Método y aparato para controlar el flujo de acero fundido en un molde.
Aparato para controlar un flujo de acero fundido en una máquina de colada continua de planchones,
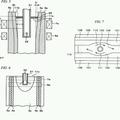
comprendiendo el aparato un molde (1) dispuesto para recibir un flujo de acero fundido, una tobera de inmersión (4) que comprende aberturas de descarga (5) sumergidas en el acero fundido presente en el molde y que suministran el flujo de acero fundido al molde (1), y medios de control, comprendiendo el aparato:
- medios de adquisición de estado de la colada para adquirir al menos un estado como estado de colada referente a un espesor de producto colado, una anchura de producto colado, una velocidad de colada, una cantidad de gas inerte inyectado en una abertura de salida de acero fundido, y una forma de tobera de inmersión,
- medios de cálculo para calcular una velocidad de flujo de acero fundido sobre el menisco del acero fundido presente en el molde, de conformidad con el estado de colada adquirido,
- medios de determinación para determinar un modo de agitación a aplicar en función de si la velocidad de flujo de acero fundido calculada es mayor que una velocidad de flujo crítica de arrastre de polvo en el molde, de si la velocidad de flujo de acero fundido es menor que una velocidad de flujo crítica de adherencia de inclusiones y es mayor o igual que una velocidad de flujo crítica de formación de revestimiento sobre el menisco, y de si la velocidad de flujo de acero fundido es menor que la velocidad de flujo crítica de formación de revestimiento sobre el menisco, al comparar la velocidad de flujo de acero fundido calculada con la velocidad de flujo crítica de arrastre de polvo en el molde, con la velocidad de flujo crítica de adherencia de inclusiones y con la velocidad de flujo crítica de formación de revestimiento sobre el menisco,
- un primer generador de campo magnético (7) para generar un campo magnético que incluye una primera bobina capaz de crear un campo magnético de desplazamiento de acuerdo con una salida del medio de control,
- una fuente de alimentación de corriente alterna CA polifásica conectada al primer generador de campo magnético,
- medios de control adaptados para controlar la dirección de movimiento de campo magnético y la intensidad de campo magnético generada por el primer generador de campo magnético (7) mediante la alimentación de la primera bobina con corriente alterna polifásica para crear el control de campo magnético de desplazamiento, caracterizado por que el aparato comprende además:
- el que la primera bobina sea también capaz de crear un campo magnético estático de acuerdo con una salida del medio de control, y
- el que los medios de control estén adaptados además para
• dependiendo del modo de agitación determinado, bien alimentar la bobina con la corriente alterna CA polifásica para crear un control de campo magnético de desplazamiento o bien alimentar la bobina con corriente continua en las diferentes fases de la fuente de alimentación de corriente alterna CA polifásica y, mediante la alimentación con diferente intensidad de corriente en las diferentes fases, crear el campo magnético estático,
• aplicar un campo magnético estático para impartir una fuerza estabilizadora y de frenado a un flujo de descarga 35 desde una tobera de inmersión cuando la velocidad de flujo de acero fundido calculada es mayor que la velocidad de flujo crítica de arrastre de polvo en el molde,
• aplicar un campo magnético de desplazamiento para hacer girar el acero fundido en una dirección horizontal cuando la velocidad de flujo de acero fundido calculada es menor que la velocidad de flujo crítica de adherencia de inclusiones y mayor o igual que una velocidad de flujo crítica de formación de revestimiento sobre el menisco, y
• aplicar un campo magnético de desplazamiento para impartir una fuerza de aceleración al flujo de descarga desde la tobera de inmersión cuando la velocidad de flujo de acero fundido calculada es menor que la velocidad de flujo crítica de formación de revestimiento sobre el menisco.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2007/050489.
Solicitante: ABB AB.
Nacionalidad solicitante: Suecia.
Dirección: KOPPARBERGSVÄGEN 2 721 83 VÄSTERÀS SUECIA.
Inventor/es: HACKL, HELMUT, ERIKSSON, JAN-ERIK, LEHMAN, ANDERS, SJÖDÉN,OLOF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/115 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › empleando campos magnéticos.
PDF original: ES-2480466_T3.pdf
Fragmento de la descripción:
Método y aparato para controlar el flujo de acero fundido en un molde Campo técnico
La presente Invención se refiere a un método y a un aparato para controlar un flujo de acero fundido en un molde usando una máquina de colada continua de planchones, y a un método para producir un planchón utilizando el método y el aparato de control de flujo.
Técnica anterior
Uno de los factores de calidad requeridos para producir un producto colado con una máquina de colada continua de planchones es una cantidad reducida de inclusiones atrapadas en la capa superficial del producto colado. Tales inclusiones a ser atrapadas en la capa superficial del producto fundido son, por ejemplo:
(1) productos de desoxidación que se producen en una etapa de desoxidación usando aluminio y similares y que quedan suspendidos en acero fundido;
(2) burbujas de gas argón sopladas en acero fundido en una artesa o sopladas a través de una tobera de inmersión; e
(3) Inclusiones que se producen con polvo de molde rociado sobre una superficie de baño de acero fundido y arrastrado hasta el acero fundido en forma de sustancias en suspensión.
Cualquiera de estas Inclusiones produce defectos en la superficie de productos de acero, por lo que es importante reducir cualquier tipo de inclusión. Como medio para reducir, por ejemplo, productos de desoxidación y burbujas de gas argón entre las Inclusiones antes descritas, existen procesos utilizados tradicionalmente del tipo que evita el atrapamiento de Inclusiones haciendo que el acero fundido que está dentro del molde sea accionado para moverse en la dirección horizontal, y por ello se imparte una velocidad de acero fundido a la superficie del acero fundido para limpiar una superficie solidificada. Un proceso práctico de aplicación de un campo magnético para hacer girar el acero fundido dentro del molde en la dirección horizontal se lleva a cabo de manera que se accione el campo magnético que se mueve horizontalmente a lo largo de las direcciones de los lados largos del molde para moverse en las direcciones opuestas entre sí a lo largo de las superficies laterales largas opuestas a fin de inducir un flujo de acero fundido que actúe para girar en la dirección horizontal a lo largo de la superficie solidificada. En este documento, el proceso de aplicación se refiere a diferentes modos de agitación, ver varias descripciones a continuación, tales como "EMDC", "modo EMDC", o aplicación del campo magnético en modo EMDC" en combinación con "EMLA", "modo EMLA, "aplicación del campo magnético en modo EMLA" y / o "EMRS", "modo EMRS", "aplicación del campo magnético en modo EMRS".
La tecnología de frenado de corriente continua electromagnética, EMDC, con el agitador en una posición inferior en el molde, es, con mucho, la tecnología generalmente más predominante y, por tanto, también será posible fijar la frecuencia hasta llegar a cero y ajustar el ángulo de fase para la densidad de flujo magnético más alta en el molde. La tecnología de corriente continua tiene muchas ventajas en general, tales como estabilidad y autorregulación, es decir, si la velocidad de flujo es mayor en un lado, la fuerza de frenado también será mayor. En comparación con una frecuencia muy baja de 1 Hz o menos, el campo magnético CC, en la parte inferior del molde, puede ofrecer un control de frenado más estable del flujo de fluido en el molde.
Cuando funciona en el modo de aceleración de nivel electromagnético, EMLA, con el agitador en una posición inferior en el molde, la velocidad de flujo hacia fuera del acero, hacia los lados estrechos, se acelera y por tanto asegura de ese modo que se consiga un patrón de flujo doble también para una colada de baja velocidad. La optimización del flujo en el molde implica la creación de un patrón de flujo estable de dos rodillos. Mediante la elección de modo y de parámetros FC MEMS correctos, ver la descripción que viene a continuación, se puede obtener el patrón de flujo solicitado en diferentes geometrías de planchón y velocidades de colada. En lugar de utilizar el valor F analítico, esto puede ser controlado mediante FC MEMS con el uso de una base de datos que contiene parámetros relevantes para diferentes estados de funcionamiento. Estos parámetros por lo general son generados por un paquete de modelado 3D numérico, herramienta EM, que modela el campo magnético, el flujo de fluido y el comportamiento de la temperatura en el molde. Cuando funciona en el modo EMLA, FC MEMS debe desplazarse a su posición más baja. Para velocidades de colada bajas, FC MEMS puede acelerar el flujo de fluido hacia la cara estrecha con el fin de asegurar un flujo normal en el molde. El valor F se convierte en la velocidad de flujo de superficie de acero fundido. Sin embargo, como se describe en el documento EP-A-1486274, el valor F y la velocidad de flujo de acero fundido tienen la relación uno a uno, de modo que el control se puede realizar mediante el uso del valor F sin conversión a la velocidad de flujo de superficie de acero fundido.
FC MEMS de tipo agitador de molde de planchón consiste en un conjunto de agitadores por molde. Cada conjunto de agitadores se compone de agitadores lineales de cuatro partes. Los agitadores de dos partes en cada lado del
molde se incorporan juntos en una unidad de agitador en una carcasa exterior, y se montan en las cavidades existentes detrás de las placas de soporte en las chaquetas para agua laterales anchas. Agitadores de dos partes opuestos se conectan en serle y se conectan a un convertidor de frecuencia. Se requieren en total dos convertidores de frecuencia para un molde, y el agitador está diseñado y fabricado para que funcione de manera continua en el molde. El agitador convierte las corrientes de baja frecuencia procedentes del convertidor de frecuencia en un campo magnético de baja frecuencia, y dicho campo magnético penetra en las placas de cobre de molde y en la cáscara solidificada del torón e induce corrientes eléctricas en el acero liquido. Estas corrientes ¡nteractúan con el campo magnético móvil y crean fuerzas y por tanto movimientos en el acero líquido. El agitador comprende devanados y un núcleo de hierro laminado. Los devanados de agitador están hechos de tubos de cobre con sección transversal rectangular y se enfrían directamente desde el interior con agua purificada desionizada que circula en un sistema de bucle cerrado. El agitador está encerrado en una caja de protección con lados hechos de chapa de acero no magnético y la parte delantera hecha de material no conductor.
El modo de agitación giratoria electromagnética, EMRS, que es la tecnología predominante para la agitación en un molde tiene lugar en la parte superior del molde cerca del menisco y la posición del agitador es de vital importancia para una agitación controlada del flujo de fluido. Para una agitación controlada y óptima, es imprescindible agitar en una posición superior en el molde y el FC MEMS debe ser desplazado por tanto hacia arriba. La agitación en una posición inferior entra en conflicto con el flujo que sale de la tobera y proporciona un flujo Inestable y turbulento en el molde. Por tanto, se propone que el agitador se desplace hacia arriba cuando cambie del modo EMLA-/EMDC al modo de agitación. El FC MEMS genera una fuerza de rotación sobre el acero en el molde. El convertidor de frecuencia establecido permite aplicar una corriente interioren las dos bobinas, en el que el flujo se dirige hacia los lados estrechos, ofreciendo así la posibilidad de optimizar los parámetros de agitación. Los dos convertidores de frecuencia, sin embargo, necesitan ser sincronizados en frecuencia con el fin de minimizar una posible perturbación.
Un ejemplo de un proceso similar al descrito anteriormente se describe en la solicitud de patente europea 1486274 (JFE Engineerlng Corporation) en la que un EMLS, estabilizador de nivel electromagnético, se utiliza en combinación con EMLAy/oEMRS.
Resumen de la invención
La presente invención proporciona una mejora en un método y un aparato para controlar una velocidad de flujo de acero fundido sobre una superficie de baño de acero fundido, menisco, en un molde a una velocidad de flujo de acero fundido predeterminada utilizando una máquina de colada continua de planchones, y un método para producir un planchón utilizando el método y el aparato de control de flujo.
Esto se logra mediante la aplicación de un campo magnético estático para impartir una fuerza estabilizadora y de frenado a un flujo de descarga desde una tobera de inmersión cuando la velocidad de flujo de acero fundido sobre el menisco es mayor que la velocidad de flujo crítica de arrastre de polvo en el molde y mediante el control de la velocidad de flujo de acero fundido... [Seguir leyendo]
Reivindicaciones:
1. Aparato para controlar un flujo de acero fundido en una máquina de colada continua de planchones, comprendiendo el aparato un molde (1) dispuesto para recibir un flujo de acero fundido, una tobera de inmersión (4) que comprende aberturas de descarga (5) sumergidas en el acero fundido presente en el molde y que suministran el flujo de acero fundido al molde (1), y medios de control, comprendiendo el aparato:
- medios de adquisición de estado de la colada para adquirir al menos un estado como estado de colada referente a un espesor de producto colado, una anchura de producto colado, una velocidad de colada, una cantidad de gas inerte inyectado en una abertura de salida de acero fundido, y una forma de tobera de inmersión,
- medios de cálculo para calcular una velocidad de flujo de acero fundido sobre el menisco del acero fundido presente en el molde, de conformidad con el estado de colada adquirido,
- medios de determinación para determinar un modo de agitación a aplicar en función de si la velocidad de flujo de acero fundido calculada es mayor que una velocidad de flujo crítica de arrastre de polvo en el molde, de si la velocidad de flujo de acero fundido es menor que una velocidad de flujo crítica de adherencia de inclusiones y es mayor o igual que una velocidad de flujo crítica de formación de revestimiento sobre el menisco, y de si la velocidad de flujo de acero fundido es menor que la velocidad de flujo crítica de formación de revestimiento sobre el menisco, al comparar la velocidad de flujo de acero fundido calculada con la velocidad de flujo crítica de arrastre de polvo en el molde, con la velocidad de flujo crítica de adherencia de inclusiones y con la velocidad de flujo crítica de formación de revestimiento sobre el menisco,
- un primer generador de campo magnético (7) para generar un campo magnético que incluye una primera bobina capaz de crear un campo magnético de desplazamiento de acuerdo con una salida del medio de control,
- una fuente de alimentación de corriente alterna CA polifásica conectada al primer generador de campo magnético,
- medios de control adaptados para controlar la dirección de movimiento de campo magnético y la intensidad de campo magnético generada por el primer generador de campo magnético (7) mediante la alimentación de la primera bobina con corriente alterna polifásica para crear el control de campo magnético de desplazamiento,
caracterizado por que el aparato comprende además:
- el que la primera bobina sea también capaz de crear un campo magnético estático de acuerdo con una salida del medio de control, y
- el que los medios de control estén adaptados además para
dependiendo del modo de agitación determinado, bien alimentar la bobina con la corriente alterna CA polifásica para crear un control de campo magnético de desplazamiento o bien alimentar la bobina con corriente continua en las diferentes fases de la fuente de alimentación de corriente alterna CA polifásica y, mediante la alimentación con diferente intensidad de corriente en las diferentes fases, crear el campo magnético estático,
aplicar un campo magnético estático para impartir una fuerza estabilizadora y de frenado a un flujo de descarga desde una tobera de inmersión cuando la velocidad de flujo de acero fundido calculada es mayor que la velocidad de flujo crítica de arrastre de polvo en el molde,
aplicar un campo magnético de desplazamiento para hacer girar el acero fundido en una dirección horizontal cuando la velocidad de flujo de acero fundido calculada es menor que la velocidad de flujo crítica de adherencia de inclusiones y mayor o igual que una velocidad de flujo crítica de formación de revestimiento sobre el menisco, y
aplicar un campo magnético de desplazamiento para impartir una fuerza de aceleración al flujo de descarga desde la tobera de inmersión cuando la velocidad de flujo de acero fundido calculada es menor que la velocidad de flujo crítica de formación de revestimiento sobre el menisco.
2. Aparato de acuerdo con la reivindicación 1, en el que el primer generador de campo magnético está dispuesto en el lado largo del molde.
3. Aparato de acuerdo con la reivindicación 1, en el que el aparato comprende además un segundo generador de campo magnético dispuesto en el lado largo del molde opuesto al primer generador de campo magnético y comprende una segunda bobina capaz de crear un campo magnético de desplazamiento y un campo magnético estático de acuerdo con una salida de los medios de control.
4. Aparato de acuerdo con la reivindicación 1, en el que la velocidad de flujo de acero fundido se calcula en base a una medición real de la velocidad de flujo de acero fundido medida o en base a una medición prevista de la velocidad de flujo de acero fundido.
5. Aparato de acuerdo con la reivindicación 1, en el que la velocidad de flujo crítica de arrastre de polvo en el molde 5 es de ,32 m / s y la velocidad de flujo crítica de adherencia de inclusiones es de ,2 m / s.
6. Aparato de acuerdo con la reivindicación 1, en el que el velocidad de flujo crítica de formación de revestimiento sobre el menisco es de ,1 m / s.
Patentes similares o relacionadas:
Procedimiento y dispositivo de colada continua de láminas finas, del 4 de Septiembre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento de colada continua de láminas finas, que presenta los siguientes pasos de procedimiento: - suministrar un metal fundido a una lingotera […]
Método de colada de acero de manera continua, del 15 de Mayo de 2019, de NIPPON STEEL CORPORATION: Un método para colar acero de manera continua usando un molde y un agitador electromagnético, estando el molde equipado con el agitador […]
Lámina de acero recocido y galvanizado de alta resistencia, del 17 de Abril de 2019, de NIPPON STEEL CORPORATION: Una lámina de acero recocido y galvanizado que tiene una resistencia a la tracción de 770 MPa o más y que comprende: una parte de lámina de acero […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Proceso y aparato para controlar los flujos de metal líquido en un cristalizador para la colada continua de planchones planos finos, del 22 de Marzo de 2019, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un aparato de colada continua para planchones finos que comprende: - un cristalizador ; - un descargador , que tiene una sección de salida , adaptado […]
Método para colada de forma continua de barra con sección transversal pequeña, del 21 de Enero de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para colada de forma continua de una barra con una sección transversal pequeña en la que la barra tiene un área de sección transversal de no más de 500 […]
 Aparato de colada continua para acero, del 28 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de colada continua para acero que comprende:
una lingotera para colar un acero fundido, la cual incluye un par de paredes laterales […]
Aparato de colada continua para acero, del 28 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de colada continua para acero que comprende:
una lingotera para colar un acero fundido, la cual incluye un par de paredes laterales […]
Método de colada continua de acero, del 26 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de colada continua de un acero que especifica un modo para aplicar corriente a una bobina electromagnética de doble propósito , que comprende: […]