Envase de fácil apertura.
Procedimiento para fabricar un envase (2) del tipo formado por una lámina monocapa o multicapa,
en el que dicho envase tiene una característica de fácil apertura, en el que la lámina da forma al envase acabado con un lado interior adecuado para estar en contacto con el material a envasar y un lado exterior, en el que dicho método comprende las siguientes etapas de método:
formar con la lámina de material un tubo (21), mediante la conexión longitudinal de los dos bordes laterales (5, 6) de la lámina;
en el que la conexión crea una solapa lateral (10) en el exterior del tubo o en el que se pasa el tubo sobre un conformador que tiene una aleta sobresaliente, por lo que se crea una solapa lateral (10) en el exterior del tubo, o en el que se sujeta longitudinalmente una aleta al exterior del tubo;
en el que se proporcionan unos sellos transversales (3, 4) a través del tubo, delimitando así cada envase entre dos sellos transversales;
estableciendo unas líneas de perforación (25) en dichos sellos transversales, para fijar/separar dos envases adyacentes (2);
estableciendo una perforación (7) de solo una capa de lámina de material o de solo una o más capas que conforman la lámina, adyacente a la solapa o aleta lateral (10), extendiéndose desde la línea de perforación y en paralelo a la solapa o aleta lateral, o en un ángulo de hasta 60º con respecto a la misma y extendiéndose en dirección al sello transversal o hacia dentro del mismo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DK2009/000045.
Solicitante: Beanstalk ApS.
Nacionalidad solicitante: Dinamarca.
Dirección: Nordhavnsgade 4-6 8000 Arhus C DINAMARCA.
Inventor/es: HOFMAN,TORKILD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B61/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para cortar las bandas o para separar los paquetes juntos.
- B65B61/12 B65B 61/00 […] › rasgando a lo largo de perforaciones o de líneas de menor resistencia.
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65D75/44 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › Paquetes individuales cortados de bandas o tubos.
PDF original: ES-2502240_T3.pdf
Fragmento de la descripción:
Envase de fácil apertura
La presente invención se refiere a un método para fabricar un envase del tipo formado a partir de una lámina de material monocapa o multicapa así como a una máquina de formar, rellenar y sellar (máquina FFS) y adicionalmente a un envase producido en dicha máquina FFS de acuerdo con la presente invención.
Antecedentes de la invención
En la técnica, las máquinas FFS se utilizan ampliamente en conexión con el envasado de diversos artículos, en particular de productos alimenticios, dulces y multitud de otros objetos. Básicamente, una máquina FFS funciona mediante la recepción de una lámina de material a la que un conformador de la máquina da forma de tubo mediante la fijación de los dos bordes laterales de la lámina entre sí de manera continua a medida que se introduce la lámina en la máquina. Un medio para crear sellos extremos, en el ámbito de esta solicitud denominados sellos transversales está situado adicionalmente aguas abajo de la máquina de tal modo que el tubo quede delimitado lateralmente a la dirección longitudinal del tubo tras lo que se llena el tubo así delimitado con el objeto a envasarse y se proporciona nuevamente un sello extremo lateralmente a la dirección longitudinal del tubo. De esta manera, se crea un envase muy económico, conveniente y fiable con un coste mínimo. Las láminas de material normalmente tienen una base de polímero y pueden estar provistas de una impresión de tal modo que el usuario pueda recibir información referente al objeto situado en el interior del envase.
Estos tipos de envase son bien conocidos en la técnica y la mayoría de los consumidores los utilizan a diario. Ejemplos de diversas realizaciones y máquinas utilizadas en el proceso de producción se dan a conocer en los documentos WO 345816, US27269146, EP17698, EP174643, EP 12677, WO 27/16916, JP13586, WO 242835 y muchos otros.
Un ejemplo de un método para fabricar dichos envases se conoce a partir del documento US 5.337.539. De acuerdo con el método dado a conocer, se da forma de V o forma cóncava a una membrana de material. En esta etapa se dan a conocer tres realizaciones diferentes. En una primera realización, se efectúan unos sellos transversales, es decir se unen los lados de la membrana para formar unas bolsas, que a continuación se llenan con el material o artículos contenidos en el envase. En la segunda realización, el material o artículos se colocan en la parte inferior de la V o concavidad de la membrana, tras lo que se unen/sellan los bordes laterales libres de la membrana para formar un tubo. Se lleva a cabo un plegado de los extremos libres que se extienden desde el sello que forma el tubo. Finalmente, se forman unos sellos transversales que delimitan cada envase con respecto al siguiente. En la tercera realización se conforma el tubo alrededor de un tubo de relleno de VFF, de tal modo que el sello de formación de tubo que une los bordes laterales de las membranas sea formado junto con un sello transversal, a una velocidad tal que el tubo correspondiente al tubo de relleno quede abierto hacia arriba pero limitado por un sello transversal hacia abajo. Este documento no proporciona medio alguno para facilitarla apertura del envase.
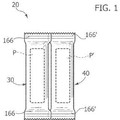
Un problema que surge con este tipo de envasado bien conocido es la situación en la que el consumidor o usuario debe abrir el envase. Normalmente, la conexión longitudinal entre los dos bordes laterales del asiento del material se suelda creando de esta manera una solapa lateral y allí donde la solapa lateral coincide con los sellos extremos se convierte en un punto natural por el que un consumidor tratará de abrir el envase para acceder al interior. Los sellos normalmente se crean soldando los materiales de polímero entre sí de tal modo que se cree una conexión relativamente resistente tanto en el sello extremo como en la solapa lateral que al tratar de abrir el envase requerirá una fuerza sustancial tal que durante la apertura el usuario puede rasgar el envase y derramar el contenido.
En este sentido se han tratado de diseñar las soldaduras de tal modo que se requiera una fuerza de apertura deseada. Esto a su vez requiere que las superficies a soldar entre sí presenten ciertas características que permitan la soldadura/fusión. Por ejemplo los laminados para usar en envolver/envasar artículos tales como dulces normalmente tienen una pluralidad de capas. Normalmente una capa sobre la que se imprimen fotografías, texto y similar, estará cubierta por una fina capa protectora. Los grosores de capa normalmente están comprendidos entre 5 - 6 p, de tal modo que el laminado total será la suma de los diferentes grosores de capa. Pueden añadirse otras capas tales como las capas que exhiban un rasgado unidireccional y/o capas de barrera, etc. Todas estas capas exhiben diferentes características y juntas proporcionan al laminado las características deseadas, también cuando se trata de soldadura/fusión. Cuando se utilizan estos tipos de laminados multicapa en máquinas FFS (tanto horizontales como verticales), a menudo es el lado exterior el que deberá unirse con el lado interior. En el documento US5826985 se dan a conocer estos aspectos. Por lo tanto adicionalmente a presentar las cualidades deseadas (barrera, impresión, etc.), los laminados también deberán ser mutuamente soldables/fusionables.
Para evitar esto, se han propuesto diferentes soluciones. Una de tales soluciones es proporcionar un pequeño corte, a través de todas las capas de materiales, estando dispuesto dicho corte en el sello extremo en la dirección longitudinal pero limitado a unos pocos milímetros dentro del sello extremo de tal modo que se cree un inicio de rasgado por el que pueda rasgarse con relativa facilidad por ejemplo, una esquina del envase. Véanse diversos ejemplos en los documentos JP 125764, JP 23191965, WO 9216431 y JP24182267. En algunos de estos
ejemplos se apoya la acción de rasgado mediante la provisión adicional de una línea de rasgado en forma de corte que atraviesa parcialmente una capa del laminado a lo largo de la que resulta deseable la apertura, o mediante la provisión de una cinta, véase por ejemplo el documento JP 125764 de tal modo que a medida que se tire de la cinta esta rasgará el laminado. Esto crea a su vez, en la mayoría de los casos una apertura relativamente limitada, pero en algunos casos también creará dependiendo de la manera en la que se rasgue la esquina y del material a partir del que esté fabricado el envase una situación que podrá arruinar el envase de la manera anteriormente descrita, véase por ejemplo el documento US 5826985.
Estos dos tipos de apertura tienen en común el hecho de que una vez que se ha rasgado el envase es imposible volver a sellar el envase si no se ha utilizado todo el contenido.
Con este fin se han propuesto diversas soluciones, por ejemplo la Incorporación de cremalleras resellables en el material adyacente al sello extremo. Sin embargo, este es un proceso relativamente costoso y también requiere que el tamaño del envase permanezca relativamente constante Incluso después de haber retirado parte del contenido.
Objeto de la invención
Es un objeto de la presente invención proporcionar un método y un aparato y un envase que alivien los problemas anteriormente mencionados y que proporcionen ventajas adicionales en particular en lo referente a una manera fiable, económica de proporcionar una abertura en un envase del tipo anteriormente mencionado de modo que pueda abrirse el envase sin tener que utilizar tanta fuerza que el usuario se arriesgue a destruir todo el envase durante el proceso.
Descripción de la invención
La invención aborda esto mediante un método para fabricar un envase del tipo formado por una lámina monocapa o multicapa, en el que dicho envase tiene una característica de fácil apertura, en el que se conforma con la lámina el envase final con un lado interior adecuado para estar en contacto con la sustancia a envasar y un lado exterior, que comprende las siguientes etapas de método:
- formar un tubo con la lámina, mediante la conexión longitudinal de los dos bordes laterales de la lámina;
- en el que la conexión crea una solapa lateral en el exterior del tubo o en el que el tubo pasa sobre un conformador que tiene una aleta sobresaliente, creando así una solapa lateral en el exterior del tubo;
- en el que se disponen unos sellos transversales a través del tubo, delimitando así cada envase entre dos sellos
transversales;
- establecer unas líneas de perforación en o entre dichos sellos transversales, para fijar/separar dos envases
adyacentes;
- establecer una perforación de una lámina o de una o más capas que conforman la lámina, adyacente a la solapa... [Seguir leyendo]
Reivindicaciones:
1.-. Procedimiento para fabricar un envase (2) del tipo formado por una lámina monocapa o multicapa, en el que dicho envase tiene una característica de fácil apertura, en el que la lámina da forma al envase acabado con un lado interior adecuado para estar en contacto con el material a envasar y un lado exterior, en el que dicho método comprende las siguientes etapas de método:
formar con la lámina de material un tubo (21), mediante la conexión longitudinal de los dos bordes laterales (5, 6) de la lámina;
en el que la conexión crea una solapa lateral (1) en el exterior del tubo o en el que se pasa el tubo sobre un conformador que tiene una aleta sobresaliente, por lo que se crea una solapa lateral (1) en el exterior del tubo, o en el que se sujeta longitudinalmente una aleta al exterior del tubo;
en el que se proporcionan unos sellos transversales (3, 4) a través del tubo, delimitando así cada envase entre dos sellos transversales;
estableciendo unas líneas de perforación (25) en dichos sellos transversales, para fijar/separar dos envases adyacentes (2);
estableciendo una perforación (7) de solo una capa de lámina de material o de solo una o más capas que conforman la lámina, adyacente a la solapa o aleta lateral (1), extendiéndose desde la línea de perforación y en paralelo a la solapa o aleta lateral, o en un ángulo de hasta 6° con respecto a la misma y extendiéndose en dirección al sello transversal o hacia dentro del mismo.
2.-. Procedimiento de acuerdo con la reivindicación 1 en el que la perforación (7) de la capa de material laminar se efectúa ya sea en:
- una parte no sellada de un material laminar que sobresalga entre el sello transversal (3, 4) y la línea de perforación que separa dos envases adyacentes (2);
- o en la parte no sellada y en parte del sello transversal (3, 4);
- o en el que el sello transversal (3, 4) está inmediatamente adyacente a la línea de perforación entre dos envases adyacentes, solo en el sello transversal.
3.-. Procedimiento de acuerdo con la reivindicación 1 en el que la perforación (7) de la capa de material laminar se establece mediante una herramienta de perforación, seleccionada de entre una o más de las siguientes:
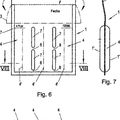
un cortador (24) o un cabezal cortador giratorio, controlado en relación a la velocidad de producción, en el que el cabezal cortador tiene una pluralidad de bordes de corte separados, que cooperan con un apoyo, en el que el apoyo está situado de tal modo que el material pase entre el cortador y el apoyo, por lo que la activación del cortador establece la perforación (7) en el material, estando dicho material en contacto con dicho apoyo durante el corte;
un dispositivo láser, en el que el posicionamlento de la perforación está situado con respecto a unos marcadores situados en el material laminar, correspondientes al tamaño deseado del envase, en el que se proporcionan unos medios para detectar dichos marcadores y se utiliza esta información como datos para activar la herramienta de
perforación.
4.-. Procedimiento de acuerdo con la reivindicación 1, en el que se forma un tubo (21) mediante dos láminas de material separadas, superponiendo las láminas y conectando los bordes de las láminas superpuestas, de tal modo que se forme un tubo que tenga unos sellos laterales a lo largo de los bordes longitudinales.
5.-. Procedimiento de acuerdo con las reivindicaciones 1 o 2 en el que se establece una pluralidad de perforaciones (7) sustancialmente paralelas de una capa de material laminar o de una o más capas de material que conforman el material laminar, en el sello transversal adyacente a la línea de perforación y en paralelo a la solapa lateral o en un ángulo de hasta 6° con respecto a la misma.
6.-. Procedimiento de acuerdo con las reivindicaciones 1 o 2 en el que solo se proporcionan sellos transversales (3, 4) en un extremo de cada envase (2), de tal modo que cuando se separen los envases a lo largo de las líneas de perforación en envases separados, cada envase estará abierto por un extremo.
7.-. Procedimiento de acuerdo con cualquier reivindicación precedente en el que la solapa (1) es un trozo separado de material laminar sujeto al exterior del tubo, en el que la solapa se sujeta con unos medios de tal modo que la conexión entre la solapa (1) y el tubo sea más resistente que la fuerza de rotura necesaria para iniciar un rasgado con la perforación.
8.-. Una máquina de formar, rellenar y sellar vertical u horizontal para formar envases, en la que dicha máquina comprende un medio para transportar un material laminar continuo a través de la máquina, en la que dicha máquina comprende un medio para crear al menos una solapa lateral (1) en el envase (2) y en la que dicha máquina comprende adicionalmente un medio para establecer unas zonas transversales de sellado (3, 4) que se extienden sustancialmente laterales a la solapa lateral (1) y un medio para establecer lineas de separación (25), en el que dichas lineas de separación se establecen en dichas zonas transversales teniendo las zonas transversales selladas al menos dos grosores de capa de material laminar y la máquina comprende una herramienta de perforación que perfora una de las al menos dos capas de material laminar adyacentes y sustancialmente en paralelo a dicha solapa lateral o en un ángulo de hasta 6° con respecto a la misma y en la que la perforación (7) se extiende dentro de dicha zona transversal sellada y la perforación (7) se extiende al menos hasta la linea de separación.
9.-. Una máquina de formar, rellenar y sellar de acuerdo con la reivindicación 8 en la que se proporciona un medio para detectar y/o determinar la linea de separación (25), en la que dicho medio proporciona información a la herramienta de perforación, de tal modo que la activación de la herramienta de perforación (24) se lleve a cabo en respuesta a la posición de la línea de separación.
1.-. Una máquina de formar, rellenar y sellar de acuerdo con la reivindicación 8 en la que la herramienta de perforación (24) se activa de tal modo que perfore una distancia en una capa de material laminar, en cualquier lado de la línea de separación (25).
11.-. Una máquina de formar, rellenar y sellar de acuerdo con la reivindicación 8 en la que la anchura de los sellos (3, 4) está entre 3 mm y 5 mm, más preferiblemente entre 5 mm y 2 mm y lo más preferiblemente entre 7 mm y 12 mm.
12.-. Una máquina de formar, rellenar y sellar de acuerdo con la reivindicación 8 en la que la máquina comprende un medio (14) de formación de tubo para formar un tubo con un material laminar y en la que una aleta (15) que se extiende radialmente desde la superficie del medio (14) de formación de tubo está proporcionada aguas arriba y adyacente a dos rodillos calentables (16, 17), de tal modo que a medida que el tubo sobrepasa la aleta se conforme una solapa longitudinal en el tubo y los rodillos (16, 17) aprieten la solapa, soldando opcionalmente el material del tubo consigo mismo.
13.-. Una máquina de formar, rellenar y sellar de acuerdo con la reivindicación 8 en la que la herramienta de perforación (24) es una cuchilla de corte, un cortador láser, una perforadora, o un cortador térmico o cualquier combinación de estos medios y opcionalmente una placa trasera está dispuesta opuesta a la herramienta de perforación a modo de apoyo para la herramienta de perforación, en la que la disposición de la placa trasera y de la herramienta de perforación permite al material de envase pasar entre dicha herramienta de perforación y dicha placa trasera.
14.-. Envase (2) del tipo producido en una máquina de formar, rellenar y sellar horizontal o vertical de acuerdo con cualquiera de las reivindicaciones 8 a 13, en el que dicho envase está compuesto por un material laminar y tiene una solapa lateral (1) a lo largo de la longitud de dicho envase y está proporcionado adicionalmente de unos sellos transversales (3, 4) dispuestos lateralmente a dicha solapa lateral en cualquiera de los extremos del envase, en el que dichos sellos incluyen al menos dos capas de material laminar, en el que al menos en una sección de un sello transversal sustancialmente paralelo a dicha solapa lateral o en un ángulo de hasta 6° con respecto a la misma, está proporcionada una perforación (7) que perfora una capa de material y en el que dicha perforación está proporcionada adyacente a dicha solapa lateral y en el que la perforación se extiende hasta el borde libre del envase.
15.-. Envase de acuerdo con la reivindicación 14, en el que se proporciona una pluralidad de perforaciones (7) sustancialmente paralelas, mutuamente separadas, opcionalmente en ambos lados de la solapa.
Patentes similares o relacionadas:
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad, del 31 de Mayo de 2017, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase (20e) de película flexible que tiene un fijador de cierre reutilizable adhesivo, que comprende: un sustrato de película flexible que forma una pluralidad […]
Un procedimiento para la fabricación de contenedores flexibles que comprenden una base inferior de configuración esencialmente rectangular, del 7 de Febrero de 2017, de PFM IBÉRICA PACKAGING MACHINERY, S.A: Un procedimiento para la fabricación de contenedores flexibles del tipo que comprenden una base inferior y cuatro caras laterales que comprende suministrar una banda plisada […]
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad, del 5 de Octubre de 2016, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase (20a, 20b, 20d) de película flexible que tiene un fijador de cierre reutilizable adhesivo, que comprende: un sustrato de película […]
Envasado de cierre reutilizable que usa un fijador adhesivo de baja pegajosidad, del 14 de Septiembre de 2016, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase (20c) que comprende: una película flexible que define una cavidad de contenido interior y que tiene un primer par de partes de borde opuestas que […]
Envase con cierre reutilizable mediante un fijador adhesivo de baja adhesión, del 8 de Abril de 2015, de INTERCONTINENTAL GREAT BRANDS LLC: Un envase de película flexible que tiene un fijador de cierre reutilizable basado en adhesivo, que comprende: un sustrato de película flexible que […]
 Método para producir embalajes múltiples, y embalaje correspondiente, del 7 de Agosto de 2013, de SOREMARTEC S.A.: Un método para hacer un embalaje múltiple que comprende un primer envoltorio de envasado horizontal y un segundo envoltorio de envasado horizontal ,
en […]
Método para producir embalajes múltiples, y embalaje correspondiente, del 7 de Agosto de 2013, de SOREMARTEC S.A.: Un método para hacer un embalaje múltiple que comprende un primer envoltorio de envasado horizontal y un segundo envoltorio de envasado horizontal ,
en […]
Películas multicapa, del 25 de Febrero de 2013, de ARROW COATED PRODUCTS LIMITED: Una película recubierta de barrera multicapa que comprende: i) al menos una capa de película polimérica soluble en agua, y ii) un recubrimiento de barrera en al menos […]
 BOLSA DE CONGELACION, del 13 de Noviembre de 2009, de MAM BABYARTIKEL GESELLSCHAFT M.B.H.: Bolsa de congelación para leche materna para la recogida y la conservación de leche materna con un orificio de llenado, poseyendo el orificio […]
BOLSA DE CONGELACION, del 13 de Noviembre de 2009, de MAM BABYARTIKEL GESELLSCHAFT M.B.H.: Bolsa de congelación para leche materna para la recogida y la conservación de leche materna con un orificio de llenado, poseyendo el orificio […]