Un método para hacer bolsas de conformado-llenado-sellado.
Un método de conformación, llenado y sellado de manera continua de bolsas flexibles con nesgas laterales con
un producto,
que comprende las etapas de:
(i) proporcionar una lámina de película continua,
(ii) estirar dicha lámina sobre una máquina de formación de bolsas para formar un tubo de película que tiene un
borde de película vertical solapado,
(iii) sellar dicho borde de película vertical solapado con un sellador vertical para formar un sello vertical, mientras que se tira continuamente de dicho tubo de película a lo largo del sentido de la máquina,
(iv) formar nesgas sobre ambos lados laterales del tubo,
(v) realizar un sello horizontal a través de dicho tubo de película, con mordazas de sellado horizontales, en un punto predeterminado por debajo de dicho sellador vertical para formar el sello horizontal superior de una bolsa llena y el sello horizontal inferior de una bolsa que se va a llenar, opcionalmente con perforaciones entre las mismas,
(vi) suministrar dicho producto en dicho tubo de película,
(vii) sellar el extremo abierto de dicho tubo de película con dichas mordazas de sellado horizontales en un punto predeterminado, y
(viii) opcionalmente separar las bolsas llenas y selladas para formar bolsas individuales a partir de las mismas;
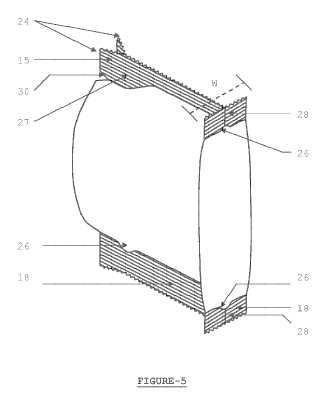
en el que, en la intersección del sello horizontal con los extremos internos de las nesgas, se forma un bolsillo no sellado que se extiende sobre cualquier lado de la intersección, en el que la anchura del bolsillo no sellado está en el intervalo de más del 26, 66% hasta el 40% de la anchura total de la nesga, y en el que el desfase máximo en la línea central de dicha nesga es el 13, 33% de su anchura total, y la anchura del bolsillo no sellado es más del 200% hasta el 300% de dicho desfase máximo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/064360.
Solicitante: UNILEVER NV.
Nacionalidad solicitante: Países Bajos.
Dirección: WEENA 455 3013 AL ROTTERDAM PAISES BAJOS.
Inventor/es: IYER,KRISHNAPRAKASH NURANI DHARMARAJ, KHEDEKAR,VAIBHAVI AMIT, SULISTYOWATI,ENDAH, VILKHU,PARDEEP KAUR SURINDER SINGH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B51/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65D30/20 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › con pliegues o dobles, p. ej. para facilitar el plegado.
- B65D75/12 B65D […] › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › estando los extremos de los tubos formados por aplanado y termosoldado.
PDF original: ES-2392682_T3.pdf
Fragmento de la descripción:
Un método para hacer bolsas de conformado-llenado-sellado
5 Campo de la invención
La presente invención se refiere a un método para fabricar bolsas flexibles con nesgas laterales en una máquina de conformado-llenado-sellado.
La invención se ha desarrollado principalmente para su uso en polvos detergentes y se describirá en lo sucesivo en este documento con referencia a esta aplicación. Sin embargo, se apreciará que la invención no se limita a este campo de uso particular.
Antecedentes y técnica relacionada
Cualquiera análisis de la técnica anterior a lo largo de la memoria descriptiva no debe considerarse de ninguna manera como una admisión de tal dicha técnica anterior sea ampliamente conocida o forme parte del conocimiento general en el campo.
Se usan bolsitas, o bolsas hechas de películas plásticas para envasar diversos productos, tales como cremas, polvos, líquidos, tabletas, barras, detergentes granulares y pastas. Bolsas permiten el envasado y la venta de estos productos en cantidades pequeñas, así como grandes, típicamente en el intervalo de 200 g a 10 kg.
En el caso de bolsitas o bolsas hechas de una sola lámina de una película, o un estratificado, la estructura de la
bolsa es tal que no se expande durante el llenado, pero tiene una forma y configuración generalmente similares, cuando está vacía o está llena. Para aumentar el espacio disponible para el llenado, es muy común presentar bolsas con nesgas laterales a lo largo de ambos de sus lados longitudinales, que conectan las superficies frontal y la posterior de la bolsa. Las nesgas permiten que las superficies frontal y posterior se expandan alejándose una de otra cuando se llena la bolsa. La estructura de nesga es ventajosa, ya que permite que la bolsa sin llenar sea
sustancialmente plana cuando está vacía, y que después se expanda hasta una profundidad completa según la bolsa se llena con el material. En el documento US 2008/137998 A1 (KONINKL PHILIPS ELECTRONICS) se describen bolsas con nesgas laterales.
Uno de los problemas de las bolsas con nesgas laterales es que cuando dichas bolsas se llenan, especialmente con
polvos detergentes de alta densidad a granel, se observa comúnmente que las bolsas muestran una tasa de fallo altamente inaceptable en la prueba "Lanzamiento de Bolsa". En esta prueba, las bolsas llenas se lanzan desde una altura predeterminada al suelo, y se comprueba si se ha abierto (fallado) cualquier sello de la bolsa como resultado del impacto. Las áreas de interés particular son las cuatro esquinas internas de las bolsas. En estas esquinas, debido a las nesgas, se juntan para sellarse cuatro capas de la película/estratificado. Generalmente, se cree que la
razón del fallo radica en la dificultad de asegurar un sello cohesivo entre las cuatro capas. Además, existe hay mucha tensión que se genera en estas esquinas, lo que conduce a la rotura (fallo) . Desde un punto de vista comercial, se prefiere que la tasa de fallo sea inferior del 5%, y más preferiblemente inferior del 1%.
En el pasado se han realizado algunos intentos de solucionar este problema. La manera más fácil es usar un
45 estratificado más grueso, típicamente una película de tres estratos. Sin embargo, esta no es una solución económica.
El documento WO 1995/10566 A1 (DUPONT CANADA INC) describe un proceso para fabricar bolsas en una máquina FFS vertical, que muestran una tasa de fallo baja en la prueba de lanzamiento de bolsa. En este caso, el 50 estratificado tiene una capa de una película soplada constituida a partir de una mezcla que incluye un polímero lineal de etileno con al menos una alfa-olefina C4-C10, que se fabrica en un proceso de polimerización de catalizador de centro único. El estratificado también incluye al menos uno de un polímero de etileno lineal con al menos una alfaolefina C4-C10 fabricada mediante un proceso de polimerización de catalizador de múltiples centros; un polietileno de baja densidad y alta presión; y aditivos seleccionados entre el grupo que consiste en estabilizantes, aditivos anti
55 bloques y auxiliares de extrusión. Una limitación de este proceso es que es necesario tener el grado especial de películas estratificadas, y el proceso no funcionará con ningún otro material.
El documento JP/2006/264765A (DAINIPPON PRINTING CO LTD) describe un proceso para impedir que una bolsa con nesgas se rompa y que se cree una perforación en su parte de nesga, en la que la lámina que forma las nesgas 60 se pliega en dos y se inserta entre los paneles frontal y posterior de la bolsa, de manera que se extiendan a lo largo de su único lado. Se dice que con este tipo de disposición de sellado, la tensión que tiende a concentrarse en el punto de cruce se dispersa y evita que la bolsa se rompa. Un inconveniente de esta divulgación es que los pliegues adicionales de las nesgas significan la utilización de mayor cantidad de material de empaquetamiento. Por lo tanto, ésta será una ruta relativamente cara y además nada práctica en una máquina VFFS (de envasado conformado
65 llenado-sellado vertical) .
El documento JP/2005/104572A (FUJITA KIKAI KK; HAYASHI SANGYO KK) describe una bolsa de esquinas cuadradas, en la que, además de un sello horizontal inferior, hay dos sellos verticales adicionales cerca del fondo de la bolsa (uno adyacente a cada nesga) , de tal forma que estas líneas de sellado extra se extienden de manera vertical hasta el extremo superior de la bolsa a cierta distancia, después de lo cual las líneas de sellado se inclinan 5 45 grados con respecto a los pliegues de las nesgas. Las bolsas también tienen sellos de refuerzo que tienen un arco circular que se proporcionan apilando cuatro películas de la cara frontal y la cara posterior de la bolsa y el pliegue de las nesgas y uniéndolas integralmente mediante fusión. Los sellos arqueados están adyacentes a los bordes internos del pliegue de las nesgas, y contacta con las líneas de sellado extra que se extienden verticalmente hacia arriba. Un inconveniente principal de dichas bolsas es que, según se sella toda la anchura de la bola en el
sello horizontal, se hace esencial que cualquiera de las capas externas de la película estratificada tenga que ser del tipo que se pueda sellar térmicamente, o se use un tipo especial de laca para sellar la capa en caso de que la capa exterior no pueda sellarse térmicamente. Esto limita el uso de este proceso.
La solicitud no examinada de patente japonesa nº JP/02/173149A (YUKAWA SEITAI, Co. Ltd, 2002) tiene como
objeto resolver el mismo problema de las bolsas de plástico conformadas previamente con nesgas laterales, en las que se da un fallo en los puntos en los que el sello horizontal se encuentra con los extremos internos de las nesgas. Esto se ha resuelto proporcionando bolsillos curvados no sellados en los puntos de intersección. Se sabe que mientras se usan bolsas conformadas previamente para el llenado y el empaquetado de productos, la velocidad total de llenado y empaquetado es baja según se conforman las bolsas en una estación, y después se llenan y se sellan
en una estación diferente. Adicionalmente, en el caso de dichas bolsas conformadas previamente, ya que únicamente se maneja una bolsa a la vez, existe un desfase relativamente pequeño en la alineación relativa de las nesgas con las mordazas de sellado durante la operación de sellado. Adicionalmente, debido a que las bolsas ya se han fabricado fuera de línea, se observa muy poco desfase en la línea central de las nesgas. Por otro lado, en el caso de que la pluralidad de bolsas con nesgas laterales esté fabricada en un método en línea usando máquinas
VFFS; debido a que las bolsas están fabricadas de manera continua a altas tasas de rendimiento y eficacia, existe un desfase apreciable en la alineación relativa de las nesgas con las mordazas de sellado, así como un desfase apreciable en la línea central de las nesgas. Esto se compone adicionalmente por el hecho de que debido a la caída en altura del producto, especialmente en el caso de cargas por encima de 1 kg; donde la gravedad actúa sobre las bolsas cargadas y suspendidas; las bolsas se desvían de sus posiciones medias ideales y esto, por lo tanto, afecta a
la resistencia del sellado en las cuatro esquinas internas de la bolsa. Esto puede complicarse adicionalmente por la rigidez y el grosor del estratificado y los... [Seguir leyendo]
Reivindicaciones:
1. Un método de conformación, llenado y sellado de manera continua de bolsas flexibles con nesgas laterales con
un producto, que comprende las etapas de: 5
(i) proporcionar una lámina de película continua,
(ii) estirar dicha lámina sobre una máquina de formación de bolsas para formar un tubo de película que tiene un
borde de película vertical solapado, 10
(iii) sellar dicho borde de película vertical solapado con un sellador vertical para formar un sello vertical, mientras que se tira continuamente de dicho tubo de película a lo largo del sentido de la máquina,
(iv) formar nesgas sobre ambos lados laterales del tubo, 15
(v) realizar un sello horizontal a través de dicho tubo de película, con mordazas de sellado horizontales, en un punto predeterminado por debajo de dicho sellador vertical para formar el sello horizontal superior de una bolsa llena y el sello horizontal inferior de una bolsa que se va a llenar, opcionalmente con perforaciones entre las mismas,
(vi) suministrar dicho producto en dicho tubo de película,
(vii) sellar el extremo abierto de dicho tubo de película con dichas mordazas de sellado horizontales en un punto predeterminado, y
(viii) opcionalmente separar las bolsas llenas y selladas para formar bolsas individuales a partir de las mismas;
en el que, en la intersección del sello horizontal con los extremos internos de las nesgas, se forma un bolsillo no sellado que se extiende sobre cualquier lado de la intersección, en el que la anchura del bolsillo no sellado está en el intervalo de más del 26, 66% hasta el 40% de la anchura total de la nesga, y en el que el desfase máximo en la línea
central de dicha nesga es el 13, 33% de su anchura total, y la anchura del bolsillo no sellado es más del 200% hasta el 300% de dicho desfase máximo.
2. Un método como se ha indicado en la reivindicación 1, en el que dicho bolsillo no sellado está desprovisto de una
esquina o recodo puntiagudos. 35
3. Un método como se ha indicado en una cualquiera de las reivindicaciones anteriores, en el que la altura del bolsillo no sellado es menos del 35% de la altura del sello horizontal.
4. Un método como se ha indicado en una cualquiera de las reivindicaciones anteriores, en el que el perfil del bolsillo 40 no sellado es semicircular, oval o elipsoidal.
5. Un método como se ha indicado en una cualquiera de las reivindicaciones anteriores, en el que el bolsillo no sellado está formado en al menos tres esquinas de la bolsa.
45 6. Un método como se ha indicado en una cualquiera de las reivindicaciones anteriores, en el que la altura del sello horizontal en un extremo está en el intervalo del 167 al 240% de la altura general de dicho sello, en el que se proporciona una muesca/hendidura en ambas orejetas de nesga en dicho extremo, estando situada dicha muesca/hendidura por debajo del bolsillo no sellado en el extremo opuesto del sello horizontal.
50 7. Un método como se ha indicado en la reivindicación 8, en el que dicha muesca/hendidura se proporciona de 5 a 10 mm por debajo de dicho bolsillo no sellado.
8. Un método como se ha indicado en una cualquiera de las reivindicaciones anteriores, en el que no están selladas
entre sí orejetas de nesga. 55
9. Un método como se ha indicado en una cualquiera de las reivindicaciones anteriores, en el que dicha lámina de película es un estratificado de dos estratos de tereftalato de polietileno de 10 micrómetros y polietileno de 70 micrómetros.
Patentes similares o relacionadas:
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina para fabricar bolsitas de filtro con productos de infusión, del 22 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para fabricar bolsitas de filtro con productos de infusión que comprende: - una estación de alimentación configurada para alimentar una tira […]
Métodos y aparatos para garantizar la calidad de envasado, del 26 de Febrero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método recibir un registro de datos de identificación de envasado, estando […]
Máquina de envasado, del 18 de Diciembre de 2019, de Prometheus Biosciences, Inc: Un aparato de formación y llenado de bolsas que comprende un puerto dispensador de producto , dicho puerto dispensador de producto […]
Método y dispositivo para hacer un embalaje estéril de materiales fluyentes, del 11 de Diciembre de 2019, de Sterafill Limited: Un método para formar sobres o tubos de estratificado o lámina de metal individuales que contienen material fluyente usando una máquina de embalaje que está caracterizado […]