Método de producción de una cubierta de neumático.
Método de producir una cubierta de neumático (1) que tiene un par de protectores de desgaste de caucho (21)que están dispuestos en el exterior,
en la dirección de la anchura, de cada uno de los núcleos de talón (13)bloqueando ambos extremos de una carcasa (12) y que están tintados en un primer color, y un par de costados queestán dispuestos de manera adyacente en el exterior, en una dirección radial, de cada uno de los protectores dedesgaste de caucho (21) y que están tintados también en el primer color, estando al menos uno de los costadosprovisto de una porción de caucho que se muestra como letras o un patrón de un segundo color, comprendiendo elmétodo:
un paso de adhesión de CG en el que un caucho de protector de desgaste (21) se aplica enrollando en espiral unacinta de caucho sobre una base (15) consistente en miembros que incluyen dicha carcasa y dicho núcleo de talón;un paso de adhesión de SG del primer color en el que se aplica un caucho de costado (22) del primer colorenrollando en espiral una cinta de caucho en una posición sobre la base espaciada de la posición en la que seadhiere el caucho de protector de desgaste; un paso de adhesión de SG del segundo color en el que un caucho decostado (23) del segundo color se aplica enrollando en espiral una cinta de caucho entre la posición de adhesión decaucho de protector de desgaste y la posición de adhesión de caucho de costado del primer color; un paso deadhesión de caucho de cobertura del primer color en el que un caucho de cobertura (24) del primer color se aplicasobre toda la superficie del caucho de costado del segundo color; un paso de vulcanización en el que se vulcaniza lacubierta del neumático en un molde que tiene una porción cóncava correspondiente a la letra o patrón del segundocolor; y un paso de tintado en el segundo color en el que se permite que aparezcan la letra o el patrón del segundocolor retirando al menos una parte de una porción convexa de una cubierta de neumático correspondiente a laporción cóncava de dicho molde;
en el que en caso de que se adhieran dichos cauchos de protector de desgaste (21) y los cauchos de costado (23)del segundo color, dichos cauchos de protector de desgaste (21) y dichos cauchos de costado (23) del segundocolor se aplican de modo que sean adyacentes uno a otro,
en el que el paso de adhesión de SG del segundo color se implementa después del paso de adhesión de CG y elpaso de adhesión de SG del primer color; y
en el que se implementa un paso de adhesión de caucho de cobertura del segundo color, en el que un caucho decobertura (27) del segundo color se aplica en el exterior del caucho de costado (23) del segundo color, después delpaso de adhesión de SG del segundo color y antes del paso de adhesión de caucho de cobertura del primer color.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/020230.
Solicitante: BRIDGESTONE CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME, CHUO-KU TOKYO 104-8340 JAPON.
Inventor/es: OHSUMIMOTO,HIROKI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D30/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Colocación de capas; Guiado o estirado de las capas durante su aplicación.
- B29D30/72 B29D 30/00 […] › Flancos de neumático.
PDF original: ES-2424357_T3.pdf
Fragmento de la descripción:
Método de producción de una cubierta de neumático La presente invención se refiere a un método de producción de una cubierta de neumático que tiene un par de protectores de desgaste de caucho que están dispuestos en el exterior, en la dirección de la anchura, de cada uno de los núcleos de talón bloqueando ambos extremos de una carcasa y que están tintados en un primer color, y un par de costados que están dispuestos de manera adyacente en el exterior, en una dirección radial, de cada uno de los protectores de desgaste de caucho y que están tintados también en el primer color, estando al menos uno de los costados provisto de una porción de caucho que se muestra como letras o un patrón de un segundo color, y se refiere especialmente a un método capaz de mejorar la eficiencia de fabricación.
A fin de conseguir una alta precisión de formas de cubiertas de neumáticos producto y de dimensiones de sus miembros, se ha propuesto un método de producción de cubiertas de neumáticos en cuyo método se construye una cubierta de neumático cruda aplicando miembros componentes de cubierta de neumático en el exterior de una base que se asegura sobre un núcleo rígido o un tambor de construcción y que consta de miembros que incluyen una carcasa y un núcleo de talón, y la cubierta de neumático cruda se vulcaniza a continuación. En este método, entre los miembros componentes de cubierta de neumático, se adhieren miembros de caucho enrollando múltiples veces una cinta de caucho consecutiva. Según este método, en comparación con un caso en el que un caucho que tenga una sección transversal correspondiente a una sección transversal de los miembros en la cubierta de neumático producto se enrolle sólo una vez para formar el miembro de caucho, ya no es necesario extruir un miembro de caucho con una sección transversal mayor de modo que pueda reducirse de tamaño una máquina de extrusión y, además, una cinta de caucho extruida en la máquina de extrusión reducida de tamaño pueda enrollarse directamente sobre un miembro de carcasa toroidal para proporcionar así una gran cantidad de material intermedio de los miembros necesario convencionalmente para producir otros tipos de cubiertas de neumáticos.
Además, incluso en el caso de que se construyan cubiertas de neumáticos crudas de diferentes tamaños, pueden formarse miembros que tengan diferentes secciones transversales utilizando cintas de caucho que tengan idéntica forma en sección transversal y cambiando solamente el número de veces y/o posiciones de enrollamiento de las cintas de caucho, de modo que el método tenga una característica consistente en que puedan construirse continuamente cubiertas de neumáticos crudas de diferentes tamaños.
Además, en cubiertas de neumáticos que constan de miembros de caucho formados enrollando múltiples veces de esta manera cintas de caucho, cada miembro no tiene una junta que se extienda en toda la anchura del miembro y, por tanto, puede conseguirse alta calidad en términos de uniformidad y equilibrio de la cubierta de neumático.
Sobre la base de los antecedentes arriba mencionados, se propone un método de producir una cubierta de neumático que tenga una letra o patrón de un color diferente al color de los alrededores en al menos uno de las costados (denominada en lo que sigue “cubierta de neumático de color”) , en donde un miembro de caucho se adhiere enrollando cintas de caucho en espiral (véase, por ejemplo, el documento WO 2004/037524) .
La figura 1 muestra vistas en perspectiva que ilustran un ejemplo de las cubiertas de neumáticos de color anteriormente mencionadas. La cubierta de neumático 1 mostrada en la figura 1 (a) es una cubierta de neumático provista, en un costado, de una línea anular 2 como una clase de patrón y, mientras la porción circundante 3 está tintada en el primer color, la línea 2 está tintada en el segundo color. En general, se utilizan blanco y negro como los colores primero y segundo, respectivamente, y estos colores pueden obtenerse formulando un agente colorante para formar un caucho que quede al descubierto en la superficie de la cubierta de neumático.
La cubierta de neumático 1A mostrada en la figura 1 (b) es un ejemplo en el que unas letras 4 del segundo color están indicadas en la porción circundante 5 tintada en el primer color.
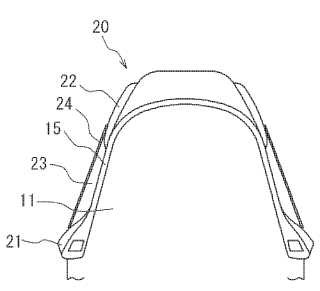
Las figuras 2 y 3 muestran secciones de cubiertas de neumáticos secuenciancialmente en el proceso de construir la cubierta de neumático de color ejemplificada en las figuras 1 (a) y 1 (b) enrollando un cinta de caucho en espiral para aplicar un miembro de caucho tal como un caucho de protector de desgaste y un caucho de costado según el método convencional. En este método, se forma en primer lugar una base 15 aplicando una carcasa 12, ambos núcleos de talón 13 y una banda de rodadura 14, así como miembros componentes de cubierta de neumático tales como un forro interior y cinturones sobre un cuerpo de núcleo 11 que consta de un tambor de construcción o un núcleo rígido y tiene una forma exterior aproximada a la superficie interior de una cubierta de neumático producto. A continuación, como se muestra en la figura 2 (a) , una cinta de caucho 81 se enrolla en espiral para aplicar un caucho de protector de desgaste 91.
A continuación, como se muestra en la figura 2 (b) , unos cauchos 92A, 92B de costado del primer color se aplican respectivamente sobre la base 15 enrollando la cinta de caucho en espiral. En esta ocasión, un caucho de costado 92A del primer color se dispone adyacente al caucho 91 de protector de desgaste y radialmente en el exterior de éste, mientras que el otro caucho 92B de costado del primer color se dispone de modo que esté espaciado del caucho 92A de costado y constituya el lado radialmente exterior del costado.
A continuación, como se muestra en la figura 2 (c) , la cinta de caucho se enrolla en espiral para rellenar el área formada entre los cauchos 92A y 92B de costado, de modo que se adhiera un caucho 93 de costado tintado en el segundo color.
Como se muestra en la figura 3 (a) , un caucho 94 de cobertura del primer color se aplica entonces disponiendo, por ejemplo en círculo, una lámina una vez para cubrir al menos el caucho 93 de costado del segundo color a fin de construir así una cubierta de neumático cruda 90.
La cubierta de neumático cruda 90 se vulcaniza a continuación en un molde que tiene una porción cóncava correspondiente a una porción deseada a mostrar como una letra o un patrón del segundo color. La figura 3 (b) muestra una sección de una cubierta de neumático 90A que se extrae del molde después de la vulcanización. En esta cubierta de neumático 90A, toda la superficie está cubierta por el primer color, mientras que una porción deseada a mostrar como una letra o patrón del segundo color es conformada como una porción convexa 96 por la porción cóncava del molde.
El siguiente paso es un paso de retirar una porción superior de la porción convexa 96 en cuyo paso el caucho 94 de cobertura delgada del primer color que cubre la superficie se retira para mostrar la porción 93a de caucho de costado del segundo color que se oculta debajo del caucho 94 de cobertura. Este paso permite mostrar una letra y/o un patrón del segundo color en una forma deseada.
Se hace notar que el caucho de protector de desgaste 91, los cauchos 92A, 92B de costado y el caucho 93 de costado en las figuras 2 y 3 se forman enrollando una cinta de caucho pero la cinta de caucho se ilustra sólo en lo requerido para la finalidad de dibujar simplemente fronteras entre cada uno de los cauchos en las figuras 2 y 3.
Sin embargo, cuando se construye una cubierta de neumático de color según el método anteriormente mencionado, se han encontrado los problemas descritos a continuación. Es decir, en la vista en sección transversal, unas protuberancias formadas por diferentes miembros de caucho así como unas protuberancias que acompañan los solapamientos de las cintas de caucho se concentran en un área circundante del caucho 92A de costado del primer color, de modo que el aire tiene propensión a acumularse en esta área, lo que puede provocar una separación entre las capas de caucho. Especialmente, cuando aparece una protuberancia en la frontera entre los miembros de caucho de diferentes colores, los miembros de caucho no pueden contactar uniformemente con la superficie interior del molde durante la vulcanización de modo que es probable que provoque una apariencia defectuosa, es decir, los denominados desnudos laterales que producen arrugas en la superficie del costado.
Además, la adhesión del caucho de costado puede conseguirse enrollando una clase de cinta de caucho continuamente y en espiral sobre toda el área a adherir si la cubierta de... [Seguir leyendo]
Reivindicaciones:
1. Método de producir una cubierta de neumático (1) que tiene un par de protectores de desgaste de caucho (21) que están dispuestos en el exterior, en la dirección de la anchura, de cada uno de los núcleos de talón (13) bloqueando ambos extremos de una carcasa (12) y que están tintados en un primer color, y un par de costados que están dispuestos de manera adyacente en el exterior, en una dirección radial, de cada uno de los protectores de desgaste de caucho (21) y que están tintados también en el primer color, estando al menos uno de los costados provisto de una porción de caucho que se muestra como letras o un patrón de un segundo color, comprendiendo el método:
un paso de adhesión de CG en el que un caucho de protector de desgaste (21) se aplica enrollando en espiral una cinta de caucho sobre una base (15) consistente en miembros que incluyen dicha carcasa y dicho núcleo de talón; un paso de adhesión de SG del primer color en el que se aplica un caucho de costado (22) del primer color enrollando en espiral una cinta de caucho en una posición sobre la base espaciada de la posición en la que se adhiere el caucho de protector de desgaste; un paso de adhesión de SG del segundo color en el que un caucho de costado (23) del segundo color se aplica enrollando en espiral una cinta de caucho entre la posición de adhesión de caucho de protector de desgaste y la posición de adhesión de caucho de costado del primer color; un paso de adhesión de caucho de cobertura del primer color en el que un caucho de cobertura (24) del primer color se aplica sobre toda la superficie del caucho de costado del segundo color; un paso de vulcanización en el que se vulcaniza la cubierta del neumático en un molde que tiene una porción cóncava correspondiente a la letra o patrón del segundo color; y un paso de tintado en el segundo color en el que se permite que aparezcan la letra o el patrón del segundo color retirando al menos una parte de una porción convexa de una cubierta de neumático correspondiente a la porción cóncava de dicho molde;
en el que en caso de que se adhieran dichos cauchos de protector de desgaste (21) y los cauchos de costado (23) del segundo color, dichos cauchos de protector de desgaste (21) y dichos cauchos de costado (23) del segundo color se aplican de modo que sean adyacentes uno a otro,
en el que el paso de adhesión de SG del segundo color se implementa después del paso de adhesión de CG y el paso de adhesión de SG del primer color; y
en el que se implementa un paso de adhesión de caucho de cobertura del segundo color, en el que un caucho de cobertura (27) del segundo color se aplica en el exterior del caucho de costado (23) del segundo color, después del paso de adhesión de SG del segundo color y antes del paso de adhesión de caucho de cobertura del primer color.
2. Método de producir una cubierta de neumático según la reivindicación 1, en el que el espesor del caucho de cobertura (27) del segundo color es mayor que el espesor de la cinta de caucho para el caucho de costado del segundo color.
3. Método de producir una cubierta de neumático según la reivindicación 2, en el que cada uno de los cauchos de cobertura (24, 27) de los colores primero y segundo es un caucho laminar.
4. Método de producir una cubierta de neumático según la reivindicación 3, en el que dicho caucho laminar es un caucho de asiento empalmado en el que las caras laterales de múltiples cintas de caucho (29) se unen una con otra.
Patentes similares o relacionadas:
Herramienta de validación y procedimiento para validar un equipo óptico, del 17 de Julio de 2019, de VMI Holland B.V: Herramienta de validación para validar un equipo óptico que se utiliza para medir una pluralidad de características de uno o más componentes […]
 Tira de portadores de resistencia para un estrato de portadores de resistencia para productos elastómeros, especialmente para neumáticos de vehículo, así como estrato de portadores de resistencia y neumático de vehículo, del 23 de Diciembre de 2015, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Tira de portadores de resistencia, adecuada para ser enrollada o bobinada con al menos dos espiras alrededor de una unidad de montaje a […]
Tira de portadores de resistencia para un estrato de portadores de resistencia para productos elastómeros, especialmente para neumáticos de vehículo, así como estrato de portadores de resistencia y neumático de vehículo, del 23 de Diciembre de 2015, de CONTINENTAL REIFEN DEUTSCHLAND GMBH: Tira de portadores de resistencia, adecuada para ser enrollada o bobinada con al menos dos espiras alrededor de una unidad de montaje a […]
Método para fabricar un miembro de caucho delgado, un rodillo para caucho y método para laminar un caucho, del 7 de Mayo de 2014, de BRIDGESTONE CORPORATION: Una matriz de rodillos para caucho, para formar secuencialmente una tira de caucho alargada, comprendiendo la matriz de rodillos […]
DISPOSITIVO DE PEGADO DE ELEMENTOS DE CAUCHO., del 16 de Marzo de 2007, de BRIDGESTONE CORPORATION: Dispositivo de pegado de elementos de caucho para manipular una lámina de caucho, caracterizado por: un primer elemento de alojamiento de lámina que incluye […]
PRODUCCION DE UN CUERPO DE CAUCHO CONFORMADO., del 1 de Marzo de 2007, de BRIDGESTONE CORPORATION: Método para producir un cuerpo de caucho conformado extrusionando una tira de caucho mediante un sistema de extrusión de desplazamiento positivo […]
METODO DE FABRICACION DE CUBIERTAS NEUMATICAS., del 1 de Agosto de 2006, de BRIDGESTONE CORPORATION: Método de fabricación de una cubierta neumática en el que se forma al menos una clase de elemento constitutivo de la cubierta sobre un lado periférico […]
DISPOSITIVO PARA ALMACENAR Y TRNASFERIR PRODUCTOS EN BANDA CON VISTAS A SU USO PARA LA FABRICACION DE UNA CUBIERTA DE NEUMATICO., del 16 de Mayo de 2006, de SOCIETE DE TECHNOLOGIE MICHELIN MICHELIN RECHERCHE ET TECHNIQUE S.A.: Dispositivo de almacenamiento y transferencia de tramos (P) de banda de productos de caucho destinados a la fabricación de una cubierta de neumático, […]
MÉTODO DE FABRICACIÓN DE UN NEUMÁTICO RADIAL PARA UN VEHÍCULO DE CONSTRUCCIÓN, del 24 de Octubre de 2011, de THE YOKOHAMA RUBBER CO., LTD.: Un método de fabricación de un neumático radial (T) para un vehículo de construcción, que tiene una etapa de preparación de bandas para preparar una capa de una capa de la […]