13 inventos, patentes y modelos de NOE, ROLF, DIPL.-ING.
Procedimiento para eliminar curvaturas transversales de bandas metálicas.
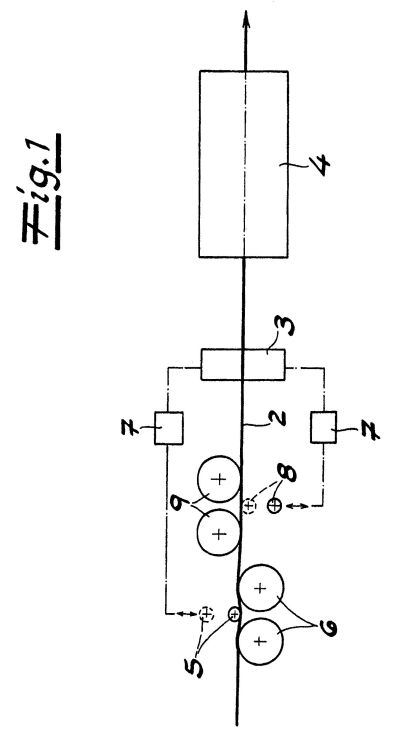
(04/09/2013) Procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento que ha de ser recorrido por la banda metálica, en el que se captan las curvaturas transversales en una zona de la línea de proceso de bandas y se eliminan únicamente las curvaturas transversales por medio de al menos un rodillo de corrección ajustable en su profundidad de penetración, y en el que la eliminación de las curvaturas transversales se efectúa en una zona de la línea de proceso de bandas situada inmediatamente delante del equipo de tratamiento de bandas.
INSTALACION DE TRATAMIENTO DE BANDAS PARA ENFEREZAR BANDAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2009). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21D1/02, B21D1/05.
Procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento que ha de ser recorrido por la banda metálica, en el que se captan las curvaturas transversales en una zona de la línea de proceso de bandas y se eliminan únicamente las curvaturas transversales por medio de al menos un rodillo de corrección ajustable en su profundidad de penetración, y en el que la eliminación de las curvaturas transversales se efectúa en una zona de la línea de proceso de bandas situada inmediatamente delante del equipo de tratamiento de bandas.
INSTALACION DE TRATAMIENTO DE BANDAS PARA ENDEREZAR BANDAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2008). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21B1/28, B21D1/05, B21B39/08.
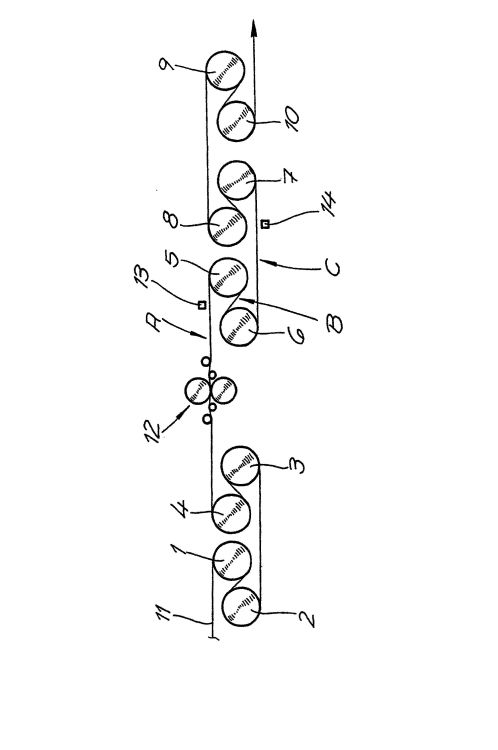
Instalación de tratamiento de bandas para enderezar bandas metálicas , especialmente bandas de acero fino inoxidable, que comprende un bastidor de acabado y al menos un par de rodillos de estiramiento por tracción pospuestos directamente al bastidor de acabado y constituidos por al menos dos rodillos tensores , caracterizada porque entre el bastidor de acabado y el primer rodillo tensor del par de rodillos de estiramiento por tracción está materializada una zona de preestiramiento (A) y entre el primer rodillo tensor y el segundo rodillo tensor del par de rodillos de estiramiento por tracción está materializada al menos una primera zona de reestiramiento (B).
INSTALACION DE ESTIRADO POR TRACCION PARA BANDAS DE ACERO Y DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2007). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21D1/05.
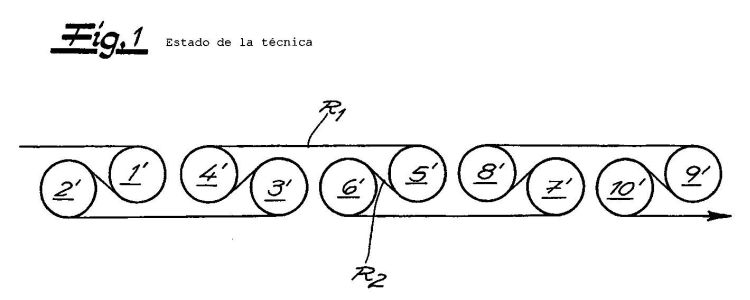
Instalación de estirado por tracción para bandas de acero y de metal, especialmente en el intervalo de espesor de 0, 1 a 4 mm, con un juego de rodillos de frenado (rodillos 1 - 4) que, en combinación con el rodillo accionado , forma un primer trayecto de estirado o zona de estirado, y con un juego de rodillos de tracción (rodillos 6 - 9)que forma con el rodillo accionado un segundo trayecto de estirado o zona de estirado, caracterizada porque la longitud de los trayectos o zonas de estirado primero y segundo asciende en cada caso a al menos 0, 5 veces la anchura máxima de la banda.
PROCEDIMIENTO PARA LA MEDICION SIN CONTACTO DE LA PLANEIDAD DE BANDAS METALICAS DE MATERIALES FERROMAGNETICOS.
(01/04/2007) Procedimiento para la medición sin contacto de la planeidad de bandas metálicas de materiales ferromagnéticos en el curso de la pasada de líneas de proceso de la banda o de trenes de laminación en frío, de acuerdo con el cual - se magnetiza la banda de material respectiva en un campo magnético de un excitador alimentado con una corriente alterna, siendo controlada la curva de histéresis de la banda metálica con la frecuencia de la corriente alterna, - se detecta la intensidad del campo magnético tangencial generada a través del excitador con la ayuda de un sensor de la intensidad del campo magnético durante el control de la curva de histéresis, en el que: - durante el control de la curva de histéresis se deriva una señal, cuyo desarrollo…
PROCEDIMIENTO PARA REBORDEAR BANDAS, ESPECIALMENTE BANDAS METALICAS LAMINADAS EN CALIENTE.
(16/11/2006) Procedimiento para el rebordeado de bandas, especialmente de bandas metálicas laminadas en caliente en una cizalla de rebordear con cabezas de corte que se pueden desplazar a ambos lados de la banda respectiva y con una unidad de regulación del centro de la banda que se puede colocar delante de la cizalla de rebordear, en el que la posición de los cantos de la banda y, dado el caso, la anchura de la banda que entra en la cizalla de rebordear es medida inmediatamente delante de las cabezas de corte o de sus cuchillas de corte por decirlo así en la cizalla de rebordear, en el que la unidad de regulación del centro de la banda coloca la banda antes, durante o después del encaje de las cuchillas de corte para…
PROCEDIMIENTO PARA EL ESTIRADO CONTINUO POR TRACCION DE BANDAS METALICAS E INSTALACION DE ESTIRADO POR TRACCION.
(16/05/2006) Procedimiento para el estirado continuo por tracción de bandas metálicas , especialmente con un espesor de banda de 0, 05 mm a 1, 5 mm, según el cual la respectiva banda recorre un juego de rodillos de frenado y un juego de rodillos de tracción y es sometida entre ambos juegos de rodillos a una tracción de alargamiento en el curso de su estirado en el dominio plástico, caracterizado porque la banda recorre entre los dos juegos de rodillos una zona de estirado (I) del lado de entrada entre dos rodillos de estirado por tracción de un par de rodillos de estirado por tracción del lado de entrada, una zona de estirado (III) del lado de salida entre dos rodillos de estirado por tracción de un par de rodillos de estirado por tracción del lado de salida y una zona de estirado central…
PROCEDIMIENTO Y DISPOSITIVO PARA LA MEDICION DE LA PLANEIDAD DE BANDAS.
(16/07/2004) Medición de la planicidad de bandas de metal que pasan por una planta de tratamiento de bandas o laminador, mediante la aplicación de una fuerza de tensión y banda de detección de irregularidades. La fuerza frontal de tensión (Fz) se reduce antes y/o en la región de medida (M) para ser capaz de excluir errores causados por la tensión frontal durante las medidas de la cualidad de plano. El proceso para medir la cualidad de plano de bandas de metal durante el transcurso de una pasada de la banda a través de una planta de tratamiento de bandas o un laminador comprende la aplicación de una fuerza de tensión (Fz) preescrita a la banda…
PROCEDIMIENTO Y DISPOSITIVO PARA LIMPIAR CILINDROS Y/O RODILLOS EN INSTALACIONES DE FUNDICION DE BANDA, TRENES DE LAMINACION Y/O LINEAS DE PROCESAMIENTO DE BANDAS, ESPECIALMENTE TRENES ENDEREZADORES DE LAMINACION O TRENES DE RELAMINACION SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2004). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH THYSSENKRUPP STAHL AG. Clasificación: B21B28/04.
Procedimiento para limpiar cilindros (1; 1a, 1b) y/o rodillos en instalaciones de fundición de banda, trenes de laminación y/o líneas de procesamiento de bandas, especialmente trenes enderezadores de laminación o trenes de relaminación similares, para la generación y/o el tratamiento de bandas metálicas (M), de acuerdo con el cual - los cilindros (1; 1a, 1b) y/o rodillos son impulsados, respectivamente, por medio de al menos una tobera de limpieza con líquido de limpieza, cuya distancia (A) con respecto a la envolvente del cilindro (1; 1a, 1b) o del rodillo se ajusta o regula a una medida predeterminada respectiva, y de acuerdo con el cual - y la tobera de limpieza se desplaza en vaivén a lo largo del cilindro (1; 1a, 1b) o rodillo respectivo, a una velocidad de paso ajustada o regulada en función de la velocidad de la banda y/o del material de la banda y/o de la superficie de la banda.
PROCEDIMIENTO PARA REDUCIR LA LONGITUD DE LA CHATARRA AL LAMINAR BANDAS METALICAS UNIDAS POR MEDIO DE COSTURAS DE SOLDADURA Y TREN TANDEM PARA REALIZAR EL PROCEDIMIENTO.
(16/03/2004) Procedimiento para reducir la longitud de la chata rra al laminar bandas metálicas unidas por medio de costuras de soldadura , especialmente al laminar en frío bandas de acero fino austenítico y ferrítico, en un tren tándem continuo con al menos dos cajas de laminación , según el cual - se detiene, o se transporta en marcha muy lenta, la costura de soldadura correspondiente delante de la primera caja de laminación , mientras que la segunda caja de laminación sigue laminando la banda metálica (7b) adelantada con respecto a la costura de soldadura y recibe la banda metálica - a seguir laminando - de un acumulador de banda dispuesto entre ambas cajas de laminación , - se abre la primera caja de laminación y se trans porta la costura de soldadura a través de la primera caja de laminación , - a continuación,…
PROCEDIMIENTO PARA LA FABRICACION DE UNA CINTA LAMINADA EN FRIO EN CONTINUO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/12/2003). Solicitante/s: KERAMCHEMIE GMBH BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: C23G1/08, B21B45/06, C23G3/02.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PLANCHA LAMINADA EN FRIO A PARTIR DE UN ACERO FINO INOXIDABLE AUSTENITICO O FERRITICO O DE UNA ALEACION DE TITANIO, MEDIANTE EL CUAL Y EN UN PROCESO CONTINUO UNA CHAPA FABRICADA POR LAMINADO EN CALIENTE O POR UN PROCEDIMIENTO DE COLADA Y ENROLLADA, SE DESENROLLA Y SI ES NECESARIO SE DECAPA MECANICAMENTE, DESPUES DE REALIZA UN PREDECAPADO QUIMICO Y/O ELECTROQUIMICO, A CONTINUACION SE LE HACE UN ACABADO CON UN LAMINADO EN FRIO, OPCIONALMENTE SE DESENGRASA, RECUECE, DECAPA DE NUEVO Y SI ES NECESARIO SE LE SOMETE A UN ACABADO POR LAMINACION Y UN ENDEREZADO. PARA EXCLUIR UNA LLAMADA LINEA INTEGRADA, CONSERVANDO LAS VENTAJAS CITADAS, SI HAY TODAVIA ALGUNAS MANCHAS SOBRE LA CHAPA TRATADA, QUE LA HACEN INUTIL, EL PREDECAPADO SE LLEVA A CABO CON UNA SOLUCION QUE CONTIENE ACIDO CLORHIDRICO, SULFURICO Y/O NITRICO.
PROCEDIMIENTO Y LINEA DE TRATAMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON SUPERFICIES DE LA BANDA DESCASCARILLADAS.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/02/2002). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: C21D8/02, B21D1/05, B21B45/06.
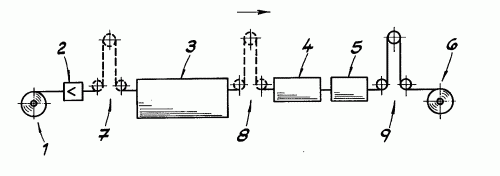
SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON UNA SUPERFICIE DESCASCARILLADA, DESPUES DE LA CUAL CADA BANDA METALICA SE RECUECE, SE ESTIRA Y SE DECAPA. EL ESTIRAMIENTO TIENE LUGAR JUSTAMENTE ANTES DEL RECOCIDO Y EL DECAPADO, JUSTO DESPUES DEL RECOCIDO, DE TAL MANERA QUE SE CONSIGUE UNA SUPERFICIE ESPECIALMENTE LIMPIA, SIN QUE SEA NECESARIO RADIACIONES Y/O CEPILLADO DE LA SUPERFICIE DE LA BANDA METALICA ANTES DEL DECAPADO.
PROCEDIMIENTO PARA LA ELABORACION DE BANDAS DE ACERO LAMINADAS EN FRIO A BASE DE ACERO INOXIDABLE Y BANDAS METALICAS, EN PARTICULAR A BASE DE ALEACIONES DE TITANIO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/11/1998). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: C22F1/18, C21D8/02, B21B45/06.
SE TRATA DE UN PROCEDIMIENTO PARA LA ELABORACION DE BANDAS DE ACERO DE LAMINACION EN FRIO A BASE DE ACERO INOXIDABLE O BANDAS METALICAS, DONDE LA BANDA EN CALIENTE SE SOMETE A CHORREADO, DESPUES SE LAMINA EN FRIO Y A CONTINUACION SE SOMETE A PROCESOS DE RECOCIDO ASI COMO DECAPADO. ESTAS MEDIDAS PUEDEN SER REALIZADAS EN UNA LINEA DE TRATAMIENTO UNICA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}