRODUCCION DE SUPERFICIES DE IMPRESION (procesos fotomecánicos para producir superficies de impresión G03F; procesos fotoeléctricos para producir superficies de impresión G03G). › Preparación de la forma o del cliché.
- G03C7/36 FISICA. › G03 FOTOGRAFIA; CINEMATOGRAFIA; TECNICAS ANALOGAS QUE UTILIZAN ONDAS DISTINTAS DE LAS ONDAS OPTICAS; ELECTROGRAFIA; HOLOGRAFIA. › G03C MATERIALES FOTOSENSIBLES PARA FOTOGRAFIA; PROCESOS FOTOGRAFICOS, p. ej. PROCESOS CINEMATOGRAFICOS, DE RAYOS X, EN COLORES o ESTEREOFOTOGRAFICOS; PROCESOS AUXILIARES EN FOTOGRAFIA (procesos fotográficos caracterizados por el uso o la manipulación de aparatos, pueden ser clasificados en sí en la subclase G03B o ver G03B). › G03C 7/00 Procesos fotográficos multicolores y agentes a este efecto; Regeneración de tales agentes de tratamiento; Materiales fotosensibles para procesos multicolores (procesos de difusión por transferencia G03C 8/00). › Copuladores que contienen compuestos con grupos metileno activos (G03C 7/327, G03C 7/333 tienen prioridad).
- G03F7/26 G03 […] › G03F PRODUCCION POR VIA FOTOMECANICA DE SUPERFICIES TEXTURADAS, p. ej. PARA LA IMPRESION, PARA EL TRATAMIENTO DE DISPOSITIVOS SEMICONDUCTORES; MATERIALES A ESTE EFECTO; ORIGINALES A ESTE EFECTO; APARELLAJE ESPECIALMENTE ADAPTADO A ESTE EFECTO (aparatos de composición fototipográfica B41B; materiales fotosensibles o procesos para la fotografía G03C; electrofotografía, capas sensibles o procesos a este efecto G03G). › G03F 7/00 Producción por vía fotomecánica, p. ej. fotolitográfica, de superficies texturadas, p. ej. superficies impresas; Materiales a este efecto, p. ej. conllevando fotorreservas; Aparellaje especialmente adaptado a este efecto (utilizando estructuras de fotorreservas para procesos de producción particulares, ver en los lugares adecuados, p. ej. B44C, H01L, p. ej. H01L 21/00, H05K). › Tratamiento de materiales fotosensibles; Aparellaje a este efecto (G03F 7/12 - G03F 7/24 tienen prioridad).
- G03F7/34 G03F 7/00 […] › Eliminación según la imagen por transferencia selectiva, p. ej. por arrancamiento.
- G03F7/36 G03F 7/00 […] › Eliminación según la imagen no cubierta por los grupos G03F 7/30 - G03F 7/34, p. ej. utilizando una corriente gaseosa, un plasma.
PDF original: ES-2471417_T3.pdf
Fragmento de la descripción:
Procesador flexogrïfico mejorado
Campo de la invenciïn La presente invenciïn se refiere a un procesador flexogrïfico mejorado y un mïtodo de usar el procesador flexogrïfico mejorado para aumentar la flexibilidad tanto del tipo como del tamaïo del elemento de impresiïn flexogrïfica que puede ser procesado.
Antecedentes de la invenciïn La flexografïa es un mïtodo de impresiïn que se utiliza de ordinario para tiradas de alto volumen. La flexografïa se emplea para imprimir en varios sustratos tales como papel, cartïn de embalar, cartïn ondulado, pelïculas, lïminas metïlicas y laminados. Los periïdicos y las bolsas de compra son ejemplos destacados. Las superficies bastas y las pelïculas de estiramiento se pueden imprimir econïmicamente solamente por medio de flexografïa. Las planchas de impresiïn flexogrïfica son planchas en relieve con elementos de imagen elevados por encima de zonas abiertas. Tales planchas ofrecen varias ventajas al impresor, debido principalmente a su durabilidad y la facilidad con que se pueden hacer.
Aunque se usan elementos de impresiïn de fotopolïmero tïpicamente en forma de hoja “plana”, en algunas aplicaciones, es ventajoso usar el elemento de impresiïn en una forma cilïndrica continua, como un manguito de fotopolïmero redondo continuo (CITR) . Los manguitos de fotopolïmero CITR aïaden los beneficios de formaciïn de imïgenes digitales, correspondencia exacta, montaje rïpido, y no elevaciïn de la plancha al proceso de impresiïn flexogrïfica. Los manguitos CITR tienen aplicaciones en la impresiïn flexogrïfica de diseïos continuos tal como en papel de pared, decoraciïn y papel de envolver regalos, y otros diseïos continuos tal como manteles, etc. Los manguitos CITR permiten que la impresiïn flexogrïfica sea mïs competitiva con el fotograbado y la impresiïn offset en calidad de impresiïn.
Una plancha de impresiïn flexogrïfica tïpica tal como es distribuida por su fabricante, es un artïculo de capas mïltiples hecho, por orden, de una capa de refuerzo o soporte, una o mïs capas fotocurables no expuestas, una capa protectora o pelïcula de deslizamiento, y una hoja de cubierta. Un manguito de fotopolïmero CITR tïpico incluye generalmente un soporte de manguito (capa de soporte) y al menos una capa fotocurable no expuesta encima de la capa de soporte.
Tambiïn es altamente deseable en la industria de impresiïn flexogrïfica por pre-prensado eliminar la necesidad de procesado quïmico de los elementos de impresiïn al desarrollar las imïgenes en relieve, con el fin de pasar de plancha a prensa mïs rïpidamente. Se ha desarrollado procesos por los que las planchas de impresiïn de fotopolïmero se preparan usando calor y se usa la temperatura de fusiïn diferencial entre fotopolïmero curado y no curado para desarrollar la imagen latente. Los parïmetros bïsicos de este proceso son conocidos, como se describe en las Patentes de Estados Unidos nïmeros 5.279.697, 5.175.072 y 3.264.103, en la publicaciïn de las Patentes de Estados Unidos nïmeros U.S. 2003/0180655, y U.S. 2003/0211423, y en WO 01/88615, WO 01/18604 y EP 1239329. Estos procesos permiten la eliminaciïn de disolventes de desarrollo y los prolongados tiempos de secado de plancha necesarios para quitar el solvente. La velocidad y la eficiencia del proceso permiten su uso en la fabricaciïn de planchas flexogrïficas para imprimir periïdicos y otras publicaciones donde los tiempos rïpidos de respuesta y la alta productividad son importantes. WO 01/88615 describe un proceso para preparar una plancha de impresiïn flexogrïfica, donde el elemento fotosensible se coloca en un tambor o superficie plana para tratamiento tïrmico de calentamiento de la capa fotopolimerizable y ponerla en contacto con un material absorbente. Se mantiene un contacto ïntimo entre el material absorbente y la capa fotopolimerizable que se funde en las regiones no curadas, para transferir material fotosensible no curado al material absorbente.
La capa fotocurable permite la creaciïn de la imagen deseada y proporciona una superficie de impresiïn. Las composiciones fotocurables usadas generalmente contienen ligantes, monïmeros, fotoiniciadores, y otros aditivos de rendimiento. Las composiciones fotocurables ïtiles en la prïctica de esta invenciïn incluyen las descritas en la Solicitud de Patente de Estados Unidos nïmero 10/353.446 presentada el 29 de Enero de 2003. Se puede usar varios fotopolïmeros tales como los a base de poliestireno-isopreno-estireno, poliestireno-butadieno-estireno, poliuretanos y/o tiolenos como ligantes. Los ligantes preferidos incluyen poliestireno-isopreno-estireno, y poliestireno-butadieno-estireno, especialmente copolïmeros bloque de los anteriores.
La composiciïn de la capa fotocurable deberï ser tal que haya una diferencia sustancial en la temperatura de fusiïn entre el polïmero curado y no curado. Esta diferencia es exactamente la que permite la creaciïn de una imagen en la capa fotocurable cuando sea calentada. El fotopolïmero no curado (es decir, las porciones de la capa fotocurable no contactadas con radiaciïn actïnica) se funde o ablanda sustancialmente mientras que el fotopolïmero curado permanece sïlido e intacto a la temperatura elegida. La diferencia de temperatura de fusiïn permite quitar selectivamente el fotopolïmero no curado, creando por ello una imagen.
El elemento de impresiïn se expone despuïs selectivamente a radiaciïn actïnica, que tradicionalmente se lleva a cabo en una de tres formas relacionadas. En la primera alternativa, se usa un negativo fotogrïfico con zonas transparentes y zonas sustancialmente opacas para bloquear selectivamente la transmisiïn de radiaciïn actïnica al elemento de plancha de impresiïn. En la segunda alternativa, la capa de fotopolïmero se recubre con una capa opaca (sustancialmente) a la radiaciïn actïnica, que tambiïn es sensible a la ablaciïn por lïser. Entonces se usa un lïser para quitar zonas seleccionadas de la capa opaca a la radiaciïn actïnica creando un negativo in situ, y el elemento de impresiïn se expone entonces a inundaciïn a travïs del negativo in situ. En la tercera alternativa, se usa un haz enfocado de radiaciïn actïnica para exponer selectivamente el fotopolïmero. Cualquiera de estos mïtodos alternativos produce un resultado aceptable, siendo los criterios la capacidad de exponer selectivamente el fotopolïmero a radiaciïn actïnica, curando por ello selectivamente porciones del fotopolïmero. La Patente de Estados Unidos nïmero 5.760.880 describe un aparato lïser.
Una vez que la capa fotocurable del elemento de impresiïn ha sido expuesta selectivamente a radiaciïn actïnica, entonces puede ser desarrollada usando calor. Como tal, el elemento de impresiïn se calienta generalmente a al menos aproximadamente 70ïC. La temperatura exacta dependerï de las propiedades del fotopolïmero concreto que se use. Sin embargo, habrï que considerar dos factores primarios al determinar la temperatura de desarrollo:
1. La temperatura de desarrollo se pone preferiblemente entre la temperatura de fusiïn del fotopolïmero no curado en el extremo bajo y la temperatura de fusiïn del fotopolïmero curado en el extremo superior. Esto permite la extracciïn selectiva del fotopolïmero, creando por ello la imagen.
2. Cuanto mïs alta sea la temperatura de desarrollo, mïs rïpido serï el tiempo de proceso. Sin embargo, la temperatura de desarrollo no deberï ser tan alta que exceda de la temperatura de fusiïn del fotopolïmero curado ni tan alta que degrade el fotopolïmero curado. La temperatura deberï ser suficiente para fundir o ablandar sustancialmente el fotopolïmero no curado, pudiendo quitarlo por ello.
Una vez que el elemento de impresiïn calentado ha sido desarrollado, el fotopolïmero no curado se puede fundir o quitar. En la mayorïa de los casos, el elemento de impresiïn calentado se pone en contacto con un material que absorberï o quitarï de otro modo el fotopolïmero no curado ablandado o fundido. Este proceso de extracciïn se denomina en general “secado”. El secado se lleva a cabo tïpicamente usando un tamiz o una tela absorbente. Se usa tela tejida o no tejida y la tela puede ser a base de polïmero o papel, a condiciïn de que la tela pueda resistir las temperaturas operativas implicadas. En la mayorïa de los casos, el secado se realiza usando rodillos para poner en contacto el material y el elemento de plancha de impresiïn calentado. Un ejemplo de este proceso se describe en la Patente de Estados Unidos nïmero 5.175.072 de Martens.
A la terminaciïn del proceso de secado, el elemento de plancha de impresiïn se post-expone preferiblemente a mïs radiaciïn actïnica en la misma mïquina, se enfrïa, y luego se prepara para montaje... [Seguir leyendo]
Reivindicaciones:
1. Un sistema procesador de planchas (10) para fabricar un elemento de impresiïn flexogrïfica, incluyendo el sistema procesador de planchas (10) :
un sistema de accionamiento (6) ;
un soporte rotativo (2) acoplable al sistema de accionamiento (6) , donde el sistema de accionamiento (6) incluye uno o mïs espaciadores (4) para acoplar el soporte rotativo (2) al sistema de accionamiento (6) , por lo que el uno o varios espaciadores (4) permiten el uso de soportes rotativos de longitudes variables;
un medio para fijar el elemento de impresiïn flexogrïfica (16) sobre el soporte rotativo (2) ;
un medio para exponer superficies con imagen (14) del elemento de impresiïn flexogrïfica (16) a radiaciïn actïnica;
un medio (11) para desarrollar tïrmicamente las superficies con imagen y expuestas del elemento de impresiïn flexogrïfica (16) , donde el medio (11) para desarrollar tïrmicamente las superficies con imagen y expuestas del elemento de impresiïn flexogrïfica (16) incluye:
a) un medio para ablandar o fundir fotopolïmero no entrecruzado en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) ;
b) al menos un rodillo (12) que se puede poner en contacto con la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) y capaz de moverse sobre al menos una porciïn de la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) para quitar el fotopolïmero no entrecruzado ablandado o fundido en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) ; y
c) un medio (18) para mantener el contacto entre el al menos ïnico rodillo (12) y la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) ; y
d) un medio para permitir que el al menos ïnico rodillo (12) atraviese a lo largo de la longitud del elemento de impresiïn;
donde, opcionalmente, el sistema incluye ademïs un medio para post-exponer y despegar el elemento de impresiïn flexogrïfica (16) .
2. El sistema segïn la reivindicaciïn 1, donde el elemento de impresiïn flexogrïfica (16) es una plancha plana y el soporte rotativo (2) es un cilindro de montaje.
3. El sistema segïn la reivindicaciïn 2, donde el medio para fijar el elemento de impresiïn flexogrïfica (16) sobre el cilindro de montaje se selecciona del grupo que consta de abrazaderas fïsicas, abrazaderas magnïticas, vacïo, y combinaciones de los anteriores.
4. El sistema segïn la reivindicaciïn 1, donde el elemento de impresiïn flexogrïfica (16) es un manguito de impresiïn fotosensible sustancialmente sin costura y el soporte rotativo (2) es un mandril.
5. El sistema segïn la reivindicaciïn 4, donde el medio para fijar el manguito de impresiïn al mandril incluye formar integralmente el manguito de impresiïn en el mandril.
6. El sistema segïn la reivindicaciïn 4, donde el medio para fijar el manguito de impresiïn sobre el mandril es un adhesivo.
7. El sistema segïn la reivindicaciïn 1, incluyendo un medio (7) para controlar el sistema de accionamiento (6) , incluyendo dicho medio de control un microprocesador.
8. El sistema segïn la reivindicaciïn 7, incluyendo ademïs un medio para controlar la operaciïn de al menos uno del medio para exponer, el medio (11) para desarrollar tïrmicamente, y el medio para postexposiciïn/desprendimiento.
9. El sistema segïn la reivindicaciïn 8, donde el medio para controlar la operaciïn de al menos uno del medio para exponer, el medio (11) para desarrollar tïrmicamente, y el medio para post-exposiciïn/desprendimiento incluye ademïs uno o varios sensores para detectar las dimensiones del elemento de impresiïn flexogrïfica (16) y enviar informaciïn relativa a las dimensiones del elemento de impresiïn flexogrïfica (16) al controlador de sistema de accionamiento (7) .
10. El sistema segïn la reivindicaciïn 1, donde el medio para exponer la superficie con imagen del elemento de
impresiïn flexogrïfica (16) a radiaciïn actïnica incluye una o varias luces ultravioleta.
11. El sistema segïn la reivindicaciïn 10, donde la una o varias luces ultravioleta estïn montadas en un carro alternativo (26) , y dicho carro alternativo (26) atraviesa la longitud del elemento de impresiïn flexogrïfica (16) cuando el elemento de impresiïn flexogrïfica (16) gira en una primera direcciïn.
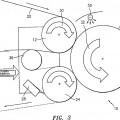
12. El sistema segïn la reivindicaciïn 1, donde se coloca un material secante (20) en al menos una porciïn del al menos ïnico rodillo (12) , y donde cuando el al menos ïnico rodillo (12) contacta con la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) , polïmero no entrecruzado presente en la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) es quitado por el material secante (20) .
13. El sistema segïn la reivindicaciïn 12, donde el material secante (20) se enrolla por debajo y alrededor de al menos la porciïn del al menos ïnico rodillo (12) que contacta la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) .
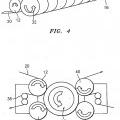
14. El sistema segïn la reivindicaciïn 13, donde el material secante (20) es suministrado de forma continua al al menos ïnico rodillo (12) desde una fuente remota del material secante (20) .
15. El sistema segïn la reivindicaciïn 13, incluyendo ademïs un dispositivo de rebobinado para alejar el material secante (20) que contiene el polïmero no entrecruzado quitado.
16. El sistema segïn la reivindicaciïn 1, donde el medio (18) para mantener contacto entre el al menos ïnico rodillo calentable y la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) incluye un cilindro neumïtico o un cilindro hidrïulico que empuja el al menos ïnico rodillo calentable contra la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) .
17. El sistema segïn la reivindicaciïn 1, donde el al menos ïnico rodillo (12) gira sobre al menos una porciïn de la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) .
18. El sistema segïn la reivindicaciïn 17, donde el al menos ïnico rodillo (12) gira en una primera direcciïn (30) y el elemento de impresiïn flexogrïfica (16) gira en una direcciïn opuesta (32) del al menos ïnico rodillo (12) .
19. El sistema segïn la reivindicaciïn 1, donde el medio para ablandar o fundir fotopolïmero no entrecruzado en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) incluye calentar el al menos ïnico rodillo (12) que puede contactar con la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) ;
20. El sistema segïn la reivindicaciïn 1, donde el medio para ablandar o fundir fotopolïmero no entrecruzado en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) incluye colocar un calentador (50) junto a la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) .
21. El sistema segïn la reivindicaciïn 20, donde el calentador (50) es un calentador de infrarrojos o un calentador de aire caliente.
22. El sistema segïn la reivindicaciïn 19, incluyendo ademïs un calentador (50) colocado junto a la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) para realizar el ablandamiento o la fusiïn adicional del fotopolïmero no entrecruzado en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) .
23. Un mïtodo de fabricar un elemento de impresiïn flexogrïfica incluyendo los pasos de:
a) fijar el elemento de impresiïn flexogrïfica (16) sobre un soporte rotativo (2) ;
b) acoplar el soporte rotativo (2) a un sistema de accionamiento (6) para girar el soporte rotativo (2) , donde el sistema de accionamiento (6) incluye uno o mïs espaciadores (4) para acoplar el soporte rotativo al sistema de accionamiento, por lo que se puede usar soportes rotativos de varias longitudes;
c) exponer una superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) a radiaciïn actïnica para entrecruzar y curar la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) ;
d) fundir o ablandar polïmero no entrecruzado en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) ;
e) hacer contacto entre la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) y al menos un rodillo (12) ;
f) girar el al menos ïnico rodillo (12) contra al menos una porciïn de la superficie con imagen (14) del elemento de
impresiïn flexogrïfica (16) para quitar el polïmero no entrecruzado fundido o ablandado de la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) ; y
g) opcionalmente, post-exponer y desprender el elemento de impresiïn flexogrïfica con imagen y desarrollado,
donde el al menos ïnico rodillo (12) atraviesa la longitud del elemento de impresiïn flexogrïfica (16) .
24. El mïtodo segïn la reivindicaciïn 23, donde el elemento de impresiïn flexogrïfica (16) es una plancha plana y el soporte rotativo (2) es un cilindro de montaje.
25. El mïtodo segïn la reivindicaciïn 24, donde el elemento de impresiïn flexogrïfica (16) estï fijado al cilindro de montaje por un medio seleccionado del grupo que consta de abrazaderas fïsicas, abrazaderas magnïticas, vacïo, y combinaciones de los anteriores.
26. El mïtodo segïn la reivindicaciïn 23, donde el elemento de impresiïn flexogrïfica (16) es un manguito de impresiïn sustancialmente sin costura y el soporte rotativo (2) es un mandril.
27. El mïtodo segïn la reivindicaciïn 26, donde el manguito de impresiïn estï formado integralmente sobre el mandril.
28. El mïtodo segïn la reivindicaciïn 26, donde el manguito de impresiïn estï fijado sobre el mandril con un adhesivo.
29. El mïtodo segïn la reivindicaciïn 23, donde la ïnica o varias fuentes de radiaciïn actïnica (52) incluyen una o varias luces ultravioleta.
30. El mïtodo segïn la reivindicaciïn 29, donde la ïnica o varias fuentes de radiaciïn actïnica (52) atraviesan la longitud del elemento de impresiïn flexogrïfica (16) .
31. El mïtodo segïn la reivindicaciïn 23, donde el al menos ïnico rodillo (12) atraviesa la longitud del elemento de impresiïn flexogrïfica (16) mïltiples veces.
32. El mïtodo segïn la reivindicaciïn 31, donde el al menos ïnico rodillo (12) atraviesa la longitud del elemento de impresiïn flexogrïfica (16) de forma en espiral o gradual.
33. El mïtodo segïn la reivindicaciïn 23, donde el al menos ïnico rodillo (12) gira en una primera direcciïn (30) y el elemento de impresiïn flexogrïfica (16) gira en una direcciïn opuesta (32) del al menos ïnico rodillo (12) .
34. El mïtodo segïn la reivindicaciïn 23, donde se usa un cilindro neumïtico o un cilindro hidrïulico para mantener el contacto entre el al menos ïnico rodillo (12) y la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) .
35. El mïtodo segïn la reivindicaciïn 23, donde al menos la porciïn del al menos ïnico rodillo (12) que estï en contacto con la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) se cubre con un material secante (20) y el material secante (20) quita el polïmero no entrecruzado de la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) .
36. El mïtodo segïn la reivindicaciïn 35, donde el material secante (20) se enrolla por debajo y alrededor de al menos la porciïn del al menos ïnico rodillo (12) que estï en contacto con la superficie con imagen (14) del elemento de impresiïn flexogrïfica (16) .
37. El mïtodo segïn la reivindicaciïn 36, donde el material secante (20) es alimentado de forma continua al al menos ïnico rodillo (12) desde una fuente remota del material secante (20) .
38. El mïtodo segïn la reivindicaciïn 37, donde el material secante (20) que contiene el fotopolïmero no entrecruzado quitado se enrolla sobre un dispositivo de rebobinado.
39. El mïtodo segïn la reivindicaciïn 35, donde el fotopolïmero no entrecruzado en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) se funde o ablanda calentando el al menos ïnico rodillo (12) que contacta la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) .
40. El mïtodo segïn la reivindicaciïn 35, donde el fotopolïmero no entrecruzado en la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) se funde o ablanda colocando un calentador (50) junto a la superficie con imagen y expuesta del elemento de impresiïn flexogrïfica (16) .
41. El mïtodo segïn la reivindicaciïn 39, incluyendo ademïs un calentador (50) colocado junto a la superficie con
imagen y expuesta del elemento de impresiïn flexogrïfica (16) para realizar fusiïn o ablandamiento adicional del fotopolïmero no entrecruzado.
Patentes similares o relacionadas:
Método para elaborar placas de impresión de imágenes en relieve, del 25 de Marzo de 2020, de Macdermid Graphics Solutions, LLC: Un método para exponer selectivamente un blanco de impresión de fotopolímero líquido a radiación actínica para crear una placa de impresión […]
Composición resistente de soldadura y placa de circuito impreso cubierta, del 27 de Noviembre de 2019, de GOO CHEMICAL CO., LTD.: Una composición resistente de soldadura que comprende: (A) una resina que contiene un grupo carboxilo; (B) un compuesto epoxídico; […]
Método para mejorar el rendimiento de impresión en placas de impresión flexográfica, del 21 de Agosto de 2019, de Macdermid Graphics Solutions, LLC: Un método de adaptación de la forma de una pluralidad de puntos de impresión en relieve creados en una preforma de impresión fotosensible durante un proceso de producción de […]
Método para crear textura superficial en elementos de impresión flexográfica, del 3 de Abril de 2019, de Macdermid Graphics Solutions, LLC: Un método para fabricar un elemento de impresión de imágenes en relieve a partir de un blanco para impresión fotosensible, comprendiendo dicho blanco para […]
Método y aparato para procesamiento térmico de elementos de impresión fotosensibles, del 6 de Febrero de 2019, de Macdermid Graphics Solutions, LLC: Un aparato para formar una estructura en relieve sobre un elemento de impresión fotosensible, donde el elemento de impresión fotosensible incluye un sustrato flexible […]
Método para mejorar el desempeño de impresión en placas de impresión flexográfica, del 17 de Mayo de 2017, de MACDERMID PRINTING SOLUTIONS, LLC: Un método para fabricar un elemento de impresión de imagen en relieve a partir de una pieza en bruto de impresión fotosensible, comprendiendo dicha hoja de impresión […]
Método de producción de una imagen en relieve a partir de una resina de fotopolímero líquida, del 22 de Junio de 2016, de MACDERMID PRINTING SOLUTIONS, LLC: Un método de producción de una imagen en relieve a partir de una resina fotopolimerizable líquida, comprendiendo dicho método las etapas de: a) colocar […]
Sustratos altamente reflectantes para el procesamiento digital de planchas de impresión de fotopolímero, del 9 de Marzo de 2016, de NAPP SYSTEMS INC.: Un elemento de impresión en relieve capaz de formar imágenes digitales que comprende: a) un soporte; b) una capa reflectante, donde la capa reflectante […]