Método y dispositivo para ajuste y control.
Un método para ajustar un controlador (10) que controla una propiedad (p(t)) de un proceso industrial que tieneun caudal de materiales variable,
pero conocido, cuyo método comprende:
- la inyección de señales de excitación añadidas a la señal de salida del controlador (U(t)),
- la recepción de medidas (z(t)) de dicha propiedad en respuesta a dichas señales de excitación,
- la selección de una primera estructura de modelo de proceso que comprende uno o varios parámetrosdesconocidos,
- la estimación del valor de dichos uno o más parámetros desconocidos, basándose en dichas medidas (z(t)) dedicha propiedad y en una señal de salida (u(t)) procedente del controlador, caracterizado por cuanto que dichoprimer modelo de proceso es continuo en el tiempo y describe el efecto del caudal variable de materiales ydichos uno o más parámetros desconocidos son independientes del caudal variable de materiales y el métodocomprende, además:
- calcular un segundo modelo que describe la dinámica, desde la salida del controlador a la entrada delcontrolador, basada en el primer modelo de proceso, los valores estimados de dichos uno o varios parámetrosdesconocidos y parámetros conocidos, incluyendo el caudal conocido de los materiales y
- realizar el ajuste basado en el modelo del controlador en conformidad con el segundo modelo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2006/050591.
Solicitante: ABB AB.
Nacionalidad solicitante: Suecia.
Dirección: KOPPARBERGSVÄGEN 2 721 83 VÄSTERÀS SUECIA.
Inventor/es: BERGSTEN,Pontus, MODEN,PER-ERIK, LINDKVIST,RICKARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G05B13/04 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 13/00 Sistemas de control adaptativos, es decir, sistemas que se regulan a sí mismos para obtener un rendimiento óptimo siguiendo un criterio predeterminado (G05B 19/00 tiene prioridad; aprendizaje automático G06N 20/00). › que implican el uso de modelos o de simuladores.
- G05B5/00 G05B […] › Disposiciones para eliminar la inestabilidad.
PDF original: ES-2444692_T3.pdf
Fragmento de la descripción:
Método y dispositivo para ajuste y control
CAMPO TÉCNICO
Esta invención se refiere a un método y a un dispositivo para el ajuste y el control de procesos industriales que tienen al menos un accionador para afectar a la calidad de los productos fabricados y en donde varía la velocidad de producción o el caudal de materiales y por lo tanto, crea condiciones para el control. La invención está destinada preferentemente al ajuste automático y control adaptativo en aplicaciones de trenes de laminación, p.e. para mejorar la planeidad para productos laminados con el uso de cualquier número de accionadores mecánicos u otros accionadores. La invención es también aplicable a otros procesos en donde el material variable es, a modo de ejemplo, una lámina, una banda, una hoja continua o un fluido.
ANTECEDENTES DE LA INVENCIÓN
La planeidad de un producto laminado, p.e. una banda, se determina por el perfil de la separación de los rodillos entre los rodillos de trabajo de un tren de laminación y el perfil de espesor de la banda laminada. La planeidad de la banda puede influirse luego por la manipulación de diferentes dispositivos de control, que afecta al tren de laminación y a su perfil de la separación entre rodillos de trabajo. Dichos accionadores pueden ser dispositivos mecánicos tales como dispositivos de curvado de rodillos de trabajo, dispositivos de curvado de rodillos intermedios, dispositivos de sesgado o de inclinación, dispositivos de desplazamiento de rodillos intermedios, accionadores de corona superior, o dispositivos térmicos tales como accionadores de enfriamiento/calentamiento de rodillos de trabajo, etc.
En el control de planeidad para el laminado en frio de metales, se utilizan varios accionadores que incluyen en el perfil de planeidad. En la solución estándar, las desviaciones de la planeidad son objeto de mapeado de correspondencia con el espacio de accionadores con la ayuda de una matriz de laminación, que describe la respuesta de planeidad estática a partir de los accionadores respectivos. Esta descomposición da lugar a varios bucles de control, uno para cada accionador. Estos bucles están provistos de controladores de PI. Actualmente, el ajuste de sintonización de estos controladores está basado en la identificación fuera de línea de modelos para cada bucle. Además, variaciones conocidas en el modelo, debido a velocidad de laminación variable, a modo de ejemplo, se tienen en cuenta en una forma de programación de parámetros. Dos factores que hacen incierta la ganancia del proceso para cada bucle y su dependencia del material laminado y una posible discrepancia entre la matriz de laminación supuesta y el comportamiento real del tren de laminación.
Cuando se efectúa la laminación de una banda, es importante mantener el perfil de planeidad deseado en todo momento. La desviación respecto a la planeidad deseada puede dar lugar a costosas roturas de la banda y desecho de bobinas producidas. La tarea del sistema de control de la planeidad es, por consiguiente, favorecer el perfil de planeidad real lo más próximo posible al perfil de planeidad deseado, lo que establece requisitos existentes sobre el sistema de control, en términos de velocidad de cálculo y de precisión.
Los controladores para procesos industriales necesitan estar bien sintonizados con el fin de reducir las variaciones de la calidad y mantener la calidad obtenida dentro de las especificaciones, a pesar de las condiciones variables. En particular, un deseo para una alta tasa de producción frecuentemente tendrá que mejorar la capacidad para controlar el proceso lo suficiente para evitar la producción de material fuera de las especificaciones e interrupciones en la producción debido a rotura. Las roturas de láminas en una máquina de papel o ruptura de banda en un tren de laminación de acero constituyen ejemplos que pueden causar costosas pérdidas de producción.
El ajuste de sintonización de un controlador suele estar basado en un procedimiento para encontrar un modelo simple a partir de datos de experimentos (de, a modo de ejemplo, un ensayo por etapas) en combinación con un método para encontrar automáticamente un ajuste del controlador adecuado, en el supuesto de que este modelo representa el comportamiento del proceso adecuadamente, a modo de ejemplo, según se describe en “Un estudio de aplicaciones de control adaptativo”. Decisión y control 1995, proceedings of the 34 IEEE conference on New Orleans, LA, Estados Unidos, 13-15 diciembre 1995, vol. 1, páginas 649-654, XP010152287, ISBN: 978-0-78032685-9. Para que este procedimiento sea operativamente satisfactorio, es esencial que la formulación del modelo sea capaz de capturar el comportamiento real del proceso durante el experimento y que el modelo obtenido permanezca válido durante el funcionamiento normal del proceso con las condiciones variables que puedan presentarse. El método de ajuste puede permitir alguna variación con respecto al comportamiento nominal supuesto, estableciendo un grado de énfasis adecuado sobre la solidez. Si se producen variaciones esenciales en la dinámica del proceso – a modo de ejemplo, con una velocidad de producción variable – una vez conocidas dichas variaciones deben gestionarse mediante una programación de parámetros. Si las variaciones ocurren durante el experimento de ajuste, la identificación del modelo estará gravemente perturbada si se aplican métodos estándar.
Un método frecuente es la identificación de la denominada ‘caja negra’ que consiste en estimar los parámetros en una formulación temporal discreta del modelo, que se expresa para el mismo periodo de muestreo que se utiliza en el control real. Sin embargo, en los casos en donde alguna dinámica del proceso varía con la velocidad de producción, la estimación será perturbada por variaciones de la velocidad, puesto que variarán los valores de parámetros verdaderos del modelo. Lo que antecede es aplicable si se realiza un muestreado por unidad de tiempo, lo que es el caso más común, puesto que, entonces, las partes de la dinámica que varían con la velocidad
proporcionarán parámetros de modelos temporales discretos variables y si el muestreo se realiza por cantidad de flujo de material, lo que a veces se realiza por razones prácticas y también proporciona valores de parámetros de modelos temporales discretos constantes para la dinámica que tienen características temporales proporcionales a la inversa de la velocidad, puesto que, entonces, las partes de la dinámica que no varían con la velocidad de producción proporcionarán parámetros del modelo temporales discretos variables.
Para el ajuste de los bucles de control de PI, en la solución estándar para el control de la planeidad, la velocidad de laminación variable impide el uso de métodos de identificación de ‘caja negra’ para determinar un modelo. El muestreo se realiza por unidad de longitud. Por ello, el modelo de comportamiento en el transporte sería invariable para datos muestreados, pero la dinámica de accionadores no obtiene un modelo invariable para datos muestreados de esta forma y por lo tanto, variará el modelo temporal discreto completo. Además, el periodo de muestreo puede variar debido a un múltiple muestreo descendente variable y también por un prefiltrado variable en relación con esta solución operativa.
Para obtener un control exacto, los controladores deben estar bien sintonizados, en función de cómo el proceso responde a cambios de variables manipuladas. La ganancia del proceso de laminación depende de varios parámetros que no son bien conocidos. Para el control de la planeidad, las ganancias pertinentes son influidas dependiendo del material que se está laminando, de la concordancia real de la matriz de laminación supuesta con la realidad y de otros factores.
Después de la separación de la tarea de control original, esto es, con la planeidad mantenida a través de la anchura del material producido utilizando varios accionadores, en varios bucles de medición por accionadores, la estrategia de control actual está basada en el ajuste de un bucle de control estándar durante la puesta en servicio. En condiciones normales, lo que antecede se realiza como una estimación única de parámetros de modelos fuera de línea para cada bucle y el ajuste para ese modelo. Para hacer más eficiente esta actividad, los parámetros del modelo pertinentes deben estimarse en línea y presentarse al usuario en tiempo real para decisión cuando finalice la actividad. Además, la estimación debe realizarse en una forma que no sea perturbada por variaciones de la velocidad.
Un problema es que si cambia el proceso del material, el control puede hacerse inexacto, aún cuando haya... [Seguir leyendo]
Reivindicaciones:
1. Un método para ajustar un controlador (10) que controla una propiedad (p (t) ) de un proceso industrial que tiene un caudal de materiales variable, pero conocido, cuyo método comprende:
-la inyección de señales de excitación añadidas a la señal de salida del controlador (U (t) ) ,
- la recepción de medidas (z (t) ) de dicha propiedad en respuesta a dichas señales de excitación,
-la selección de una primera estructura de modelo de proceso que comprende uno o varios parámetros desconocidos,
-la estimación del valor de dichos uno o más parámetros desconocidos, basándose en dichas medidas (z (t) ) de dicha propiedad y en una señal de salida (u (t) ) procedente del controlador, caracterizado por cuanto que dicho
primer modelo de proceso es continuo en el tiempo y describe el efecto del caudal variable de materiales y dichos uno o más parámetros desconocidos son independientes del caudal variable de materiales y el método comprende, además:
-calcular un segundo modelo que describe la dinámica, desde la salida del controlador a la entrada del controlador, basada en el primer modelo de proceso, los valores estimados de dichos uno o varios parámetros desconocidos y parámetros conocidos, incluyendo el caudal conocido de los materiales y
- realizar el ajuste basado en el modelo del controlador en conformidad con el segundo modelo.
2. Un método según la reivindicación 1, en donde el método comprende:
- la selección de una estructura de modelo de proceso que comprende, como máximo, un parámetro de modelo por par de entrada/salida que es afectado por la variación de la ganancia real del proceso.
3. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
- la selección de una estructura de modelo de proceso que comprende, como máximo, un parámetro de modelo por accionador que es afectado por la variación de los tiempos de respuesta reales de los accionadores.
4. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-la inclusión, en el modelo de proceso, de todos los retardos debidos al procesamiento de datos y a la comunicación,
- la selección de dicha estructura de modelo de proceso de tal modo que las variaciones de dichos retardos no influyan en más de un parámetro de modelo por entrada de modelo.
5. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-la composición de dicha estructura de modelo de proceso en dos partes, una parte que describe el comportamiento del transporte en donde los posibles tiempos muertos y las posibles constantes de tiempo son inversamente proporcionales al caudal de materiales y otra parte que es independiente del caudal de materiales.
6. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
- la deducción de un modelo de primer orden más tiempo muerto para cada parte de dicho modelo,
-la introducción de un parámetro del comportamiento de transporte ξ que define el grado de tiempo muerto puro 55 en relación con la respuesta de primer orden pura del comportamiento del transporte,
-teniendo, en el caso del comportamiento de transporte de tiempo muerto puro, el tiempo muerto descrito por la distancia conocida Ld,
-teniendo, en el caso de comportamiento de transporte de primer orden puro, la constante de tiempo asociada descrita por la distancia conocida Lm y
- la estimación de al menos uno de los parámetros de entre la ganancia (K) , la constante de tiempo independiente del caudal (T) , el tiempo muerto independiente del caudal (D0) y el parámetro del comportamiento de transporte 65 (ξ) .
7. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende: -la selección de la estructura de modelo de proceso
8. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-la estimación de al menos un parámetro utilizando un método de error de predicción. 10
9. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-la reducción de la magnitud de actualización de los parámetros, cuando la actualización sin restricciones alcanza el exterior de una zona de gamas de parámetros permitidos definidas, pero realizando la actualización 15 de parámetros en la misma dirección en el espacio de los parámetros,
-la aplicación del mismo factor de reducción a los regresores y al error de predicción, a utilizarse, a la vez, en la actualización de los parámetros y en la actualización de una matriz que contiene la información necesaria en la estimación recursiva y
- manteniendo así las estimaciones de los parámetros dentro de los límites de las gamas permitidas.
10. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
- la reducción, para el caso de grandes errores de predicción, del efecto de las medidas y regresores según un factor de creencia calculado a partir de la relación entre la magnitud del error de predicción y de la desviación estándar estimada de errores de predicción anteriores,
-obteniendo así una protección contra las observaciones aberrantes. 30
11. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-el muestreo de las salidas de procesos a una cadencia de muestreo de básica, la aplicación de un filtro con la misma cadencia de muestreo y el re-muestreo a una cadencia de muestreo más lenta, utilizándose esta 35 cadencia para dicho registro de valores procedente de la utilización del proceso e incluyendo el efecto de este
muestreo, filtrado y re-muestreo en los cálculos de previsión y actualizaciones de estimaciones de parámetros.
12. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende.
40. la realización de un experimento de identificación que implica la utilización del proceso con una excitación intencionada que influye al menos en una variable manipulada, -la estimación de al menos un parámetro en línea durante dicho experimento de identificación.
13. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende: -el cálculo de dicho ajuste basado en el modelo del controlador en línea.
14. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-la presentación de resultados a un usuario en tiempo real,
- permitiendo así la decisión del usuario de finalizar el experimento de identificación tan pronto como se hayan obtenido resultados operativamente satisfactorios. 55
15. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
- la estimación de al menos un parámetro en línea durante la utilización del proceso y mientras se le controla con dicho controlador.
60. la realización de dichos cálculos de ajuste en conformidad con el modelo para el controlador en línea,
-la aplicación del resultado del ajuste a dicho controlador en línea,
- obteniendo así un control adaptativo real. 5
16. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-la estimación de menos parámetros, durante la utilización con la actualización en línea del controlador, que durante el experimento de identificación, 10
-la admisión del resultado de la estimación de los parámetros, procedentes del experimento de identificación, para definir el valor de al menos un parámetro y tratando este parámetro, o estos parámetros, como conocidos durante la utilización del proceso con una actualización en línea del controlador.
17. Un método según cualquiera de las reivindicaciones precedentes, en donde el método comprende:
-la utilización del ajuste lambda o del ajuste IMC como método de ajuste sobre la base de modelo para dicho controlador.
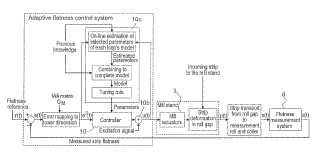
18. Un dispositivo para ajustar un controlador (10) que controla una propiedad (p (t) ) de un proceso industrial que tiene un caudal de materiales variable, pero conocido, que comprende:
-un sumador (10b) para añadir señales de excitación a la señal de salida del controlador (U (t) ) ,
-un sistema de medición (6) para medir dicha propiedad en respuesta a dichas señales de excitación y
-una unidad de ajuste basada en modelo (10c) adaptada para estimar el valor de uno o varios parámetros desconocidos de una estructura de modelo de proceso sobre la base de las medidas (z (t) ) de dicha propiedad y en la señal de salida (u (t) ) procedente del controlador, caracterizada por cuanto que la unidad de ajuste basado
en modelo está adaptada
-para estimar el valor de uno o varios parámetros, con valores desconocidos, de una primera estructura de modelo de proceso, que es continua en el tiempo y que describe el efecto del caudal variable de los materiales y siendo dichos uno o varios parámetros desconocidos independientes del caudal variable de los materiales y
para calcular un modelo que describe la dinámica desde la salida del controlador a la entrada del controlador sobre la base del primer modelo de proceso, de los valores estimados de dichos uno o varios parámetros desconocidos y parámetros conocidos incluyendo el caudal conocido de los materiales y para realizar el ajuste basado en un modelo del controlador sobre la base del segundo modelo.
19. Un producto de programa informático directamente cargable en la memoria interna de un ordenador, que comprende un programa informático para realizar las etapas de un método según cualquiera de las reivindicaciones 1 a 17.
20. Un medio de soporte legible por ordenador, que tiene un programa registrado en dicho soporte, en donde este 45 programa tiene por función hacer ejecutar, por un ordenador, las etapas de cualquiera de las reivindicaciones 1 a 17, cuando dicho programa se ejecuta en el ordenador.
Puntos de ajustede accionadores Sentido de laminación Sistema controlplaneidad
Planeidad medida Perfil referenciaOtras variables de planeidad laminación
fuerza de rodillo) (p.e.Seleccionar estructura de modelo e implantar algoritmos en sistema de control
Realizar una sesión de ajuste automáticoAplicar control adaptativo
La sesión se inicia por un usuario Las condiciones programadas combinadas y las decisiones Los parámetrosdel operador pueden determinar cuándo ha de activarse elson estimados, control adaptativo usando datos con
Se inyecta la excitación en el bucle de control durante la sesión Determinación del modelo
Ajuste del controladorbasado en modelo
Presentación de resultados al usuarioexcitación
Se introducen parámetros conocidos y sus relaciones
Se incluyen losefectos delprocesamiento de señal
Se calcula modelocompleto para uso en el ajuste Determinación del modelo
Basado en modelo
El resultado del ajuste se aplica al controlador
El controlador funciona en el modo automático La excitación puede inyectarse en el bucle de control
Se finaliza automáticamente o por un usuario
Condiciones/decisiones y control adaptativo El usuario decide si aplicar, o no, los resultados alcontrolador
La parte dentro de la caja de líneas de trazos se repite paracada bucle de control
Omitida sin no hay cambio demodelo Obtener una medida de la planeidad desde el sistema de medición Formar el error de planeidad como la desviación respecto a la referencia de planeidad
Formar el error parametrizado, esto es, en correspondencia con el espacio de bucle de control
Actualizar una estimación en línea de parámetros de modelo requeridos Combinar las estimaciones de parámetros con partes conocidas para formar un modelo temporal continuo completo Aplicar regla de ajuste para obtener un ajuste actualizado del controlador
Aplicar el control, i.e., calcular la salida del controlador con el controlador reajustado actuando sobre el error parametrizado para este bucle Restablecer correspondencia desde el espacio de bucle de control al espacio de actuadores si difieren Aplicar las salidas del controlador a los accionadores o a los puntos de ajuste de servomecanismos de accionadores
Medición Muestras Formar el modelo memorizadas de completo de proceso en u e y tiempo continuo Formar vector de Función de
Discretizar modelo con
regresión captando transferencia del filtro
periodo de muestreo
muestras anteriores de medición y
presente, incluyendo el
adecuadas de u y de y periodo de muestreo
filtro de medición Aplicar una zona muerta de adaptación. Hay suficiente excitación a adaptar? Se comprueba la medición y el vector de regresión y si existe muy poca información, las actividades siguientes se omiten para este instante de muestreo, dejando P (t) = P (t – 1) y (t) = ! (t-1)
Formar el gradiente de
Formar el error de predicción Proteger contra observaciones aberrantes calculando un factor que reduzca el efecto de grandes errores de predicción Restringir estimaciones de parámetros a márgenes definidos, calculando un factor de reducción cuando sea requerido Actualizar la estimación de Formar la parámetros ganancia de estimador
Actualizar la matriz de covarianza
Patentes similares o relacionadas:
Utilización de un controlador multivariable avanzado para el control de unidades alfabutol, del 17 de Junio de 2020, de AXENS: Procedimiento de control avanzado (APC) que se puede aplicar a unidades para la oligomerización de etileno a buteno-1 que operan en un reactor en presencia de un catalizador […]
Método de control de propiedades en sistemas multimodales, del 18 de Marzo de 2020, de UNION CARBIDE CHEMICALS & PLASTICS TECHNOLOGY LLC: Un método de control de un procedimiento para producir un polímero de olefina en al menos un reactor, que comprende: (a) calcular un primer valor de al menos una propiedad […]
Procedimiento combinado para detectar anomalías en un sistema de distribución de agua, del 8 de Enero de 2020, de SUEZ Groupe: Un procedimiento para detectar anomalías en un sistema de distribución de agua compuesto por una red de nodos, comprendiendo dicho […]
Equipo de control electrónico para un componente de la generación de aire comprimido, tratamiento de aire comprimido, almacenamiento de aire comprimido y/o distribución de aire comprimido, del 11 de Diciembre de 2019, de KAESER KOMPRESSOREN SE: Equipo de control electrónico para un componente de la generación de aire comprimido, tratamiento de aire comprimido, almacenamiento de aire comprimido […]
Procedimiento para optimizar perfiles de movimiento, procedimiento para proporcionar perfiles de movimiento, dispositivo de control, instalación y producto de programa informático, del 4 de Diciembre de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para optimizar los perfiles de movimiento (B1, B2) en una instalación (A), donde la instalación (A) presenta al menos una prensa (1a, 1b, 1c) con […]
Procedimiento para la resolución de una tarea de control en una instalación de proceso, del 16 de Octubre de 2019, de Z & J Technologies GmbH: Procedimiento para la resolución de una tarea de control en una instalación de proceso, en particular para el paso de la instalación de proceso de un estado […]
Método de control de propiedades en sistemas multimodales, del 7 de Agosto de 2019, de UNION CARBIDE CORPORATION: Un método de control de un procedimiento para producir una composición polimérica, comprendiendo el método: (a) determinar un volumen existente de […]
Método de control de proceso, del 19 de Junio de 2019, de CORE A/S: Un método para controlar un proceso, comprendiendo el método un modelo de control adaptativo y al menos una entrada de proceso y al menos una salida […]