Procedimiento para eliminar curvaturas transversales de bandas metálicas.
Procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento que ha de ser recorrido por la banda metálica,
en el que se captan las curvaturas transversales en una zona de la línea de proceso de bandas y se eliminan únicamente las curvaturas transversales por medio de al menos un rodillo de corrección ajustable en su profundidad de penetración, y en el que la eliminación de las curvaturas transversales se efectúa en una zona de la línea de proceso de bandas situada inmediatamente delante del equipo de tratamiento de bandas.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02004606.
Solicitante: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: MERCATORSTRASSE 74-78 D-47051 DUISBURG ALEMANIA.
Inventor/es: NOE, ROLF, DIPL.-ING., NOE, ANDREAS, DR. MONT., DIPL.-ING..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 1/00 Enderezado, restauración de la forma o eliminación de las distorsiones locales de las chapas u objetos determinados hechos a partir de las chapas (B21D 3/00 tiene prioridad ); Estirado de hojas metálicas combinado con laminado. › por medio de rodillos troqueladores (B21D 1/06 tiene prioridad).
- B21D1/05 B21D 1/00 […] › Estirado y laminado combinados.
PDF original: ES-2315323_T3.pdf
Fragmento de la descripción:
Instalación de tratamiento de bandas para enderezar bandas metálicas.
Procedimiento y dispositivo para eliminar curvaturas transversales de bandas metálicas.
La invención concierne a un procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento de bandas que ha de ser recorrido por la banda metálica, en el que se captan las curvaturas transversales en una zona de la línea del proceso de bandas y se eliminan éstas por medio de un rodillo de corrección ajustable en su profundidad de penetración.
Es conocido un procedimiento de esta clase para eliminar curvaturas transversales en bandas metálicas que son estiradas-curvadas-enderezadas y/o alargadas por tracción en el curso de un enderezamiento continuo en una línea de proceso de bandas, en donde se capta la curvatura transversal a continuación del estirado-curvado-enderezamiento y/o del alargamiento por tracción en una zona de la línea del proceso de bandas con una tracción de bandas sensiblemente más baja que la aplicada en la zona de estirado-curvado-enderezamiento y/o alargamiento por tracción, y se arregla dicha curvatura por medio de un rodillo de corrección ajustable en su profundidad de penetración (véase el documento DE 43 23 385 C1). Sin embargo, existen casos en los que dentro de una línea de proceso de bandas la banda metálica tiene que estar tan sólo ampliamente exenta de curvatura transversal pero no tiene que ser idealmente plana ni, como consecuencia, ha de estar también libre de ondulaciones y/o encorvaduras de la banda a modo de cimitarras. Si, por ejemplo, una banda metálica recorre un horno de recocido vertical en una línea de recocido brillante para bandas de acero fino con tracción reducida de la banda, la banda metálica puede rozar con el lado interior del horno de recocido cuando presenta una curvatura transversal demasiado grande. El resultado de esto son daños no deseados en la superficie de la banda. En tal caso, las ondulaciones y/o cimitarras de la banda son en general tan pequeñas que no son de temer daños ocasionados por ellas en la superficie de la banda. Por tanto, en tal caso basta con eliminar en grado suficiente únicamente la curvatura transversal, pero no corregir las ondulaciones y/o cimitarras eventualmente existentes en la banda. En otro caso, se puede tratar de una línea de proceso de bandas con varios equipos de tratamiento de bandas, uno de los primeros de los cuales es un equipo de estirado-curvado-enderezamiento y/o de alargamiento por tracción con corrección pospuesta de la curvatura transversal. Si, por ejemplo, detrás del equipo de estirado-curvado-enderezamiento y/o de alargamiento por tracción sigue un horno de recocido con una zona de refrigeración, la banda metálica puede ser nuevamente no plana después de la refrigeración y estar afectada en particular de una curvatura transversal. El siguiente equipo de tratamiento de la banda puede consistir en un sistema de decapado que requiera la circulación de una banda metálica suficientemente exenta de curvatura transversal. Se podría pensar ciertamente en prever a continuación del sistema de decapado un segundo equipo de estirado-curvado-enderezamiento y/o de alargamiento por tracción, pero esto es relativamente complicado no sólo en el aspecto técnico de la instalación y también por motivos de costes, sino que frecuentemente no está disponible tampoco ni siquiera el espacio suficiente para este segundo equipo de estirado-curvado-enderezamiento y/o de alargamiento por tracción. Otro caso son líneas de decapado para bandas metálicas gruesas de, por ejemplo, acero al carbono o acero fino. Si la banda metálica tiene una curvatura transversal al recorrer el sistema de decapado, los cantos de la banda pueden cortar entonces en rodillo de desviación y eventualmente rodillos de aplastamiento allí existentes y pueden dañar el revestimiento de su superficie. Es frecuente que tampoco aquí se pueda justificar la inversión en una instalación de estirado-curvado-enderezamiento o una instalación de alargamiento por tracción. No obstante, se preferiría disponer de una banda metálica suficientemente pobre en curvatura transversal para evitar daños en los rodillos.
La invención se basa en el problema de indicar un procedimiento de la clase genérica expuesta, según el cual se puedan eliminar curvaturas transversales en bandas metálicas de una manera que ahorre elementos de instalación y espacio y que sea también barata, de tal modo que no sean de temer daños para la banda en equipos subsiguientes de tratamiento de la banda. Además, se pretende crear un dispositivo adecuado para la realización de este procedimiento que se caracterice por una construcción sencilla y funcionalmente correcta.
Para resolver este problema, la invención aporta la enseñanza de un procedimiento según la reivindicación 1. Cuando la banda metálica correspondiente está curvada transversalmente tan sólo en una dirección, es suficiente un único rodillo de corrección que genere un contracurvado semiplástico. Cuando la banda metálica correspondiente está curvada transversalmente en ambas direcciones, por ejemplo en forma de protuberancias o de cubetas, la invención recomienda que la eliminación de estas curvaturas transversales se realice por medio de rodillos de corrección asociados a cada lado de la banda y, como consecuencia, por medio de dos rodillos de corrección. Cuando las bandas metálicas son suficientemente constantes en su comportamiento de curvatura transversal, se puede establecer por vía visual para una banda metálica de calidad determinada un ajuste del rodillo de corrección (o rodillos de corrección) que sea adecuado para la eliminación de las curvaturas transversales, y se puede archivar entonces este ajuste. Cada vez que una banda metálica de la misma calidad circule nuevamente por la línea de tratamiento de bandas, se puede ajustar el rodillo de corrección al valor archivado y éste genera entonces una banda metálica suficientemente pobre en curvatura transversal antes de la entrada de la misma en el equipo subsiguiente de tratamiento de bandas. Para el caso de que la curvatura transversal de las bandas metálicas sea variable, la invención recomienda que se midan las curvaturas transversales de las bandas metálicas correspondientes y se capten continuamente los valores de medida como magnitudes de regulación y se empleen éstos, después de una comparación de valor real/valor nominal para la profundidad de penetración del rodillo de corrección (o rodillos de corrección) en un circuito de regulación cerrado, para el arreglo de las curvaturas transversales. En el marco de la invención se pueden eliminar siempre también las curvaturas transversales una vez que la banda metálica correspondiente haya pasado por un equipo de tratamiento de bandas que influya negativamente sobre la situación plana de la banda. Esto rige, por ejemplo, para el caso de que la banda metálica, después de un estirado-curvado-enderezamiento o un alargamiento por tracción para eliminar curvaturas transversales, haya recorrido un lugar de tratamiento de bandas que influye nuevamente sobre la situación plana de la banda, tal como, por ejemplo, un proceso de recocido.
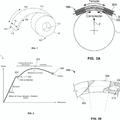
En lo que sigue se exponen otras características esenciales para la invención. Así, la invención prevé que la influencia de ondulaciones eventualmente existentes en la banda metálica sobre mediciones de la curvatura transversal sean filtradas y eliminadas por integración de los valores de medida a lo largo de un espacio de tiempo prefijado o con ayuda de la formación de un valor medio flotante. En este contexto, la invención parte del conocimiento de que la banda metálica sube y baja periódicamente como consecuencia de ondulaciones en un sitio de la anchura de la banda, concretamente en el borde de la banda en caso de ondulaciones formadas en dicho borde. Como consecuencia, se puede filtrar y eliminar la influencia sobre la medición de la curvatura transversal, a cuyo fin, por ejemplo, se pueden integrar las señales de medida a lo largo de un espacio de tiempo suficiente correspondiente a un múltiplo del período de ondulación, se promedian eventualmente entonces los valores máximos y mínimos o incluso se efectúa una formación de valor medio flotante. Asimismo, la invención prevé que se filtre y elimine la influencia de cimitarras eventualmente existentes en la banda metálica sobre las mediciones de las curvaturas transversales mediante una corrección vía cálculo de la situación oblicua de las curvaturas transversales medidas a lo largo de la anchura de la banda.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento que ha de ser recorrido por la banda metálica, en el que se captan las curvaturas transversales en una zona de la línea de proceso de bandas y se eliminan únicamente las curvaturas transversales por medio de al menos un rodillo de corrección ajustable en su profundidad de penetración, y en el que la eliminación de las curvaturas transversales se efectúa en una zona de la línea de proceso de bandas situada inmediatamente delante del equipo de tratamiento de bandas.
2. Procedimiento según la reivindicación 1, caracterizado porque, en el caso de curvaturas transversales existentes en ambos lados de la banda metálica, la eliminación de las mismas se efectúa por medio de rodillos de corrección asociados a cada lado de la banda.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se eliminan las curvaturas transversales después de que la banda metálica haya recorrido un equipo de tratamiento de bandas que influya negativamente sobre la situación plana de la banda.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque se miden las curvaturas transversales de la banda metálica y se captan continuamente los valores de medida como magnitudes de regulación y, después de una comparación de valor real/valor nominal para la profundidad de penetración del rodillo de corrección en un circuito de regulación, se utilizan dichos valores para arreglar las curvaturas transversales.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque se filtra y elimina la influencia de ondulaciones eventualmente existentes en la banda metálica sobre las mediciones de las curvaturas transversales por integración de los valores de medida a lo largo de un espacio de tiempo prefijado o con ayuda de una formación de valor medio flotante.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque se filtra y elimina la influencia de encorvaduras a manera de cimitarras eventualmente existentes en la banda metálica sobre las mediciones de las curvaturas transversales mediante una corrección vía cálculo de la situación oblicua de las curvaturas transversales medidas a lo largo de la anchura de la banda.
Patentes similares o relacionadas:
Dispositivo y método de aplanado de un producto metálico, del 2 de Octubre de 2019, de Primetals Technologies France SAS: Instalación de aplanado de un producto (PM) metálico en desplazamiento de tipo banda o placa que comprende: - un bastidor (B) en el que se disponen un […]
Máquina para enderezar y procedimiento para cambiar elementos de rodillos de enderezado, del 8 de Mayo de 2019, de SMS group GmbH: Máquina para enderezar para enderezar un producto semiacabado con elementos de rodillos de enderezado , con una línea de camino de rodillos que forma una sección de […]
 Métodos y aparato para determinar una posición de profundidad de caída de máquinas de acondicionamiento de material, del 20 de Febrero de 2019, de THE BRADBURY COMPANY, INC.: Método para ajustar una profundidad de caída de una niveladora que comprende:
colocar un material en banda entre un primer […]
Métodos y aparato para determinar una posición de profundidad de caída de máquinas de acondicionamiento de material, del 20 de Febrero de 2019, de THE BRADBURY COMPANY, INC.: Método para ajustar una profundidad de caída de una niveladora que comprende:
colocar un material en banda entre un primer […]
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende: una pluralidad de cilindros de trabajo para procesar un material en banda continua ; un primer […]
 Aparato de enderezamiento, del 2 de Febrero de 2016, de Zimco Group (Proprietary) Limited: Un aparato de enderezamiento de ánodo de aleación de plomo incluyendo:
al menos una mordaza (21.1, 21.2, 22.1, 22.2, 41.1, 41.2, 42.1, 42.2, […]
Aparato de enderezamiento, del 2 de Febrero de 2016, de Zimco Group (Proprietary) Limited: Un aparato de enderezamiento de ánodo de aleación de plomo incluyendo:
al menos una mordaza (21.1, 21.2, 22.1, 22.2, 41.1, 41.2, 42.1, 42.2, […]
 Aparato para cambiar rodillos de una máquina de enderezamiento, del 13 de Enero de 2016, de Primetals Technologies Italy S.R.L: Aparato para cambiar rodillos de una máquina de enderezamiento, dicha máquina de enderezamiento comprende una pluralidad de ejes (11, 11') de rodillo […]
Aparato para cambiar rodillos de una máquina de enderezamiento, del 13 de Enero de 2016, de Primetals Technologies Italy S.R.L: Aparato para cambiar rodillos de una máquina de enderezamiento, dicha máquina de enderezamiento comprende una pluralidad de ejes (11, 11') de rodillo […]
Aparato y métodos para aumentar la eficiencia de sistemas de formación de perfiles por medio de rodillos y de nivelación, del 1 de Abril de 2015, de THE BRADBURY COMPANY, INC.: Un aparato de procesamiento de material en tiras que comprende: un primer sistema de unidad de accionamiento para accionar un primer rodillo de trabajo […]
 Dispositivo de giro de un equipo de aplanado, y un equipo de aplanado adaptado a cooperar con dicho dispositivo, del 25 de Noviembre de 2013, de SIEMENS VAI METALS TECHNOLOGIES SAS: Dispositivo de giro de un equipo de aplanado , el equipo de aplanado consta de una pluralidad de rodillos espaciados unos de los otros y montados rotativos sobre […]
Dispositivo de giro de un equipo de aplanado, y un equipo de aplanado adaptado a cooperar con dicho dispositivo, del 25 de Noviembre de 2013, de SIEMENS VAI METALS TECHNOLOGIES SAS: Dispositivo de giro de un equipo de aplanado , el equipo de aplanado consta de una pluralidad de rodillos espaciados unos de los otros y montados rotativos sobre […]