Procedimiento para producir un producto en banda para la producción de artículos absorbentes y similares, producto obtenido en este modo y artículo absorbente que incluye dicho producto.
Procedimiento para la producción de un material en banda que incluye un sustrato flocado en el que:
a. por lo menos en un primer lado de dicho sustrato se aplica un adhesivo;
b. en dicho primer lado se distribuyen unas fibras flocadas;
c. dichas fibras están fijadas al sustrato mediante dicho adhesivo;
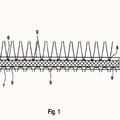
caracterizado porque la cantidad en peso de fibras fijadas a dicho primer lado del sustrato está comprendida entre 0 y 30 g/m210 ; y porque dicho adhesivo está distribuido de una forma no continua en dicho primer lado del sustrato, para crear zonas provistas de fibras flocadas y zonas sin fibras flocadas; estando dicho adhesivo distribuido según:
a) unas líneas rectas paralelas entre sí, definiéndose entre las líneas rectas adyacentes de adhesivo una tira sin adhesivo, cuya anchura está comprendida entre 1 y 10 mm y, preferentemente, entre 1 y 5 mm e incluso más preferentemente, entre 1 y 2 mm, o
b) un patrón repetitivo formado por zonas discretas, separadas por zonas sin adhesivos, con una distancia comprendida entre 1 y 10 mm y, preferentemente, entre 1 mm y 5 mm e incluso más preferentemente, entre 1 y 3 mm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2006/000590.
Solicitante: FINTEX AND PARTNERS ITALIA S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA DONATORI DEL SANGUE 35 51100 PISTOIA ITALIA.
Inventor/es: CECCONI,RICCARDO, BULLERI,BARBARA, ALLEGRINI,CHIARA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05D1/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 1/00 Procedimientos para aplicar líquidos u otras materias fluidas a las superficies (B05D 5/00, B05D 7/00 tienen prioridad). › "Flocage".
- D04H11/00 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › No tejidos con capa de pelos (productos estratificados que forman no-tejidos B32B).
- D06Q1/14 D […] › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06Q DECORACION DE TEXTILES (hilos, filamentos, hilados o tramas textiles, pegados sobre materiales macromoleculares D06N 7/00). › D06Q 1/00 Decoración de textiles. › por transferencia al textil de fibras o de adhesivos para fibras.
PDF original: ES-2378687_T3.pdf
Fragmento de la descripción:
Procedimiento para producir un producto en banda para la producción de artículos absorbentes y similares, producto obtenido de este modo y artículo absorbente que incluye dicho producto.
Campo técnico La presente invención se refiere a mejoras en la producción de artículos absorbentes, tales como pañales, compresas higiénicas, compresas para incontinencia y similares. Más específicamente, la presente invención se refiere a mejoras en la producción de componentes utilizados para recubrir artículos absorbentes e higiénicos en su parte exterior.
Estado de la técnica En la producción de compresas higiénicas, pañales y otros artículos higiénicos, normalmente se utilizan estructuras absorbentes envueltas en una hoja superior, que entran en contacto con la epidermis del usuario, y una hoja posterior inferior, girada con respecto a la piel de la persona que utiliza el artículo absorbente. Las hojas superior y posterior se obtienen cortando un producto continuo semiacabado, producido en una fase anterior de producción.
Las capas de recubrimiento, y en particular la hoja superior, deben presentar una superficie suave al tacto. Además, la hoja posterior debe ser impermeable a líquidos, mientras que la hoja superior debe presentar una estructura que permita el paso rápido del líquido biológico (sangre, orina u otros) desde el lado exterior hacia el lado interior, es decir, hacia la masa de material absorbente que forma el núcleo de la compresa.
Normalmente, la hoja posterior se produce en película de polímero, que se puede recubrir con material textil, con el fin de proporcionar la sensación textil requerida al producto acabado. La hoja superior a menudo también se produce en película de polímero o en tela no tejida. Para permitir la salida de líquidos, el sustrato o soporte que constituye la base de la hoja superior (sea una película o una tela no tejida) puede presentar una perforación. La hoja superior, sobre todo si se produce en película de polímero, también puede estar recubierta en material textil.
Entre los distintos procedimientos propuestos para el tratamiento de la superficie y la perforación de la película de polímero, y entre los distintos artículos absorbentes que utilizan película de polímero u otro material de recubrimiento en varias configuraciones, se mencionan a título de ejemplo los descritos en las patentes USA 3.484.835; 3.911.187; 3.950.480; 3.957.414; 4.151.240; 4.342.314; 4.463.045; 3.967.623; 3.665.921; 5.171.238 y 3.945.386. En el documento WO 93/12749 se describen otras técnicas de perforación. La publicación GB-A-2.171.016 describe una compresa higiénica con una estructura exterior caracterizada por la incorporación de fibras en una capa de recubrimiento externa.
El documento EP-A-737.462 describe un producto en banda, es decir, un producto en hoja o lámina, compuesto por una base formada por una película de polímero, en el que se distribuye de manera uniforme una resina o un adhesivo, que sirve como fijación para una fibra flocada. En una forma de realización de este producto, se prevé la disposición de la resina en tiras longitudinales, de manera que se pueden formar en la película bandas recubiertas de fibra flocada y bandas sin fibra. Las bandas o zonas sin fibra normalmente corresponden a una tira que, en el artículo absorbente final recubierto con este material, se dispone en correspondencia con la zona central en la que se recoge el líquido biológico. En esta zona, la película base también está perforada para permitir el paso del fluido en el núcleo absorbente. Por otra parte, las bandas de la superficie lateral de la hoja superior están cubiertas en su totalidad por fibra flocada, es decir, de fibra aplicada mediante flocado.
El documento JP-59-222330 describe un producto absorbente en el que se aplican fibras flocadas de longitud considerable en la superficie interna de una capa de recubrimiento del artículo absorbente y forman parte del núcleo absorbente. Por lo tanto, no están concebidas para entrar en contacto con el cuerpo del usuario que utiliza el artículo absorbente.
En las patentes USA 6.497.688 y 6.365.794 y en la patente europea EP-B-1.070.492, se describen otros artículos absorbentes recubiertos en material plástico con un recubrimiento de fibra aplicado mediante flocado.
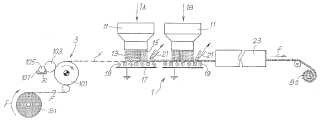
El flocado es una técnica de aplicación de fibra en la que la película, sobre la que se ha aplicado una resina de fijación, se hace pasar bajo uno o más cabezales de distribución de fibra, cuyas fibras se han tratado con anterioridad para quedar polarizadas. Se hace entrar las fibras en un campo electrostático, cuyas líneas de fuerza se encuentran esencialmente a ángulos rectos con respecto a la superficie de la película de polímero y, de este modo, se hacen caer en la propia película de un modo esencialmente ortogonal con respecto a la superficie de la película. Se fijan a dicha película mediante el efecto de la reticulación de la resina.
La necesidad de pretratar o, lo que técnicamente se denomina "activar" las fibras para polarizarlas, hace que dichas fibras resulten particularmente caras. De hecho, se deben sumergir en una solución salina específica y absorber grupos iónicos, que se distribuyen de forma adecuada en las fibras. Este proceso de activación de las fibras las
dirige de acuerdo con las líneas de fuerza del campo electrostático en el que se insertan para su distribución en la película.
Para reducir el coste de los productos semiacabados compuestos de la película recubierta por flocado y, por lo tanto, para reducir los costes de los artículos absorbentes que utilizan dicho producto semiacabado, resulta necesario reducir la cantidad de fibras flocadas, es decir, el peso de fibra por unidad de superficie. Sin embargo, existen límites tecnológicos que hacen recomendable no bajar de un peso determinado de fibra flocada, debido a la dificultad para controlar la distribución de las fibras en la película. Dicho de otro modo, cuando la cantidad de fibras flocadas por unidad de superficie de película de soporte del polímero cae por debajo de un valor determinado, ya no se puede obtener una distribución uniforme de dichas fibras, debido a que las máquinas de flocado no permiten el control efectivo del proceso de flocado. Además, cuando el peso es muy bajo, se pierde el efecto del flocado en términos de suavidad y tacto agradable o, en cualquier caso, se reduce de forma considerable.
Objetivos y sumario de la invención Un objetivo de la presente invención es realizar un procedimiento para obtener un producto flocado semiacabado para utilizar tal como se ha especificado anteriormente, que supere o reduzca las limitaciones de los procedimientos conocidos y que reduzca en gran medida la cantidad de fibras flocadas por unidad de superficie.
De acuerdo con un aspecto diferente, un objetivo de la presente invención es proporcionar un tipo de construcción superficial diferente del soporte o sustrato, por ejemplo en película de polímero o en tela no tejida, para obtener un efecto de la superficie agradable, es decir, la película de polímero en contacto directo con la piel cuando el soporte está concebido para formar la hoja superior y/o que resulta estéticamente más atractiva.
De acuerdo con otro aspecto, un objetivo de la presente invención es proporcionar un producto semiacabado para recubrir las compresas higiénicas así como un nuevo tipo de producto absorbente o artículo que utilice dicho producto semiacabado.
Así, la invención se refiere a un procedimiento según la reivindicación 1.
De acuerdo con una forma de realización preferida de la invención, la cantidad de fibras que queda fijada a la película oscila entre 0 y 20 g/m2 y preferentemente entre 0 y 10 g/m2 e incluso, más preferentemente, entre 0 y 5 g/m2.
El adhesivo puede estar compuesto por ejemplo de un polímero y una resina reticulable. Las resinas adecuadas para este uso pueden ser resina de polímero de varios tipos y, específicamente, pero no exclusivamente, resinas de vinilo y en particular resinas acrílicas, sin excluir otros tipos de resinas. Algunas resinas adecuadas para este tipo de utilización pueden ser las siguientes:
- resina E821 comercializada por Rohm&Haas Deutschland GmbH, Alemania
- LA 471 S, comercializada por BASF AG, Alemania
- resina Vinacr y l 4333, comercializada por Celanese Corporation, USA.
Las resinas indicadas en la lista únicamente son algunas de las diferentes resinas que se pueden utilizar y aplicar... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de un material en banda que incluye un sustrato flocado en el que:
a. por lo menos en un primer lado de dicho sustrato se aplica un adhesivo;
b. en dicho primer lado se distribuyen unas fibras flocadas;
c. dichas fibras están fijadas al sustrato mediante dicho adhesivo;
caracterizado porque la cantidad en peso de fibras fijadas a dicho primer lado del sustrato está comprendida entre 0 10 y 30 g/m2; y porque dicho adhesivo está distribuido de una forma no continua en dicho primer lado del sustrato, para crear zonas provistas de fibras flocadas y zonas sin fibras flocadas; estando dicho adhesivo distribuido según:
a) unas líneas rectas paralelas entre sí, definiéndose entre las líneas rectas adyacentes de adhesivo una tira sin adhesivo, cuya anchura está comprendida entre 1 y 10 mm y, preferentemente, entre 1 y 5 mm e incluso más 15 preferentemente, entre 1 y 2 mm, o b) un patrón repetitivo formado por zonas discretas, separadas por zonas sin adhesivos, con una distancia comprendida entre 1 y 10 mm y, preferentemente, entre 1 mm y 5 mm e incluso más preferentemente, entre 1 y 3 mm.
2. Procedimiento según la reivindicación 1, caracterizado porque dicho adhesivo y dichas fibras son distribuidos de manera que, después de la fijación en el sustrato quede una cantidad de fibras comprendida entre 0 y 30 g/m2 y, preferentemente, entre 0 y 15 g/m2 e incluso más preferentemente, entre 0 y 10 g/m2 o más preferentemente, entre 0 y 5 g/m2.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la cantidad de fibras es mayor que 1 g/m2 y, preferentemente, mayor que 2 g/m2.
4. Procedimiento según la reivindicación 1 ó 2 ó 3, caracterizado porque la totalidad del área de zonas sin fibras está
incluida entre el 1% y el 99% y, preferentemente, entre el 10% y el 90% e, incluso más preferentemente, igual o inferior al 50% de la totalidad del área útil de dicho primer lado del sustrato.
5. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque la distancia máxima entre dos zonas con fibras es igual o inferior a 10 mm. 35
6. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichas líneas rectas están dispuestas en la dirección de la longitud del sustrato.
7. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque la distancia entre dichas 40 líneas rectas es igual o inferior a 10 mm.
8. Procedimiento según las reivindicaciones 6 ó 7, caracterizado porque dichas líneas rectas presentan una anchura comprendida entre 1 y 10 mm y, preferentemente, entre 1 y 5 mm e, incluso más preferentemente, entre 1 y 2 mm.
45 9. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho adhesivo está distribuido según un patrón ornamental o decorativo.
10. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho adhesivo está
coloreado. 50
11. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichas fibras flocadas están coloreadas.
12. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho adhesivo está 55 distribuido en el sustrato mediante un rodillo con un patrón.
13. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho adhesivo es una resina polimerizable y/o reticulable.
60 14. Procedimiento según las reivindicaciones 1 a 12, caracterizado porque dicho adhesivo es un adhesivo de fusión en caliente.
15. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichas fibras presentan una longitud comprendida entre 0, 35 y 2 mm y, preferentemente, entre 0, 4 y 0, 8 mm e incluso más preferentemente, 65 entre 0, 5 y 0, 6 mm.
16. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichas fibras son fibras flocadas molidas.
17. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichas fibras presentan un recuento comprendido entre 0, 3 y 3, 3 dtex y, preferentemente, entre 0, 3 y 1, 7 dtex e incluso más preferentemente entre 0, 3 y 0, 95 dtex.
18. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho adhesivo es una resina expandible, en particular una resina autoexpandible.
19. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque se aplica una sustancia perfumada al sustrato.
20. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicho sustrato es una película de polímero.
21. Procedimiento según la reivindicación 20, caracterizado porque dicha película de polímero está perforada.
22. Procedimiento según una o más de las reivindicaciones 1 a 19, caracterizado porque dicho sustrato es una tela no tejida.
23. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque incorpora en dicho adhesivo por lo menos un aditivo.
24. Procedimiento según la reivindicación 23, en el que dicho aditivo se selecciona de entre el grupo constituido por: perfumes, sustancias curativas, sustancias cosméticas, sustancias absorbentes de olores, sustancias antibacterianas.
25. Procedimiento según la reivindicación 23 ó 24, en el que por lo menos uno de los aditivos está microencapsulado.
26. Procedimiento según una o más de las reivindicaciones anteriores, en el que dicho adhesivo se aplica según unas líneas que presentan una dimensión transversal menor que la dimensión longitudinal, preferentemente, con una dimensión longitudinal por lo menos 5 veces mayor e incluso más preferentemente, por lo menos 10 veces mayor que la dimensión transversal.
27. Procedimiento según la reivindicación 25, en el que dichas líneas presentan una anchura comprendida entre 0, 3 y 10 mm y, preferentemente, entre 0, 5 y 10 mm, más preferentemente entre 0, 5 y 5 mm e incluso más preferentemente, entre 0, 5 y 3 mm.
28. Producto en banda que incluye un sustrato flocado, caracterizado porque por lo menos en un primer lado de dicho sustrato se aplica una cantidad en peso de fibras flocadas comprendida entre 0 y 30 g/m2; y porque dicho adhesivo está distribuido de un modo no continuo en dicho primer lado del sustrato, para crear zonas con fibras flocadas y zonas sin fibras flocadas; siendo dicho adhesivo aplicado según:
a) unas líneas rectas paralelas entre sí; definiéndose una tira sin adhesivo entre las líneas rectas adyacentes de adhesivo, estando la anchura de dichas tiras comprendida entre 1 y 10 mm y, preferentemente, entre 1 y 5 mm e incluso más preferentemente, entre 1 y 2 mm; siendo dichas fibras aplicadas según unas líneas rectas paralelas entre sí; o b) un patrón repetitivo formado por áreas discretas, separadas por áreas sin adhesivo ni fibra, con una distancia comprendida entre 1 y 10 mm y, preferentemente, entre 1 y 5 mm e incluso más preferentemente, entre 1 y 3 mm.
29. Producto según la reivindicación 28, caracterizado porque en dicho primer lado del sustrato se aplica una cantidad de fibras comprendida entre 0 y 30 g/m2 y, preferentemente, entre 0 y 15 g/m2 e incluso más preferentemente, entre 0 y 10 g/m2 o, más preferentemente, entre 0 y 5 g/m2.
30. Producto según la reivindicación 27 ó 28, caracterizado porque la cantidad de fibras es mayor que 1 g/m2 y, preferentemente, mayor que 2 g/m2.
31. Producto según la reivindicación 28, 29 ó 30, caracterizado porque la totalidad del área de las zonas sin fibras está comprendida entre el 1% y el 99% y, preferentemente, entre el 10% y el 90% e incluso más preferentemente, es igual o inferior al 50% de la totalidad del área útil de dicho primer lado del sustrato.
32. Producto según una o más de las reivindicaciones 28 a 31, caracterizado porque la distancia máxima entre dos
zonas recubiertas con fibras es igual o inferior a 10 mm.
33. Producto según la reivindicación 32, caracterizado porque dichas líneas rectas están dispuestas en la dirección
de la longitud del sustrato. 5
34. Producto según la reivindicación 32 ó 33, caracterizado porque la distancia entre dichas líneas rectas es igual o inferior a 10 mm.
35. Producto según una o más de las reivindicaciones 33 a 34, caracterizado porque dichas líneas rectas presentan
una longitud comprendida entre 1 y 10 mm y, preferentemente, entre 1 y 5 mm e incluso más preferentemente, entre 1 y 2 mm.
36. Producto según una o más de las reivindicaciones 28 a 35, caracterizado porque dicho adhesivo y dichas fibras forman un patrón ornamental o decorativo. 15
37. Producto según una o más de las reivindicaciones 28 a 36, caracterizado porque dicho adhesivo está coloreado.
38. Producto según una o más de las reivindicaciones 28 a 37, caracterizado porque dichas fibras flocadas están
coloreadas. 20
39. Producto según una o más de las reivindicaciones 28 a 38, caracterizado porque dicho adhesivo es una resina polimerizable y/o reticulable o un adhesivo de fusión en caliente.
40. Producto según una o más de las reivindicaciones 28 a 39, caracterizado porque dichas fibras presentan una
longitud comprendida entre 0, 35 y 2 mm y, preferentemente, entre 0, 4 y 0, 8 mm e incluso más preferentemente, entre 0, 5 y 0, 6 mm.
41. Producto según una o más de las reivindicaciones 28 a 40, caracterizado porque dichas fibras son fibras molidas. 30
42. Producto según una o más de las reivindicaciones 28 a 41, caracterizado porque dichas fibras presentan un recuento comprendido entre 0, 3 y 3, 3 dtex y, preferentemente, entre 0, 3 y 1, 7 dtex e incluso más preferentemente entre 0, 3 y 0, 95 dtex.
43. Producto según una o más de las reivindicaciones 28 a 42, caracterizado porque dicho adhesivo es una resina expandible, en particular una resina autoexpandible.
44. Producto según una o más de las reivindicaciones 28 a 43, caracterizado porque contiene una sustancia perfumada. 40
45. Producto según una o más de las reivindicaciones 28 a 44, caracterizado porque dicho sustrato es una película de polímero.
46. Producto según la reivindicación 45, caracterizado porque dicha película de polímero está perforada. 45
47. Producto según una o más de las reivindicaciones 28 a 44, caracterizado porque dicho sustrato es un no tejido.
48. Producto según una o más de las reivindicaciones 28 a 46, caracterizado porque incorpora en dicho adhesivo
por lo menos un aditivo. 50
49. Producto según la reivindicación 48, en el que dicho aditivo se selecciona de entre el grupo constituido por: perfumes, sustancias curativas, sustancias cosméticas, sustancias absorbentes de olores, o sustancias antibacterianas.
55 50. Producto según la reivindicación 48 ó 49, en el que por lo menos uno de los aditivos está microencapsulado.
51. Producto según una o más de las reivindicaciones 28 a 50, en el que dicho adhesivo se aplica según unas líneas que presentan una dimensión longitudinal mayor que la dimensión transversal, preferentemente, con una dimensión longitudinal por lo menos 5 veces mayor e incluso más preferentemente, por lo menos 10 veces mayor que la 60 dimensión transversal.
52. Producto según la reivindicación 51, en el que dichas líneas presentan una anchura comprendida entre 0, 3 y 10 mm y, preferentemente, entre 0, 5 y 10 mm, más preferentemente entre 0, 5 y 5 mm e incluso más preferentemente, entre 0, 5 y 3 mm.
Patentes similares o relacionadas:
 Método para formar una capa de césped artificial y producto de césped artificial para usarse en él, del 5 de Octubre de 2018, de TenCate Grass Holding B.V: Producto de césped artificial , que comprende un conjunto de tiras de césped artificial planas y deformables , cada tira que comprende un borde inferior sustancialmente […]
Método para formar una capa de césped artificial y producto de césped artificial para usarse en él, del 5 de Octubre de 2018, de TenCate Grass Holding B.V: Producto de césped artificial , que comprende un conjunto de tiras de césped artificial planas y deformables , cada tira que comprende un borde inferior sustancialmente […]
Burletes de pelo y artículos tipo cepillo unidos por reacción por ultrasonidos, del 11 de Enero de 2017, de ULTRAFAB, INC: Un procedimiento de fabricación de artículos de pelo que presenta un pelo y un refuerzo que soportan el pelo de un material plástico diferente que comprende […]
 Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo del automóvil, del 2 de Marzo de 2016, de Ideal Automotive Oelsnitz GmbH: Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo de absorción acústica del automóvil con una […]
Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo del automóvil, del 2 de Marzo de 2016, de Ideal Automotive Oelsnitz GmbH: Alfombrilla para automóviles para su colocación sobre una estructura de tapizado de suelo de absorción acústica del automóvil con una […]
Tela no tejida reforzada, del 13 de Mayo de 2015, de SGL Automotive Carbon Fibers GmbH & Co. KG: Estructura textil plana que comprende una retícula de reforzamiento y al menos una capa de velo situada en plano sobre al menos una superficie de la retícula […]
Moquetas de pelo insertado para aplicaciones en automoción, del 12 de Marzo de 2014, de Autoneum Management AG: Una moqueta de pelo insertado para utilizar en aplicaciones de automoción con una capa de pelo y al menos una capa de soporte principal, mientras […]
 CIERRE AUTO-AGARRANTE EN MATERIAL NO-TEJIDO PARA VESTIMENTA O PRENDA, del 8 de Marzo de 2010, de RIETER PERFOJET: Utilización, como parte hembra de un cierre auto-agarrante, de un material no-tejido - que está constituido por filamentos, - cuya cohesión no es dada más que mediante […]
CIERRE AUTO-AGARRANTE EN MATERIAL NO-TEJIDO PARA VESTIMENTA O PRENDA, del 8 de Marzo de 2010, de RIETER PERFOJET: Utilización, como parte hembra de un cierre auto-agarrante, de un material no-tejido - que está constituido por filamentos, - cuya cohesión no es dada más que mediante […]
CINTA FLOCADA PARA PERFILES DE VEHICULOS Y SIMILARES, del 1 de Marzo de 2007, de INDUSTRIAS TAPLA, S.L.: Del tipo de las que incorporan una capa de fibras constitutivas del flocado propiamente dicho , una capa de resina utilizada como adhesivo […]
PROCEDIMIENTO DE FABRICACIÓN CONTINUA DE UN SOPORTE FLOCADO Y COLOREADO, del 15 de Noviembre de 2011, de SOCIETE D'ENDUCTION ET DE FLOCKAGE: Procedimiento de fabricación continua de un soporte en forma de mantel (S) flocado y coloreado, que comprende las etapas sucesivas de aplicación de […]