PROCEDIMIENTO DE FABRICACIÓN CONTINUA DE UN SOPORTE FLOCADO Y COLOREADO.
Procedimiento de fabricación continua de un soporte en forma de mantel (S) flocado y coloreado,
que comprende las etapas sucesivas de aplicación (1) de una capa de resina polimerizable (RP) sobre al menos una cara del soporte en forma de mantel, proyección (2) de fibras flocks (FF) de poliéster, blancas o crudas, sobre dicha capa de resina, polimerización (3) de la resina para fijar las fibras flocks al soporte en forma de mantel, depósito (4) de al menos un colorante sublimable (E) sobre la cara flocada del soporte en forma de mantel, y sublimación (4) del colorante depositado para colorear las fibras flocks, caracterizado porque para la etapa de proyección (2) se utilizan supermicrofibras de poliéster que tienen un título inferior a 0,5 Dtex y una longitud comprendida entre 0,2 y 0,5 mm
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05291581.
Solicitante: SOCIETE D'ENDUCTION ET DE FLOCKAGE.
Nacionalidad solicitante: Francia.
Dirección: 110-120, BOULEVARD DENIS PAPIN 53000 LAVAL FRANCIA.
D04H11/08TEXTILES; PAPEL. › D04TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 11/00 No tejidos con capa de pelos (productos estratificados que forman no-tejidos B32B). › formados por la creación de un pelo sobre una superficie de no-tejidos, al menos, sin adición de materiales de formación del pelo, p. ej. por agujereado o contracción diferencial (máquinas de agujerear D04H 18/00).
D06P5/00T2
D06Q1/14D […] › D06TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06Q DECORACION DE TEXTILES (hilos, filamentos, hilados o tramas textiles, pegados sobre materiales macromoleculares D06N 7/00). › D06Q 1/00 Decoración de textiles. › por transferencia al textil de fibras o de adhesivos para fibras.
Clasificación PCT:
B05D1/14TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 1/00 Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad). › "Flocage".
D04H11/00D04H […] › No tejidos con capa de pelos (productos estratificados que forman no-tejidos B32B).
D06P5/00D06 […] › D06PTEÑIDO O IMPRESION DE TEXTILES; TEÑIDO DE CUERO, DE PIELES O DE SUSTANCIAS MACROMOLECULARES SOLIDAS DE CUALQUIER FORMA. › Otras características del teñido o de la impresión de textiles o del teñido del cuero, de pieles o de sustancias macromoleculares de todas formas.
D04H11/00D04H […] › No tejidos con capa de pelos (productos estratificados que forman no-tejidos B32B).
D06P5/00D06P […] › Otras características del teñido o de la impresión de textiles o del teñido del cuero, de pieles o de sustancias macromoleculares de todas formas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento de fabricación continua de un soporte flocado y coloreado. La presente invención se refiere a un procedimiento de fabricación continua de un soporte en forma de mantel flocado y coloreado. La obtención de superficies flocadas monocromas que presentan un color dado es bien conocida y dominada. Las fibras flocks son preparadas por su fabricante y teñidas en el matiz deseado por los procedimientos convencionales de tintura textil. Estas fibras teñidas son aplicadas a continuación por el procedimiento clásico de flocaje y fijadas sobre un soporte por implantación en una capa de resina polímera. El color final del producto flocado se obtiene entonces por la combinación del colorido inicial de las fibras flocks, la densidad de estas fibras aplicadas sobre el soporte y la pigmentación de la resina en la cual son implantadas las fibras. Este procedimiento de obtención de superficies flocadas monocromas está ampliamente extendido. No obstante, adolece de varios inconvenientes tanto para el fabricante de flocks como para el aplicador industrial: - para el fabricante de flocks, fabricaciones en cantidades medias de algunos millares de metros de productos flocados en un color uniforme dado requieren algunos centenares de kilogramos de fibras flocks que son teñidas en el colorido dado deseado (aproximadamente 200 kg de fibras flocks para 2000 m 2 de producto flocado fabricado); la tintura y el acabado de tal cantidad de fibras textiles conduce a rechazos importantes de colorantes y de agentes de acabado textil, que imponen a su vez unas operaciones onerosas de tratamiento de las aguas utilizadas, así como unas operaciones de vaciado y limpieza de los materiales de fabricación y de tintura; - en el aplicador industrial de fibras flocks, estas mismas fabricaciones en cantidades medias conllevan tiempos muertos importantes en la producción a consecuencia de las operaciones de limpieza de las máquinas que son indispensables entre cada cambio de colorido; a título de ejemplo, una fabricación de 2000 m 2 de producto flocado en un colorido dado puede ocupar un tiempo de producción de 3 a 4 horas y un tiempo de preparación y de limpieza de la máquina que puede alcanzar la mitad de la duración de producción; por lo demás, unas fabricaciones segmentadas aumentan las pérdidas sistemáticas generadas por el procedimiento de fabricación. Por otra parte, es conocido el hecho de utilizar fibras blancas o crudas para fabricar productos flocados. La utilización de fibras blancas o crudas presenta múltiples ventajas tanto para el fabricante de las fibras flocks como para el aplicador industrial: - para el fabricante de las fibras flocks, eliminación de las operaciones de tintura textil y supresión de la utilización de materias colorantes, lo que conduce a economizar en material y en energía, a una reducción de los rechazos, a la eliminación de las operaciones de tratamiento de las aguas utilizadas y a una fuerte mejora de las prestaciones industriales por incremento significativo de las cantidades producidas con referencia a las fibras; - para el aplicador industrial de las fibras flocks, gran mejora de la productividad por reducción de los tiempos de limpieza y de inmovilización de las máquinas (tiempos que pueden representar el 50% de los tiempos de producción); reducción de las pérdidas y los rechazos generados por estos cambios de color y por las limpiezas; y eliminación de manchas sucias para el personal. La obtención de un producto flocado y coloreado a partir de fibras blancas o crudas es posible evidentemente gracias a una operación complementaria de impresión efectuada en una nueva pasada sobre el producto flocado blanco o crudo. Entre las técnicas de impresión, la impresión-sublimación, que es aplicable a ciertas fibras sintéticas, permite la fabricación continua (en rollos) de productos flocados y coloreados, ya sea lisos o reproduciendo un dibujo monocolor o multicolor dado. Esta operación se efectúa habitualmente en una nueva pasada. Más precisamente, después de que se haya fabricado el producto flocado, un papel provisional preimpreso con tintas sublimables es puesto en contacto con el producto flocado y el conjunto es llevado durante varios segundos a una temperatura próxima a 200ºC susceptible de desencadenar la sublimación de los pigmentos contenidos en la tinta utilizada. La impresión llevada por el papel provisional es así fielmente transferida en caliente sobre el soporte flocado, confiriendo a este último un aspecto coloreado, mono o multicolor, en función de las características gráficas del papel provisional preimpreso. Este procedimiento de impresión-sublimación, utilizado por el titular de la presente solicitud de patente para imprimir sus artículos flocados continuamente, se describe, en particular, en los documentos EP-A-0 913 271 (o US-B-6 224 707) y EP-A-0 993 963 (o US-B-6 249 297). Estos dos documentos prevén utilizar fibras flocks de poliamida o de poliéster, cuyo título (diámetro) está comprendido entre 0,5 Dtex y 20 Dtex, y cuya longitud está comprendida entre 0,3 mm y 3 mm. 2 Las fibras de poliamida, por ejemplo de Nylon 6 o de Nylon 6-6 (marcas registradas), resisten bastante bien el aplastamiento impuesto por la operación de impresión-sublimación durante la cual las fibras flocks son sometidas al efecto combinado del calor, aproximadamente entre 200ºC y 210ºC, y de la presión de apoyo del papel preimpreso sobre el soporte flocado. Por el contrario, son pequeñas las resistencias al lavado y al frotamiento, secas y húmedas, de los coloridos así obtenidos sobre las fibras de poliamida, así como la vivacidad de estos coloridos. Por otro lado, las fibras de poliéster conducen a impresiones que presentan muy buenas solideces al lavado, al frotamiento, a la luz ... y permiten obtener coloridos sostenidos y vivos. No obstante, en las condiciones descritas en los documentos antes citados las fibras flocks de poliéster presentan el inconveniente de acocharse bajo la acción combinada de la temperatura y de la presión durante la operación de impresión-sublimación. Resulta de esto, que las fibras flocks de la superficie del soporte flocada y coloreada presentan un aplastamiento y una orientación general poco agradables. El tacto de la superficie flocada es áspero al menos en un sentido, es decir, en el sentido correspondiente al paso de un dedo en el sentido de a contrapelo, y la superficie impresa es llana y está aplastada. Este fenómeno de aplastamiento podría limitarse disminuyendo la intensidad de la presión ejercida durante la operación de impresión-sublimación. No obstante, debe mantenerse un contacto perfecto y estable entre el soporte flocado y el papel provisional preimpreso durante toda la duración de la operación de impresión-sublimación. Si esto no fuera así, cualquier movimiento, incluso ínfimo, de uno de los dos elementos con respecto al otro durante esta operación proporcionará a la impresión obtenida sobre el soporte flocado un aspecto borroso o baboso. No obstante, el hecho de tener que mantener un contacto estrecho entre el papel preimpreso y el soporte flocado durante toda la operación de impresión-sublimación implica evidentemente ejercer una cierta presión sobre el conjunto y asegurar a esta presión una perfecta constancia y una muy buena regularidad. Por tanto, debe encontrarse un compromiso entre, por una parte, una presión suficientemente fuerte para mantener un contacto estrecho entre el papel preimpreso y el soporte flocado y, por otra parte, una presión suficientemente pequeña para evitar el aplastamiento de las fibras flocks del soporte flocado durante la operación de impresión-sublimación. Dicho compromiso es difícil de encontrar y, de cualquier forma, no permite proporcionar completa satisfacción a la vez en el plano de la nitidez de la impresión obtenida y en el plano de un tacto suave de la superficie flocada del soporte. El efecto negativo del aplastamiento provocado por la operación de impresión-sublimación podría ser limitado por la utilización, como adhesivo de flocado, de una resina polímero de punto de reblandecimiento y de punto de fusión elevados o por la elección de fibras de poliéster que presentan una resistencia mejorada a la temperatura, como, por ejemplo, fibras de tipo PCT. La mejora obtenida con resinas de polímero poco termosensibles es significativa, pero no impide la orientación privilegiada de las fibras flocks. Existen fibras de resistencia térmica mejorada, pero no están disponibles más que en títulos superiores a 1,5 Dtex y el producto flocado impreso obtenido con estas fibras conserva todavía un tacto áspero. Por tanto, es posible la utilización de tales fibras, pero el resultado obtenido no es satisfactorio en el plano del tacto del producto flocado. Por tanto, la presente invención tiene por objeto proporcionar un procedimiento... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación continua de un soporte en forma de mantel (S) flocado y coloreado, que comprende las etapas sucesivas de aplicación (1) de una capa de resina polimerizable (RP) sobre al menos una cara del soporte en forma de mantel, proyección (2) de fibras flocks (FF) de poliéster, blancas o crudas, sobre dicha capa de resina, polimerización (3) de la resina para fijar las fibras flocks al soporte en forma de mantel, depósito (4) de al menos un colorante sublimable (E) sobre la cara flocada del soporte en forma de mantel, y sublimación (4) del colorante depositado para colorear las fibras flocks, caracterizado porque para la etapa de proyección (2) se utilizan supermicrofibras de poliéster que tienen un título inferior a 0,5 Dtex y una longitud comprendida entre 0,2 y 0,5 mm. 2. Procedimiento según la reivindicación 1, caracterizado porque las supermicrofibras utilizadas tienen un título de aproximadamente 0,3 Dtex. 3. Procedimiento según la reivindicación 1 o 2, caracterizado porque las supermicrofibras utilizadas tienen una longitud de aproximadamente 0,3 mm. 4. Procedimiento según la reivindicación 1 o 2, caracterizado porque las supermicrofibras utilizadas tienen una longitud de aproximadamente 0,4 mm. 5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque se utiliza como resina polimerizable (RP) una resina 100% sólida, de punto de reblandecimiento elevado, preferentemente de punto de reblandecimiento superior a 170ºC. 6. Procedimiento según la reivindicación 5, caracterizado porque la resina polimerizable (RP) es una resina de poliuretano. 7. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque se utiliza como resina polimerizable (RP) una resina de poco poder adhesivo. 8. Procedimiento según la reivindicación 7, caracterizado porque la resina polimerizable (RP) es una resina acrílica depositada en dispersión acuosa modificada. 9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, caracterizado porque la etapa de depósito de al menos un colorante sublimable consiste en una operación de impresión por transferencia. 10. Procedimiento según cualquiera de las reivindicaciones 1 a 8, caracterizado porque la etapa de depósito de al menos un colorante sublimable consiste en una operación de impresión por chorro de tinta. 8 9
Patentes similares o relacionadas:
Procedimiento de fabricación de un revestimiento interior, especialmente de un revestimiento de suelo para un vehículo automóvil, del 26 de Febrero de 2020, de FAURECIA AUTOMOTIVE INDUSTRIE: Procedimiento de fabricación de un revestimiento , especialmente de un revestimiento de suelo para un vehículo automóvil, que comprende
- una etapa de realización […]
Estructura de mechones insertados para paisaje y deportes, del 29 de Mayo de 2019, de BFS Europe NV: Una estructura de mechones insertados que forma un césped artificial para su uso en aplicaciones paisajísticas y deportivas, que comprende:
una capa unida de fibras […]
Articulo absorbente con lámina superior que contiene loción, del 28 de Diciembre de 2016, de THE PROCTER & GAMBLE COMPANY: Una compresa higiénica caracterizada por:
una lámina superior que tiene un lado orientado hacia el cuerpo y que comprende de 10 a 50 mechones discretos […]
Césped artificial para paisaje y deportes, del 13 de Abril de 2016, de BFS Europe NV: Un césped artificial adaptado para su uso en aplicaciones paisajísticas y deportivas, que comprende:
una capa unida mecánicamente de fibras realizada […]
Panel aislante, del 10 de Febrero de 2016, de ALSTOM Transport Technologies: Panel aislante que incluye una capa de material de partículas que comprende esencialmente partículas minerales, estando dicha capa dispuesta entre dos capas […]
Dispositivo y procedimiento para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada, del 23 de Diciembre de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada con:
[…]
Dispositivo para la formación de un velo de fibras o de una estera de copos fibrosos, del 4 de Marzo de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo para la formación de un velo de fibras o de una estera de copos fibrosos con dos dispositivos de alimentación dispuestos uno a continuación […]
Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte, del 25 de Febrero de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte , utilizado para el transporte […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Panel aislante, del 10 de Febrero de 2016, de ALSTOM Transport Technologies: Panel aislante que incluye una capa de material de partículas que comprende esencialmente partículas minerales, estando dicha capa dispuesta entre dos capas […]
Panel aislante, del 10 de Febrero de 2016, de ALSTOM Transport Technologies: Panel aislante que incluye una capa de material de partículas que comprende esencialmente partículas minerales, estando dicha capa dispuesta entre dos capas […]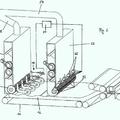 Dispositivo y procedimiento para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada, del 23 de Diciembre de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada con:
[…]
Dispositivo y procedimiento para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada, del 23 de Diciembre de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada con:
[…] Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte, del 25 de Febrero de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte , utilizado para el transporte […]
Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte, del 25 de Febrero de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte , utilizado para el transporte […]