Procedimiento para el enderezamiento de una banda metálica.
Procedimiento para el enderezamiento de una banda metálica (1),
en particular de una banda metálica fina conun espesor ≤ 1 mm, en el que entre el conjunto de rodillos de frenado (2) y el conjunto de rodillos de tracción (3) enal menos un grupo de roidillos de enderezamiento (4) con al menos cuatro rodillos de enderezamiento (4.1 a 4.7) secorrigen curvaturas longitudinales a través de flexión, en el que el diámetro de los rodillos de enderezamiento (4.1 a4.7) es tan grande que la banda sigue, a la tracción seleccionada de la banda, la curvatura de los rodillos deenderezamiento, y en el que la posición de los rodillos de enderezamiento (4.1 a 4.7) y, por lo tanto, la profundidadde inmersión de un rodillo de enderezamiento entre dos rodillos de enderezamiento adyacentes del grupo de rodillosde enderezamiento (4) está predeterminada fijamente, y no se modifica durante el enderezamiento de una banda ydurante el enderezamiento de bandas de diferentes espesor, caracterizado porque en la banda metálica (1) entre unconjunto de rodillos de frenado (2) y un conjunto de rodillos de tracción (3) se genera una tensión de tracción de almenos 75 % del límite de estiramiento y la banda metálica (1) es enderezada, por ejemplo, por medio de nivelaciónde la tensión y/o estiramiento de la banda, en el que el diámetro de los rodillos de estiramiento (4.1 a 4.7) dentro delgrupo de rodillos de enderezamiento (4) se incrementa de un rodillo a otro en la dirección de transporte de la banda,en el que el diámetro de los rodillos de enderezamiento (4.1 a 4.7) es al menos 500 veces el espesor de la banda aenderezar, en el que los rodillos de enderezamiento del grupo de rodillos de enderezamiento presentan un diámetrode 100 a 2000 mm
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09006260.
Solicitante: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: MERCATORSTRASSE 74-78 D-47051 DUISBURG ALEMANIA.
Inventor/es: Noé,Andreas Dipl.-Ing.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 1/00 Enderezado, restauración de la forma o eliminación de las distorsiones locales de las chapas u objetos determinados hechos a partir de las chapas (B21D 3/00 tiene prioridad ); Estirado de hojas metálicas combinado con laminado. › por medio de rodillos troqueladores (B21D 1/06 tiene prioridad).
- B21D1/05 B21D 1/00 […] › Estirado y laminado combinados.
PDF original: ES-2434225_T3.pdf
Fragmento de la descripción:
Procedimiento para el enderezamiento de una banda metálica La invención se refiere a un procedimiento para el enderezamiento de una banda metálica, en particular de una banda metálica fina con un espesor de hasta 1 mm, en el que en la banda metálica se genera entre un conjunto de rodillos de frenado y un conjunto de rodillos de tracción una tensión de tracción de al menos 70 % del límite de estiramiento, y en el que la banda es enderezada entre el conjunto de rodillos de frenado y el conjunto de rodillos de tracción en un grupo de rodillos de enderezamiento con varios rodillos de enderezamiento. – Banda metálica significa en el marco de la invención una banda metálica fina con un espesor de 0, 02 mm a 1, 0 mm, con preferencia de 0, 05 mm a 0, 5 mm.
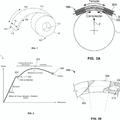
La finalidad del enderezamiento de una banda metálica es la fabricación de una banda lo más plana posible. En este caso en la práctica se distinguir, en principio, entre diferentes tipos de irregularidades de la banda. Además de las ondulaciones de la banda y de los acuchillados de la banda, que son atribuibles a diferencias de la longitud sobre la anchura de la banda, se producen con frecuencia curvaturas de la banda, distinguiéndose entre curvaturas longitudinales (Coilset) y curvaturas transversales (Crossbow) . En enderezamiento de las bandas se realiza con frecuencia empleando tracción de la banda, por ejemplo estiramiento de tracción o enderezamiento por flexión y estiramiento.
Así, por ejemplo, se conocen instalaciones de estiramiento por tracción, en las que entre un conjunto de rodillos de frenado y un conjunto de rodillos de tracción se genera una tracción alta de la banda, de manera que finalmente se alcanza la tracción de estiramiento necesaria para el estiramiento deseado. En el transcurso del proceso de estiramiento, el alargamiento plástico de la banda respectiva se obtiene a partir de la reducción del espesor de la banda y de la anchura de la banda. Así, por ejemplo, se conoce un procedimiento para el estiramiento continuo por tracción de bandas finas, especialmente de bandas metálicas de acero, aluminio o similar con un espesor de la banda entre 0, 05 y 0, 5 mm, después de lo cual se somete la banda en una pareja de rodillos estiramiento por tracción, intercalados entre el conjunto de rodillos de frenado y el conjunto de rodillos de tracción, a la tracción de estiramiento necesaria para su estiramiento en la zona plástica. Con la pareja de rodillos de estiramiento por tracción se generan en este caso desde aproximadamente el 5 % hasta el 25 % de la tracción de estiramiento para e4l estiramiento plástico y con el conjunto de rodillos de frenado y el conjunto de rodillos de tracción se consigue desde el 75 % hasta el 95 % de la tracción de estiramiento para el estiramiento elástico o bien parcialmente plástico de la banda. El diámetro de los rodillos de estiramiento de tracción es en este caso 1500 veces mayor que el espesor máximo de la banda (ver DE 39 12 676 C2) .
Con el estiramiento de tracción se pueden generar en la práctica altas planeidades y especialmente se pueden eliminar ondulaciones y acuchillados. Sin embargo, puesto que la banda circula durante el estiramiento por tracción, en general, en la zona plástica sobre el último rodillo tensor, permanecen en la bandad durante el estiramiento por tracción con frecuencia curvaturas longitudinales considerables, que corresponden al diámetro de los rodillos tensores menos la suspensión elástica de recuperación. En efecto, existe la posibilidad de eliminar esta curvatura residual longitudinal, por ejemplo, en una zona de tensión de tracción baja a través de un rodillo de corrección ajustable. Sin embargo, para bandas finas el diámetro necesario del rodillo de corrección será muy pequeño, para posibilitar todavía una contra flexión parcialmente plástica. Por lo tanto, con frecuencia es necesario el apoyo de dicho rodillo de enderezamiento de flexión y estiramiento en una caja con rodillos de apoyo contra flexión. En el caso de instalaciones de alta velocidad, tales rodillos tienden a vibraciones y pueden provocar marcas de rateo no deseada sobre la superficie de la banda. Las vibraciones se pueden amortiguar en una medida suficiente a través del empleo de un líquido de pulverización, pero entonces hay que eliminar el líquido de pulverización de nuevo en el transcurso de la limpieza de la banda, lo que va unido con costes elevados de instalaciones y de funcionamiento. Además, debe ajustarse de nuevo la posición del rodillo de corrección para cada combinación de espesor de la banda / material de la banda.
De manera alternativa, en la práctica, con frecuencia se planean las bandas en el transcurso del enderezamiento por flexión y estiramiento. En este caso, la banda se dobla alrededor de una pluralidad de rodillos de enderezamiento con diámetro pequeño y se alarga a través de la superposición de flexión y tracción de la banda plásticamente alrededor del grado de estiramiento, de manera que se eliminan (aproximadamente) las ondulaciones.
Mientras que en los primeros rodillos de estiramiento se genera esencialmente el grado de estiramiento, los últimos rodillos de enderezamiento sirven principalmente para la corrección de la curvatura. En los primeros rodillos de enderezamiento, en función de la tracción de la banda, el diámetro de los rodillos y el ángulo de arrollamiento, la banda adopta o no el diámetro de los rodillos. Sin embargo, en los últimos rodillos de enderezamiento, no se adoptan los diámetros de los rodillos, puesto que para diferentes bandas deben ajustarse en cada caso radios de curvatura óptimos sobre el ángulo de arrollamiento. Por este motivo, para diferentes bandas se ajustan de forma diferente los últimos rodillos de enderezamiento. De ello resulta en la práctica con frecuencia un gasto elevado de puesta en funcionamiento. Por lo demás, es un inconveniente de nuevo el empleo de diámetros de los rodillos relativamente pequeños. Por lo demás, en virtud de la flexión y de los diámetros pequeños de los rodillos
permanecen en la banda tensiones residuales relativamente altas sobre el espesor de la banda, que pueden ser no deseables en el procesamiento posterior de las bandas. Por lo demás, en el caso de bandas finas, son necesarios una pluralidad de rodillos de enderezamiento, para que se eliminen las curvaturas residuales longitudinales en la medida deseada.
Se conoce a partir del documento JP 04178203 A un procedimiento para el enderezamiento de bandas metálicas con un grupo de rodillos de enderezamiento.
Se conoce a partir del documento EP 0 790 870 B1 un dispositivo para el enderezamiento de bandas metálicas, en el que entre un conjunto de rodillos de frenado y un conjunto de rodillos de tracción están dispuestos un bastidor de flexión y enderezamiento, una disposición de rodillos de corrección así como una unidad de enderezamiento de muchos rodillos. La unidad de enderezamiento de muchos rodillos presenta una pluralidad de rodillos de trabajo, que están apoyados en rodillos de apoyo. Todos los rodillos de trabajo del bastidor de flexión y de estiramiento, de la disposición de rodillos de corrección y de la unidad de enderezamiento de muchos rodillos se mueven a través de flexión entre la banda y los rodillos, por lo tanto no están accionados. En la unidad de enderezamiento de muchos rodillos, los diámetros de los rodillos de trabajo se pueden incrementar de un rodillo a otro. Sin embargo, los diámetros – como es habitual en el caso de enderezamiento con muchos rodillos o bien del enderezamiento de flexión y estiramiento – son relativamente pequeños. En esta instalación conocida está previsto ajustar la posición de los rodillos de enderezamiento y, por consiguiente, la profundidad de la inmersión en función de las propiedades de la banda.
Los procedimientos conocidos (por ejemplo, enderezamiento por flexión y estiramiento, por una parte, y estiramiento por tracción, por otra parte) también se pueden combinar. Así, por ejemplo, se conoce un procedimiento para el enderezamiento continuo de bandas metálicas finas que, por una parte, prevé un enderezamiento por tracción y, por otra parte, un enderezamiento por flexión y estiramiento (ver DE 195 09 067 A1) .
Se conoce a partir del documento US 6 240 762 B1 un procedimiento para la planificación de una banda metálica en el transcurso del enderezamiento por flexión y estiramiento o estiramiento de tracción, después del cual se conecta un proceso de enderezamiento en una unidad de enderezamiento con rodillos con tracción reducida de la banda.
Por último, el documento EP 1 311 354 B1 describe un procedimiento así como un dispositivo para el enderezamiento por estiramiento de una banda metálica, en... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el enderezamiento de una banda metálica (1) , en particular de una banda metálica fina con un espesor ∀ 1 mm, en el que entre el conjunto de rodillos de frenado (2) y el conjunto de rodillos de tracción (3) en al menos un grupo de roidillos de enderezamiento (4) con al menos cuatro rodillos de enderezamiento (4.1 a 4.7) se corrigen curvaturas longitudinales a través de flexión, en el que el diámetro de los rodillos de enderezamiento (4.1 a 4.7) es tan grande que la banda sigue, a la tracción seleccionada de la banda, la curvatura de los rodillos de enderezamiento, y en el que la posición de los rodillos de enderezamiento (4.1 a 4.7) y, por lo tanto, la profundidad de inmersión de un rodillo de enderezamiento entre dos rodillos de enderezamiento adyacentes del grupo de rodillos de enderezamiento (4) está predeterminada fijamente, y no se modifica durante el enderezamiento de una banda y durante el enderezamiento de bandas de diferentes espesor, caracterizado porque en la banda metálica (1) entre un conjunto de rodillos de frenado (2) y un conjunto de rodillos de tracción (3) se genera una tensión de tracción de al menos 75 % del límite de estiramiento y la banda metálica (1) es enderezada, por ejemplo, por medio de nivelación de la tensión y/o estiramiento de la banda, en el que el diámetro de los rodillos de estiramiento (4.1 a 4.7) dentro del grupo de rodillos de enderezamiento (4) se incrementa de un rodillo a otro en la dirección de transporte de la banda, en el que el diámetro de los rodillos de enderezamiento (4.1 a 4.7) es al menos 500 veces el espesor de la banda a enderezar, en el que los rodillos de enderezamiento del grupo de rodillos de enderezamiento presentan un diámetro de 100 a 2000 mm.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el grupo de rodillos de enderezamiento (4) presenta al menos cinco rodillos de enderezamiento (4.1 a 4.7) con diámetros que se incrementan de un rodillo a otro.
3. Procedimiento de acuerdo con una de las reivindicaciones 1 a 2, caracterizado porque el diámetro de los rodillos de enderezamiento (4.1 a 4.7) es al menos 1000 veces el espesor de la banda a enderezar.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la tensión de tracción es al menos 85 %, por ejemplo al menos 90 % del límite de estiramiento.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque el diámetro de los rodillos de enderezamiento (4.1 a 4.7) se incrementa de un rodillo a otro en un factor de 1, 05 a 1, 5, con preferencia en un factor de 1, 15 a 1, 3.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque el número de los rodillos de enderezamiento del grupo de rodillos de enderezamiento y su escalonamiento del diámetro se calculan de acuerdo con un modelo matemático, que tiene en cuenta como parámetros de entrada el espesor de la banda o bien el intervalo de espesores de la banda, el módulo de elasticidad, el índice de contracción transversal, las curvas de dilatación y de tensión, el grado de estiramiento necesario para la eliminación de la ondulación, las oscilaciones previsibles de la tracción de la banda o bien del grado de estiramiento, las oscilaciones previsibles de la resistencia, las oscilaciones previsibles de los espesores de la banda y/o el valor de la curvatura residual longitudinal máxima admisible.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque el espesor de la banda a enderezar es de 0, 02 mm a 1, 0 mm, por ejemplo de 0, 05 mm a 0, 5 mm.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque delante y/o detrás del grupo de rodillos de enderezamiento (4) están dispuestos uno u otros varios rodillos de enderezamiento adicionales (5.1, 5.2, 5.3) , en el que el diámetro de los rodillos de enderezamiento adicionales (5.1, 5.2, 5.3) es con preferencia menos o igual al diámetro del primer rodillo de enderezamiento del grupo de rodillos de enderezamiento (4) .
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, en el que la banda es enderezada en varias zonas de tratamiento de la banda, por ejemplo en una o varias zonas de enderezamiento por tracción y/o en una o varias zonas de enderezamiento por flexión y estiramiento, caracterizado porque el grupo de rodillos de enderezamiento (4) está dispuesto en la última zona de tratamiento de la banda, por ejemplo en la última zona de enderezamiento por tracción o forma la última zona de tratamiento de la banda.
Patentes similares o relacionadas:
Dispositivo y método de aplanado de un producto metálico, del 2 de Octubre de 2019, de Primetals Technologies France SAS: Instalación de aplanado de un producto (PM) metálico en desplazamiento de tipo banda o placa que comprende: - un bastidor (B) en el que se disponen un […]
Máquina para enderezar y procedimiento para cambiar elementos de rodillos de enderezado, del 8 de Mayo de 2019, de SMS group GmbH: Máquina para enderezar para enderezar un producto semiacabado con elementos de rodillos de enderezado , con una línea de camino de rodillos que forma una sección de […]
 Métodos y aparato para determinar una posición de profundidad de caída de máquinas de acondicionamiento de material, del 20 de Febrero de 2019, de THE BRADBURY COMPANY, INC.: Método para ajustar una profundidad de caída de una niveladora que comprende:
colocar un material en banda entre un primer […]
Métodos y aparato para determinar una posición de profundidad de caída de máquinas de acondicionamiento de material, del 20 de Febrero de 2019, de THE BRADBURY COMPANY, INC.: Método para ajustar una profundidad de caída de una niveladora que comprende:
colocar un material en banda entre un primer […]
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende: una pluralidad de cilindros de trabajo para procesar un material en banda continua ; un primer […]
 Aparato de enderezamiento, del 2 de Febrero de 2016, de Zimco Group (Proprietary) Limited: Un aparato de enderezamiento de ánodo de aleación de plomo incluyendo:
al menos una mordaza (21.1, 21.2, 22.1, 22.2, 41.1, 41.2, 42.1, 42.2, […]
Aparato de enderezamiento, del 2 de Febrero de 2016, de Zimco Group (Proprietary) Limited: Un aparato de enderezamiento de ánodo de aleación de plomo incluyendo:
al menos una mordaza (21.1, 21.2, 22.1, 22.2, 41.1, 41.2, 42.1, 42.2, […]
 Aparato para cambiar rodillos de una máquina de enderezamiento, del 13 de Enero de 2016, de Primetals Technologies Italy S.R.L: Aparato para cambiar rodillos de una máquina de enderezamiento, dicha máquina de enderezamiento comprende una pluralidad de ejes (11, 11') de rodillo […]
Aparato para cambiar rodillos de una máquina de enderezamiento, del 13 de Enero de 2016, de Primetals Technologies Italy S.R.L: Aparato para cambiar rodillos de una máquina de enderezamiento, dicha máquina de enderezamiento comprende una pluralidad de ejes (11, 11') de rodillo […]
Aparato y métodos para aumentar la eficiencia de sistemas de formación de perfiles por medio de rodillos y de nivelación, del 1 de Abril de 2015, de THE BRADBURY COMPANY, INC.: Un aparato de procesamiento de material en tiras que comprende: un primer sistema de unidad de accionamiento para accionar un primer rodillo de trabajo […]
 Dispositivo de giro de un equipo de aplanado, y un equipo de aplanado adaptado a cooperar con dicho dispositivo, del 25 de Noviembre de 2013, de SIEMENS VAI METALS TECHNOLOGIES SAS: Dispositivo de giro de un equipo de aplanado , el equipo de aplanado consta de una pluralidad de rodillos espaciados unos de los otros y montados rotativos sobre […]
Dispositivo de giro de un equipo de aplanado, y un equipo de aplanado adaptado a cooperar con dicho dispositivo, del 25 de Noviembre de 2013, de SIEMENS VAI METALS TECHNOLOGIES SAS: Dispositivo de giro de un equipo de aplanado , el equipo de aplanado consta de una pluralidad de rodillos espaciados unos de los otros y montados rotativos sobre […]