Procedimiento para la obtención de un diseño tridimensional de transferencia mediante prensa térmica sobre un material y material así obtenido.
Procedimiento para la obtención de un diseño tridimensional de transferencia mediante prensa térmica sobre un material y material así obtenido.
La invención se refiere a un procedimiento para obtener un diseño tridimensional de alta definición y calidad, asimilable a un bordado bien definido, que recrea diferentes alturas o relieves en dicho diseño, a partir de un primer material flocado (tipo Flock) serigrafiado y un segundo material satinado de poliéster termoadhesivo, habitualmente conocido en el sector de la técnica como "satín", ambos libres de cloruro de polivinilo (PVC). Este procedimiento permite obtener un diseño de fácil aplicación por transferencia mediante prensa térmica sobre el tejido o soporte deseado, por ejemplo sobre tejidos o soportes de fibras tales como poliéster, algodón, Lycra{reg}, poliamidas, etc. Los diseños así obtenidos no están limitados en cuanto a sus formas, colores o tamaños, siendo posible obtener diseños a modo de escudos, logos, emblemas, textos, etc.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231678.
Solicitante: PINILLA BIELSA, Víctor.
Nacionalidad solicitante: España.
Inventor/es: PINILLA BIELSA,Víctor.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05D1/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 1/00 Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad). › "Flocaje que no sea por pulverización.
- B32B33/00 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados caracterizados por propiedades particulares o características de superficie particulares, p. ej. por revestimientos de superficie particulares; Productos estratificados concebidos para casos particulares no cubiertos por una sola otra clase.
- B44C1/10 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Aplicación de materiales planos, p. ej. hojas, trozos de tejidos (colocación de papeles pintados B44C 7/00).
- D06Q1/14 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06Q DECORACION DE TEXTILES (hilos, filamentos, hilados o tramas textiles, pegados sobre materiales macromoleculares D06N 7/00). › D06Q 1/00 Decoración de textiles. › por transferencia al textil de fibras o de adhesivos para fibras.
Descripción:
PROCEDIMIENTO PARA LA OBTENCiÓN DE UN DISEÑO TRIDIMENSIONAL DE TRANSFERENCIA MEDIANTE PRENSA TÉRMICA SOBRE UN MATERIAL Y MATERIAL Así OBTENIDO
La presente invención se refiere a un procedimiento para la obtención de un diseño tridimensional de transferencia térmica sobre un material o soporte, siendo el procedimiento de especial aplicación en el sector textil, en particular en el sector textil destinado al deporte, laboral o la moda, así como al material obtenido mediante dicho procedimiento.
~
Más concretamente, la invención se refiere a un procedimiento para obtener un diseño tridimensional de alta definición y calidad, asimilable a un bordado bien definido, que permite recrear diferentes alturas o relieves en dicho diseño, a partir de un primer material flocado (tipo Flock) serigrafiado y un segundo material satinado de poliéster termoadhesivo, habitualmente conocido en el sector de la técnica como "satín", ambos libres de cloruro de polivinilo (PVC) . Este procedimiento permite obtener un diseño tridimensional de alta definición y relieve, así como de fácil aplicación por transferencia mediante prensa térmica sobre el tejido o soporte deseado, por ejemplo sobre tejidos o soportes de fibras tales como poliéster, algodón, Lycra®, poliamidas, etc. Los diseños obtenidos mediante este procedimiento no están limitados en cuanto a sus formas, colores o tamaños, siendo posible obtener diseños a modo de escudos, lagos, emblemas, textos, etc.
A este respecto, el flocado consiste esencialmente en la aplicación de fibras finas, bajo un campo electrostático, a un sustrato revestido adhesivo. El flocado permite obtener un sustrato con una amplia cobertura de fibras y le imparte una textura aterciopelada. Por su parte, el satín es un tejido de poliéster termoadhesivo con efectos satinados y que puede presentar diferentes texturas, liso brillante, liso mate o brillante efecto bordado.
El procedimiento de la invención, por tanto, permite aunar las características de ambos materiales, esto es el satinado del tejido que produce el satín y los efectos de relieve que facilita el flock, permitiendo obtener un efecto tridimensional altamente definido para el diseño deseado.
La EP 0329 767 B1, "Plush textured multicolored flock transfer and method for making same using precolored flock", describe un método para obtener un flock de transferencia multicoloreado de aspecto tridimensional en base al uso de fibras de la mayor longitud posible en el material de flocado.
La W020041 01174, "Method for forming relief image and pattern formed by that method" describe la obtención de un patrón en relieve mediante la aplicación de capas de pplvos metálicos en un disolvente sobre el sustrato,
~
regulándose el efecto conseguido mediante el control del contenido en sólidos de las citadas capas.
El procedimiento de la invención permite obtener un efecto tridimensional de forma sencilla sin la necesidad de aplicar diferentes materiales de flocado de diversas longitudes de fibra ni del uso de materiales adicionales, tales como polvos metálicos, tal como se refleja en el estado actual de la técnica.
Así, un objeto de la invención es un procedimiento para obtener un diseño tridimensional de alta definición y calidad que permite recrear diferentes alturas o relieves en dicho diseño a partir de un primer material flocado (tipo Flock) serigrafiado y un segundo material satinado de poliéster termoadhesivo, habitualmente conocido en el sector de la técnica como "satín", ambos libres de cloruro de polivinilo (PVC) .
Para ello, una vez diseñado el modelo a reproducir en relieve y decididas qué partes o motivos del mismo irán en relieve y cuáles no, procedimiento de la invención comprende los pasos de:
i) serigrafiar sobre un primer material de flocado de longitud de fibras uniforme y constante, a partir de películas de poliéster transparente serigrafiadas, los motivos a desarrollar en este primer material, dejando vacías las partes o motivos que no se realizan en este primer material, color por color del modelo y con un secado intermedio en cabinas de aireación entre cada color;
ii) aplicar por serigrafía un adhesivo sobre los motivos obtenidos y secado, seguido de la aplicación manual de un granulado de poliéster termoadhesivo sobre dicho adhesivo, entonces gelificar el adhesivo y el polvo con el fin de fundir ambos, seguido de secado y cepillado para eliminar el polvo no adherido;
iii) transferir los motivos a desarrollar en el segundo material de satín, previamente impresos sobre un papel de sublimación, mediante prensa de calor, al segundo material de satín, y corte de los motivos obtenidos en este segundo material; y
..., . iv) combinar los motivos obtenidos en ambos materiales situando manualmente los motivos obtenidos en satín sobre los vacíos obtenidos en el flock y fijar ambos materiales mediante prensa de calor.
Finalmente, el procedimiento permite obtener un diseño tridimensional listo para su aplicación sobre el tejido o soporte de fibras deseado mediante prensa de calor, preferentemente a 170-175°e, durante 15 segundos bajo una presión de 3 bar.
Preferentemente, el secado de las tintas de color de la primera etapa i) del procedimiento se lleva a cabo a 700 e y durante 10-12 minutos.
Preferentemente, en la etapa ii) del procedimiento, el secado del adhesivo se lleva a cabo a 800 e y durante 20 minutos y la gelificación a 1700 e durante 34 minutos.
También de forma preferente, la transferencia de los motivos realizados en satín en la etapa iii) del procedimiento se lleva a cabo a 2000 e y durante aproximadamente 20 segundos y, finalmente, en la etapa iv) , la combinación de ambos materiales mediante prensa de calor se realiza a 130-140ºe, durante 4-5 segundos y a una presión de 2-3 bar.
En una realización del procedimiento descrito, el primer material de flocado empleado consiste en una lámina soporte con flocado no permanente para la preparación de motivos flocados transferibles, pudiendo ser ésta monocolor o multicolor. En el primer caso, esto es una lámina monocolor, la altura de fibras preferente del primer material de flocado es de 0, 5 mm, mientras que, en el caso de láminas multicolor, la altura de fibras preferente es de 0, 3 mm.
En otra realización, el segundo material de poliéster termoadhesivo o satín consiste en un tejido de poliéster blanco o coloreado con efectos satinados Ytermoadhesivo capaz d soportar temperaturas superiores a 200°C.
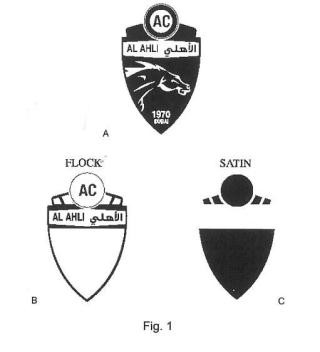
Ejemplo de realización del procedimiento de la invención destinado a obtener un diseño de un escudo de un club de fútbol (Fig. 1) :
Se lleva a cabo un estudio previo de las opciones y posibilidades del diseño A decidiendo qué motivos van en flock y cuales en satín en base a la composición final deseada. Para las partes de diseño en flock B se desarrollan los pertinentes fotolitos ó películas que serán reproducidas en pantallas serigráficas. Una vez decididos los colores pertenecientes del flock reproducidos en pantalla, se imprimen sobre el flock con máquinas serigráficas, color a color, con tintas acuosas, secando entre color y color. Finalmente se aplica una mezcla adhesiva con un granulado sobre los colores impresos que permite transportar y unir sobre los motivos en satín y a su vez sobre el tejido ó soporte deseado. El diseño y/o colores en satín C se desarrollan previamente sobre un papel transfer mediante sublimación y el papel impreso con el diseño se transfiere mediante prensa de calor al satín para su cortado en una máquina Lasser de forma milimétrica pieza a pieza. Se unen ambas piezas de satín y flock mediante prensa de calor. Ya todo unido y configurado, el escudo puede aplicarse sobre el tejido ó soporte deseado.
Reivindicaciones:
1. Procedimiento para obtener un diseño tridimensional, asimilable a un bordado bien definido, a partir de un primer material flocado serigrafiado y un segundo material satinado de poliéster termoadhesivo o satín caracterizado porque, una vez decididas qué partes o motivos del mismo irán en relieve y cuáles no, comprende los pasos de:
i) serigrafiar sobr, e un primer material de flocado de longitud de fibras uniforme y constante, a partir de películas de poliéster transparente serigrafiadas, los m<?tivos a desarrollar en este primer material, dejando vacías las partes o~motivos que no se realizan en este primer material, color por color del modelo y con un secado intermedio en cabinas de aireación entre cada color;
ii) aplicar por serigrafía un adhesivo sobre los motivos obtenidos y secado, seguido de la aplicación manual de un granulado de poliéster termoadhesivo sobre dicho adhesivo, entonces gelificar el adhesivo y el polvo con el fin de fundir ambos, seguido de secado y cepillado para eliminar el polvo no adherido;
iii) transferir los motivos a desarrollar en el segundo material de satín, previamente impresos sobre un papel de sublimación, mediante prensa de calor, al segundo material de satín, y corte de los motivos obtenidos en este segundo material; y
iv) combinar los motivos obtenidos en ambos materiales situando manualmente los motivos obtenidos en satín sobre los vacíos obtenidos en el flock y fijar ambos materiales mediante prensa de calor.
2. Procedimiento según la reivindicación 1, caracterizado porque el secado de las tintas de color de la etapa i) se lleva a cabo a 700 e y durante 10-12 minutos,
3. Procedimiento según la reivindicación 1, caracterizado porque en la etapa ii) el secado del adhesivo se lleva a cabo a 80ºe, durante 20 minutos y la gelificación a 1700 e durante 3-4 minutos.
4. Procedimiento según la reivindicación 1, caracterizado porque la transferencia de los motivos en satín en la etapa iii) se lleva a cabo a 2000 e durante 20 segundos
5. Procedimiento , según la reivindicación 1, caracterizado porque, en la etapa iv) , la combinación de ambos materiales mediante prensa de calor se realiza .
13. 140~e, durante 4-5 segundos y a una presión de 2-3 bar.
...
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el primer material de flocado es una lámina soporte con flocado no permanente monocolor con una altura de fibras de 0, 5 mm.
7. Procedimiento según cualquiera de las reivindicaciones 1-5, caracterizado porque el primer material de flocado es una lámina soporte con flocado no permanente multicolor con una altura de fibras de 0, 3 mm.
8. Procedimiento según cualquiera de las reivindicaciones 1-5, caracterizado porque el segundo material de poliéster termoadhesivo o satín es un tejido de poliéster blanco o coloreado con efectos satinados y termoadhesivo capaz de soportar temperaturas superiores a 200ºe.
9. Diseño tridimensional obtenido según el procedimiento de cualquiera de las reivindicaciones anteriores, caracterizado porque es susceptible de ser transferido mediante prensa térmica .
17. 175°e, durante 15 segundos, bajo una presión de 3 bar, sobre un tejido o soporte.
10. Diseño tridimensional según la reivindicación 9, caracterizado porque se transfiere sobre un tejido o un soporte de fibras de poliéster, algodón, Lycra o poliamidas.
Patentes similares o relacionadas:
Tubería de riego biodegradable, del 15 de Julio de 2020, de NETAFIM LTD: Una tubería de riego que tiene una pared que comprende: una capa central formada a partir de un material biodegradable compostable de acuerdo […]
Mejora dimensional de material compuesto de poliuretano para cuero artificial, del 22 de Abril de 2020, de SAGE AUTOMOTIVE INTERIORS, INC: Un material compuesto gofrado, incluyendo: una capa de poliuretano; una capa de espuma carente de recuperación de forma que tiene una superficie superior y una superficie […]
Materiales compuestos resistentes a agentes ambientales, del 4 de Marzo de 2020, de Leonardo S.p.A: Artículo en capas que puede emplearse en el campo de la aeronáutica, que comprende una pluralidad de capas internas intercaladas entre dos capas externas, en el que dichas capas […]
Artículo que comprende una capa de protección superior a base de óxido mixto de circonio y de aluminio, del 12 de Febrero de 2020, de SAINT-GOBAIN GLASS FRANCE: Artículo que comprende un sustrato, particularmente transparente, estando dicho sustrato revestido sobre al menos una de sus caras, total o parcialmente, con una capa […]
Cuerpo de material compuesto de múltiples capas, del 25 de Diciembre de 2019, de REHAU AG + CO: Cuerpo de material compuesto de múltiples capas que incluye: - una primera placa de material compuesto con • una capa superior de al menos un copolímero […]
Membrana de separación con una adhesión mejorada y proceso para obtenerla, del 27 de Noviembre de 2019, de TEMA - TECHNOLOGIES AND MATERIALS SRL: Membrana del tipo separador con adhesión mejorada, de material plástico, compuesta de una lámina extruida del tipo protuberante e impermeable […]
Método para producir una lámina decorativa, lámina decorativa, método para producir un panel decorativo y panel decorativo, del 20 de Noviembre de 2019, de TOPPAN PRINTING CO., LTD: Un método para producir una lámina decorativa , que comprende: una etapa de preparación de un par de papeles base que están compuestos por un […]
Recubrimiento protector para exteriores., del 11 de Octubre de 2019, de POVEDANO GONZÁLEZ, Vicens: 1. Recubrimiento protector; adecuado para la protección de objetos de exterior, preferiblemente metálicos o de madera; caracterizado porque consiste […]