Método para producir embalajes múltiples, y embalaje correspondiente.
Un método para hacer un embalaje múltiple (20) que comprende un primer envoltorio de envasado horizontal (30)y un segundo envoltorio de envasado horizontal (40),
en el que dicho primer envoltorio de envasado horizontal (30) contiene un primer producto (P), y está formado por unprimer envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una primera línea de selladolongitudinal (162) y está dotado de una primera línea de sellado transversal (166) en ambos de sus extremosopuestos,
en el que dicho segundo envoltorio de envasado horizontal (40) contiene un segundo producto (P'), y está formadopor un segundo envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una segunda líneade sellado longitudinal (164) y está dotado de una segunda línea de sellado transversal (166') en ambos de susextremos opuestos,
en el que dicho método contempla formar una primera pieza en bruto tubular (30') de dicho primer envoltorio, quecontiene dicho primer producto (P), y una segunda pieza en bruto tubular (40') de dicho segundo envoltorio,separada y distinta de dicha primera pieza en bruto y que contiene dicho segundo producto (P'), y situar dichaspiezas en bruto primera y segunda una junto a otra, y porque contempla fabricar, en una o en ambas de lasporciones terminales opuestas de dichas piezas en bruto primera y segunda, una línea de sellado transversal común(200), que atraviesa ambas de las porciones terminales correspondientes de dichas piezas en bruto primera ysegunda en dicha posición en la que las piezas en bruto se sitúan una junto a otra y está diseñada para definirdichas líneas de sellado transversales primera y segunda (166, 166'), respectivamente de dichos envoltorios primeroy segundo, y para determinar al mismo tiempo una conexión separable por rasgado entre dichas líneas de selladotransversales primera y segunda;
estando caracterizado dicho método porque situar dichas piezas en bruto primera y segunda (30', 40') una junto aotra comprende situar dichas piezas en bruto primera y segunda (30', 40') separadas entre sí una distancia tal quedicha línea de sellado común (200) solape con dichas porciones terminales de dichas piezas en bruto primera ysegunda determinando dicha conexión entre dichas líneas de sellado transversales primera y segunda.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12151989.
Solicitante: SOREMARTEC S.A..
Nacionalidad solicitante: Bélgica.
Dirección: RUE JOSEPH-NETZER 5 6700 ARLON BELGICA.
Inventor/es: SCALITI, PIER CARLO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B61/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para aplicar o incorporar elementos de apertura o de desembalado de paquetes, p. ej. bandas de desgarre.
- B65B9/06 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Encerrado de sucesivos objetos, o cantidades de material, en una banda plegada a lo largo o en una banda plegada en forma de tubo alrededor de objetos en cantidades de materiales.
- B65D75/44 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › Paquetes individuales cortados de bandas o tubos.
- B65D75/52 B65D 75/00 […] › Detalles.
PDF original: ES-2434777_T3.pdf
Fragmento de la descripción:
Método para producir embalajes múltiples, y embalaje correspondiente
Campo de la invención La presente descripción se refiere a técnicas de embalaje y se refiere en concreto a técnicas que permiten la producción de embalajes múltiples.
Descripción de la técnica anterior
En el sector del embalaje, en concreto en el embalaje de productos alimenticios, se ha adoptado ampliamente desde hace muchos años la solución conocida como “envasado horizontal” (denominada en ocasiones asimismo como “llenado y sellado” o FFS) .
De acuerdo con esta solución, que está documentada en una literatura bastante extensa, que incluye literatura de patentes, una lámina de material de envoltorio que se extrae de un carrete se conforma de acuerdo con una conformación general en forma de canal (habitualmente abierta hacia abajo) que permite la inserción de productos en el embalaje. Las ramas libres de la conformación en forma de canal se acoplan entre sí a continuación de modo que se proporciona una línea de sellado longitudinal (“aleta”) . La pieza en bruto tubular así formada, con los productos situados dentro de la misma, se somete a continuación a un sellado y cortado transversal, que da lugar a los envoltorios individuales. Los cabezales de sellado provocan un aplanamiento en posiciones intermedias entre los productos, y en las áreas aplanadas transversales se forman líneas de sellado en una región que corresponde a aquella en la que se realiza una operación de corte tal que produce la separación de los envoltorios individuales.
En este sector durante un tiempo se ha dejado sentir la necesidad de realizar embalajes de este tipo en forma de embalajes múltiples, por ejemplo en forma de embalajes pareados. Estos embalajes múltiples contienen un número de unidades de producto que pueden ser consumidas en distintos momentos. El usuario puede separar así, por ejemplo, los dos envoltorios y abrir tan sólo uno de los dos para consumir el producto o productos contenidos en el mismo, mientras que los productos restantes permanecen empaquetados para un consumo posterior (incluso distante en el tiempo) y conservan intactas sus características precisamente porque permanecen dentro de un embalaje que está intacto.
En el momento presente, esta necesidad se satisface principalmente en base embalajes del tipo denominado habitualmente como “multiembalajes”. Estos embalajes están constituidos por un número de envoltorios de “envasado horizontal” individuales agrupados conjuntamente y empaquetados en un envase horizontal de mayores dimensiones.
El proceso de producción de dichos multiembalajes conlleva la repetición en cascada de un número de procesos de empaquetado. Además de esto, una vez que se ha abierto el envase horizontal principal, los envoltorios individuales contenidos dentro pueden dispersarse de un modo indeseable.
Un inconveniente adicional de la técnica anterior está constituido por el considerable gasto de material de embalaje.
Por otro lado, ya se han propuesto en la técnica (véase, por ejemplo, el documento US-B-6.789.945, y en cierta medida asimismo los documentos US-A-2005/0109796, US-A-2006/0151351, y US-A-5.024.536) soluciones inspiradas en el
concepto de fabricar un embalaje que comprende un número de bolsas dispuestas unas junto a otras partiendo de un embalaje de mayores dimensiones que se segmenta a continuación con líneas de sellado que dividen el embalaje original en un número de compartimentos, cada uno de los cuales a su vez constituye un embalaje independiente.
Sin embargo, esta solución plantea igualmente diversos problemas de implementación.
En primer lugar, las líneas de sellado anteriormente mencionadas son cualquier cosa menos fáciles de proporcionar cuando el embalaje ya contiene los productos dentro del mismo. En segundo lugar, las líneas de sellado anteriormente mencionadas pueden terminar oponiendo una resistencia considerable con relación a cualquier tensión de ruptura destinada a separar los embalajes individuales entre sí de acuerdo con las modalidades descritas anteriormente. Este 55 hecho puede implicar, por ejemplo, la necesidad de someter las líneas de sellado anteriormente mencionadas a tratamientos de incisión previa o sacabocados, cuyo objetivo es facilitar el rasgado a los efectos de separar los embalajes individuales. En el caso específico en el que el embalaje dividido en compartimentos para formar envoltorios individuales es un envase horizontal, existe entonces el problema adicional vinculado al hecho de que en el envase horizontal original pueden permanecer masas de aire que pueden obstaculizar el aplastado subsiguiente del embalaje cuando se forman las líneas de sellado destinadas a proporcionar la división en compartimentos anteriormente mencionada.
El presente solicitante ha presentado ya en la solicitud de patente italiana nº TO2008A000256 (véase asimismo el documento WO 2009/122244 A1) , un método para proporcionar embalajes múltiples que permite prevenir los inconvenientes intrínsecos de las soluciones de acuerdo con el estado de la técnica conocido discutido anteriormente.
Dicho método prevé, en concreto, utilizar una planta de envasado horizontal modificada, en la que el material del envoltorio a partir del cual se fabrica el embalaje se conforma de modo que formen al menos dos partes en forma de canal, conectadas entre sí a lo largo de una línea de conexión que se extiende paralelamente a su dirección de extensión y se establece entre las paredes mutuamente enfrentadas de dichas partes. Subsecuentemente, se insertan productos respectivos en dichas partes en forma de canal, y a continuación estas últimas se cierran en primer lugar para formar un tubo por medio de líneas de sellado longitudinales respectivas, y finalmente se cierran en el extremo por medio de líneas de sellado transversales respectivas.
Objeto y sumario de la invención El presente solicitante ha diseñado ahora un nuevo método, que forma el objeto de la presente invención, el cual, 10 además de resolver los problemas del estado de la técnica conocido a los cuales se ha hecho referencia anteriormente, permite igualmente diversas ventajas sobre el método anteriormente presentado por el presente solicitante.
De acuerdo con la presente invención, dicho método presenta las características recogidas específicamente en las reivindicaciones adjuntas. La invención se refiere asimismo a un aparato para proporcionar el método anteriormente 15 mencionado y al embalaje correspondiente obtenido a partir del mismo.
Las reivindicaciones forman una parte integral de la enseñanza técnica proporcionada aquí en relación con la invención.
Diversos modos de realización del embalaje correspondiente dan lugar a un embalaje múltiple (por ejemplo, un embalaje doble) , en el cual los envoltorios individuales son en efecto idénticos estructuralmente entre sí y/o pueden ser separados entre sí con una acción de separación que es al mismo tiempo conveniente y segura, evitando cualquier riesgo de una apertura accidental indeseada de uno de los envoltorios que son separados.
Breve descripción de los dibujos adjuntos La invención se describirá ahora, únicamente a modo de ejemplo no limitativo, con referencia a los dibujos adjuntos, en los cuales:
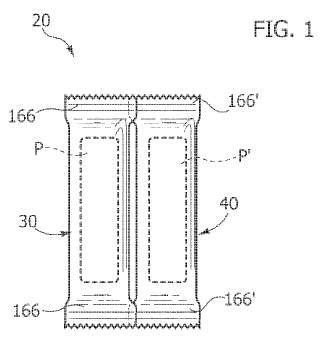
-la figura 1 ilustra un ejemplo de un embalaje múltiple que forma el objeto de la presente descripción; 30
- las figuras 2 y 3 ilustran un ejemplo de material de envoltorio utilizado en el método descrito aquí para obtener el embalaje de la figura 1;
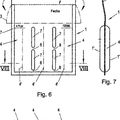
- las figuras 4 a 6 ilustran vistas en sección transversal de acuerdo con los planos IV-IV, V-V y VI-VI indicados en la figura 35 11, respectivamente;
-las figuras 7 y 8 ilustran en mayor detalle ejemplos respectivos de productos intermedios del método descrito aquí;
-la figura 9 ilustra una etapa adicional del método descrito aquí;
- la figura 10 ilustra en mayor detalle las características del embalaje que puede ser obtenido con el método descrito aquí; y
-la figura 11 es una ilustración esquemática de una planta para la implementación del método descrito aquí. 45
Descripción detallada de ejemplos de modos de realización En la descripción adjunta se ilustran diversos detalles específicos con el objeto de proporcionar una compresión en profundidad de los modos de realización. Los modos de realización pueden ser obtenidos sin uno o más de los detalles 50 específicos, o con otros métodos, materiales componentes, etc. En otros casos, no se ilustran o describen en detalle estructuras, materiales u operaciones conocidas, de modo que los diversos aspectos de... [Seguir leyendo]
Reivindicaciones:
1. Un método para hacer un embalaje múltiple (20) que comprende un primer envoltorio de envasado horizontal (30) y un segundo envoltorio de envasado horizontal (40) ,
en el que dicho primer envoltorio de envasado horizontal (30) contiene un primer producto (P) , y está formado por un primer envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una primera línea de sellado longitudinal (162) y está dotado de una primera línea de sellado transversal (166) en ambos de sus extremos opuestos,
en el que dicho segundo envoltorio de envasado horizontal (40) contiene un segundo producto (P’) , y está formado por un segundo envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una segunda línea de sellado longitudinal (164) y está dotado de una segunda línea de sellado transversal (166’) en ambos de sus extremos opuestos,
en el que dicho método contempla formar una primera pieza en bruto tubular (30’) de dicho primer envoltorio, que contiene dicho primer producto (P) , y una segunda pieza en bruto tubular (40’) de dicho segundo envoltorio, separada y distinta de dicha primera pieza en bruto y que contiene dicho segundo producto (P’) , y situar dichas piezas en bruto primera y segunda una junto a otra, y porque contempla fabricar, en una o en ambas de las porciones terminales opuestas de dichas piezas en bruto primera y segunda, una línea de sellado transversal común (200) , que atraviesa ambas de las porciones terminales correspondientes de dichas piezas en bruto primera y segunda en dicha posición en la que las piezas en bruto se sitúan una junto a otra y está diseñada para definir dichas líneas de sellado transversales primera y segunda (166, 166’) , respectivamente de dichos envoltorios primero y segundo, y para determinar al mismo tiempo una conexión separable por rasgado entre dichas líneas de sellado transversales primera y segunda;
estando caracterizado dicho método porque situar dichas piezas en bruto primera y segunda (30’, 40’) una junto a otra comprende situar dichas piezas en bruto primera y segunda (30’, 40’) separadas entre sí una distancia tal que dicha línea de sellado común (200) solape con dichas porciones terminales de dichas piezas en bruto primera y segunda determinando dicha conexión entre dichas líneas de sellado transversales primera y segunda.
2. El método de acuerdo con la reivindicación 1, en el que formar dichas piezas en bruto primera y segunda contempla, respectivamente:
- formar un primer envoltorio diseñado para recibir dicho primer producto y cerrar dicho envoltorio lo largo de dicha primera línea de sellado longitudinal (162) para formar un tubo; y
- formar un segundo envoltorio diseñado para recibir dicho segundo producto y cerrar dicho envoltorio a lo largo de dicha segunda línea de sellado longitudinal (164) para formar un tubo.
3. El método de acuerdo con cualquiera de las reivindicaciones anteriores, en el que la formación de dichas piezas en bruto primera y segunda comprende las operaciones de:
-proporcionar una lámina de material de envoltorio (10) ; 45
- proporcionar dichos productos primero y segundo (P, P’) ;
-conformar dicho material de envoltorio (10) , sobre dichos productos primero y segundo, para formar al menos dos partes en forma de canal una junto a otra, que tienen una región en forma de U y dos ramas laterales que se extienden desde la región en forma de U respectiva hacia solapas distales (14a, 14b) respectivas, y que contienen respectivamente los productos primero y segundo anteriormente mencionados;
- cortar dicha lámina (10) en una posición intermedia (14) entre las propias partes en forma de canal, de modo que dichas
partes en forma de canal situadas una junto a otra formen partes distintas; 55
-cerrar dichas partes en forma de canal a lo largo de dichas solapas distales (14b, 14b) respectivas para formar un tubo; y
- conectar entre sí las solapas distales (14a, 14b) respectivas para formar dichas líneas de sellado longitudinales primera y segunda (162, 164) .
4. El método de acuerdo con la reivindicación 3, en el que formar dichas al menos dos partes en forma de canal comprende la operación de tirar por sus solapas laterales de dicha lámina de envoltorio contra dichos productos primero y segundo y al mismo tiempo formar una depresión en una porción central de la lámina de envoltorio situada 65 entre dichos productos primero y segundo de modo que se provoque, en dicha lámina de envoltorio, la elevación de dichas piezas en forma de canal situadas una junto a otra.
5. El método de acuerdo con cualquiera de las reivindicaciones 2 a 4, que comprende la operación de separar entre sí dichas líneas de sellado longitudinales primera y segunda (162, 164) .
6. El método de acuerdo con cualquiera de las reivindicaciones 3 a 4, en el que dicha operación de cerrar dichas partes en forma de canal dispuestas una junto a otra para formar un tubo comprende las etapas de:
- disponer una sobre otra, en una estructura estratificada (16) , las solapas distales (14a, 14b) de dichas partes en forma de canal formadas una junto a otra, en la que cada una de las solapas distales (14a, 14b) en dicha estructura
estratificada (16) puede ser conectada a una solapa distal (14a, 14b) contigua que pertenece a la misma parte en forma de canal;
- pasar dicha estructura estratificada (16) a través de un conjunto de conexión (102) para conectar entre sí las
solapas distales contiguas (14a, 14b) que pertenecen a la misma parte en forma de canal para formar dichas líneas 15 de sellado longitudinales primera y segunda (162, 164) .
7. Un embalaje múltiple que comprende:
- un primer envoltorio de envasado horizontal (30) que contiene un primer producto (P) y formado por un primer
envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una primera línea de sellado longitudinal (162) y está dotado de una primera línea de sellado transversal (166) en ambos de sus extremos opuestos,
- un segundo envoltorio de envasado horizontal que contiene un segundo producto (P’) y formado por un segundo
envoltorio de material de lámina que se cierra para formar un tubo a lo largo de una segunda línea de sellado longitudinal (164) y está dotado con una segunda línea de sellado transversal (166’) en ambos de sus extremos opuestos;
estando situados dichos envoltorios primero y segundo uno junto a otro en una dirección transversal a dichas líneas de sellado longitudinales primera y segunda (162, 164) , en el que dichos envoltorios primero y segundo están conectados entre sí de un modo separable por rasgado, en uno o ambos de sus extremos opuestos, a lo largo de dichas líneas de sellado transversales primera y segunda (166, 166’) ;
estando caracterizado dicho embalaje porque dichos envoltorios primero y segundo están conectados entre sí tan 35 sólo en un área que corresponde a dichas líneas de sellado transversales primera y segunda (166, 166’) .
8. El embalaje de acuerdo con la reivindicación 7, que comprende una línea de sellado transversal común (200) que atraviesa ambas de las porciones terminales correspondientes de dichos envoltorios primero y segundo en dicha posición en la que se sitúan uno junto a otro, y está diseñada para definir dichas líneas de sellado transversales primera y segunda (166, 166’) , respectivamente de dichos envoltorios primero y segundo y para determinar al mismo tiempo la conexión entre dichas líneas de sellado transversales primera y segunda.
9. Un aparato para implementar el método de acuerdo con cualquiera de las reivindicaciones 1 a 6, caracterizado porque comprende:
una línea para alimentar una lámina de material de envoltorio (10) ,
una línea para transportar dichos productos primero y segundo (P, P’) ,
medios (90, 92, 102) para formar, a partir de dicha lámina de material de envoltorio, una primera pieza en bruto tubular (30’) de dicho primer envoltorio, que contiene dicho primer producto (P) , y una segunda pieza en bruto tubular (40’) de dicho segundo envoltorio, separada y distinta de dicha primera pieza en bruto y que contiene dicho segundo producto (P’) , y situar dichas piezas en bruto primera y segunda una junto a otra,
medios (112) para proporcionar, en una o en ambas de las porciones terminales opuestas de dichas piezas en bruto primera y segunda, una línea de sellado transversal común (200) que atraviesa ambas de las porciones terminales correspondientes de dichas piezas en bruto primera y segunda en dicha posición en la que se sitúan una junto a otra, y se diseña para definir una primera línea de sellado transversal (166) y una segunda línea de sellado transversal (166’) , respectivamente, de dichos envoltorios primero y segundo, y para determinar al mismo tiempo una conexión separable 60 por rasgado entre dichas líneas de sellado transversales primera y segunda;
en el que dicha línea de alimentación está diseñada para situar dichas piezas en bruto primera y segunda (30’, 40’) separadas entre sí una distancia tal que dicha línea de sellado transversal común (200) solape con dichas porciones terminales de dichas piezas en bruto primera y segunda, determinando dicha conexión entre dichas líneas de 65 sellado transversales primera y segunda.
10. El aparato de acuerdo con la reivindicación 9, en el que dichos medios para formar dichas piezas en bruto primera y segunda comprenden una estación de conformado (120) , atravesada por dicha línea de alimentación, y que comprende primeros medios (102; 90, 102) diseñados para tirar por sus solapas laterales de dicha lámina de envoltorio contra dichos productos primero y segundo en dicha línea de transporte, y segundos medios (92) para formar una depresión en una porción central de la lámina de envoltorio entre dichos productos primero y segundo, estando coordinados dichos medios primero y segundo de tal modo que se produzca la elevación en dicha lámina de papel de envoltorio de partes en forma de canal dispuestas una junto a otra, teniendo cada una de ellas una región en forma de U y dos ramas laterales que se extienden desde la región en forma de U hacia solapas distales (14a, 14b) respectivas.
11. El aparato de acuerdo con la reivindicación 10, en el que dichos primeros medios (102) están diseñados además para cerrar en forma de tubo a lo largo de dichas solapas distales (14a, 14b) dichas partes en forma de canal, dentro de las cuales se encuentran dichos productos primero y segundo (P, P’) .
Patentes similares o relacionadas:
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad, del 31 de Mayo de 2017, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase (20e) de película flexible que tiene un fijador de cierre reutilizable adhesivo, que comprende: un sustrato de película flexible que forma una pluralidad […]
Un procedimiento para la fabricación de contenedores flexibles que comprenden una base inferior de configuración esencialmente rectangular, del 7 de Febrero de 2017, de PFM IBÉRICA PACKAGING MACHINERY, S.A: Un procedimiento para la fabricación de contenedores flexibles del tipo que comprenden una base inferior y cuatro caras laterales que comprende suministrar una banda plisada […]
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad, del 5 de Octubre de 2016, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase (20a, 20b, 20d) de película flexible que tiene un fijador de cierre reutilizable adhesivo, que comprende: un sustrato de película […]
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad, del 14 de Septiembre de 2016, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase (20c) que comprende: una película flexible que define una cavidad de contenido interior y que tiene un primer par de partes de borde opuestas que […]
Envase con cierre reutilizable mediante un fijador adhesivo de baja adhesión, del 8 de Abril de 2015, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase de película flexible que tiene un fijador de cierre reutilizable basado en adhesivo, que comprende: un sustrato de película flexible que […]
Envase de fácil apertura, del 28 de Mayo de 2014, de Beanstalk ApS: Procedimiento para fabricar un envase del tipo formado por una lámina monocapa o multicapa, en el que dicho envase tiene una característica de fácil […]
Películas multicapa, del 25 de Febrero de 2013, de ARROW COATED PRODUCTS LIMITED: Una película recubierta de barrera multicapa que comprende: i) al menos una capa de película polimérica soluble en agua, y ii) un recubrimiento de barrera en al menos […]
 BOLSA DE CONGELACION, del 13 de Noviembre de 2009, de MAM BABYARTIKEL GESELLSCHAFT M.B.H.: Bolsa de congelación para leche materna para la recogida y la conservación de leche materna con un orificio de llenado, poseyendo el orificio […]
BOLSA DE CONGELACION, del 13 de Noviembre de 2009, de MAM BABYARTIKEL GESELLSCHAFT M.B.H.: Bolsa de congelación para leche materna para la recogida y la conservación de leche materna con un orificio de llenado, poseyendo el orificio […]