Método para producir una pieza moldeada con núcleo.
Un método para la fabricación de una pieza moldeada con un núcleo usando un medio de moldeo por compresión que comprende un punzón superior y un punzón inferior que están dispuestos en una dirección vertical de un troquel,
en donde al menos uno del punzón superior y el punzón inferior tiene una estructura doble que consiste en un punzón central y un punzón exterior que rodea la periferia exterior del punzón central, caracterizado porque tanto el punzón superior como el punzón inferior tienen una estructura doble que consiste en un punzón central (4A, 5A) y un punzón exterior (4B, 5B) que rodea la periferia exterior del punzón central (4A, 5A) y tanto el punzón central (4A, 5A) y el punzón exterior (4B, 5B) son aptos para movimientos deslizantes, así como para operaciones de compresión, y el procedimiento del método comprende:
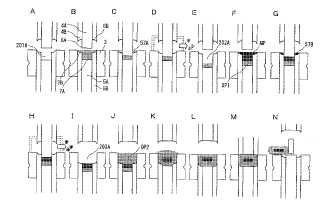
un paso 1 de suministro de la capa externa (Fig. 1B) en el que se suministra material de moldeo para una primera parte de una capa externa (OP1) en un espacio (201A) por encima del punzón central inferior (5A) encerrado por el punzón exterior inferior(5B);
un paso de moldeo de la capa externa (Fig. 1C) en el que se modea por compresión el material de moldeo para la primera capa externa (OP1), que sigue al paso 1 de suministro de la capa externa (Fig. 1B);
un paso de suministro del núcleo (Fig. 1F) en el que se suministra material de moldeo para un núcleo (NP) en un espacio (202A) por encima del material de moldeo para la primera capa externa (OP1) suministrada en el paso anterior, cerrado por el punzón exterior inferior (5B);
un paso de moldeo de la capa externa y el núcleo (Fig. 1G) en el que se moldea por compresión el material de moldeo para la primera capa externa (OP1) y el material de moldeo para núcleo (NP), suministrados en los pasos precedentes por los punzones superior (4A) e inferior (5A) centrales;
un paso 2 de suministro de la capa externa (Fig. 1J, 1K) en el que se suministra material de moldeo para una segunda parte de la capa externa (OP2), en un espacio (203A) dentro de un troquel (3) por encima y alrededor de la primera capa externa (OP1) y del núcleo (NP) que se han formado en el paso precedente; un paso de moldeo total (Fig. 1M) en el que se moldea por compresión la primera capa externa (OP1), el núcleo (NP) y el material de moldeo para la segunda capa externa (OP2) suministrados en el paso anterior por los punzones superiores (4A, 4B) y los punzones inferiores (5A, 5B), y
un paso (Fig. 1N) en el que se saca la pieza moldeada comprimida, que se realiza después del paso de moldeo total (Fig. 1N).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2001/005296.
Solicitante: SANWA KAGAKU KENKYUSHO CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 35, HIGASHI SOTOBORI-CHO, HIGASHI-KU NAGOYA-SHI, AICHI 461-8631 JAPON.
Inventor/es: KONDO, YOSHIYA, OZEKI,Yuichi, WATANABE,Yukinao.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61J3/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes).
- A61J3/06 A61J […] › A61J 3/00 Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes). › en forma de píldoras, tabletas o pastillas.
- A61J3/10 A61J 3/00 […] › en forma de tabletas comprimidas (prensas para tabletas B30B 11/00).
- A61K9/20 A61 […] › A61K PREPARACIONES DE USO MEDICO, DENTAL O PARA EL ASEO (dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular A61J 3/00; aspectos químicos o utilización de substancias químicas para, la desodorización del aire, la desinfección o la esterilización, vendas, apósitos, almohadillas absorbentes o de los artículos para su realización A61L; composiciones a base de jabón C11D). › A61K 9/00 Preparaciones medicinales caracterizadas por un aspecto particular. › Píldoras, pastillas o comprimidos.
- A61K9/28 A61K 9/00 […] › Grageas; Píldoras o comprimidos con revestimientos.
- B30B11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00).
- B30B11/02 B30B […] › B30B 11/00 Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00). › utilizando un pistón que ejerce una presión sobre el material en una cavidad de moldeo.
- B30B11/08 B30B 11/00 […] › cooperando con moldes colocados sobre una mesa rotativa.
- B30B11/34 B30B 11/00 […] › para recubrir objetos, p. ej. pastillas.
- B30B15/30 B30B […] › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Suministro del material a las prensas.
- B60J7/05 B […] › B60 VEHICULOS EN GENERAL. › B60J VENTANAS, PARABRISAS, TECHOS AMOVIBLES, PUERTAS O DISPOSITIVOS SIMILARES PARA VEHICULOS; CUBIERTAS PROTECTORAS EXTERNAS AMOVIBLES ESPECIALMENTE ADAPTADAS A VEHICULOS (fijación, suspensión, cierre o apertura de esos dispositivos E05). › B60J 7/00 Techos no fijos; Techos con paneles móviles (B60J 10/00 tiene prioridad; bajo el aspecto de ventanas B60J 1/00; techos fijos B62D 25/06; mecanismos para apertura de batientes E05F 11/00, E05F 15/00). › que pivotan hacia arriba en posición de ventilación y se mueven hacia abajo antes de deslizarse y abrirse completamente.
- B60R13/02 B60 […] › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Molduras decorativas; Canalones; Adornos de paredes; Guarniciones de techos (B60R 13/01 tiene prioridad).
PDF original: ES-2379729_T3.pdf
Fragmento de la descripción:
Método para producir una pieza moldeada con núcleo.
Campo técnico La invención presente se refiere de modo general a un método para la fabricación de una pieza moldeada por compresión de un material de moldeo, tal como un granulado de polvo, a una pieza moldeada que es el producto de dicho método y, más particularmente, a un método para la fabricación de una pieza moldeada con núcleo, y a una pieza moldeada con núcleo que es el producto de dicho método. Más específicamente, la invención se refiere a un método para la fabricación de una pieza moldeada con núcleo, que utiliza un medio de moldeo por compresión, que comprende un punzón superior y un punzón inferior que están organizados en una dirección vertical en relación a un troquel, donde al menos uno del punzón superior y del punzón inferior tiene una estructura doble que comprende un punzón central y un punzón exterior que rodea la periferia exterior del punzón central.
Antecedentes de la tëcnica
El método para la fabricación de una pieza moldeada por compactación material de moldeo representado por granulado de polvo, etc, ha sido usado ampliamente en diversos campos industriales por ejemplo no sólo en el campo de los medicamentos y alimentos (alimentos funcionales y alimentos generales) , sino también en el campo de material electrónico como piezas moldeadas de resina de sellado de semiconductores, piezas moldeadas de productos relacionados con baterías, piezas moldeadas de productos de polvos relacionados con metalurgia y piezas moldeadas de partes funcionales de electrónica, así como en el campo de los productos químicos agrícolas y productos sanitarios.
En el campo de los medicamentos, especialmente en el caso de medicamentos para administración por vía oral una pieza moldeada sólida llamada "comprimido" es una de las formas más utilizadas de medicamentos, por varios merecimientos, por ejemplo, son fáciles de fabricar y tomar. Entre ellas, una pieza moldeada con un núcleo dentro se llama un comprimido recubierto por compresión porque cada uno es fabricado distribuyendo y compactando el granulado de polvo como una capa exterior alrededor del núcleo (comprimido central) .
Ya que el comprimido recubierto por compresión que tiene dentro un núcleo puede separar los medicamentos sometidos a cambio de formulación en el núcleo y la capa exterior, se espera una mayor estabilidad debido a la baja probabilidad de contacto entre los medicamentos. Además los comprimidos recubiertos por compresión presentan una forma efectiva de enmascarar el sabor amargo del núcleo y mejorar la apariencia del comprimido, así como protegerlo contra daños de factores medioambientales (como la luz o humedad) . También se pueden utilizar para liberar medicamentos controlados que incluyen una capa exterior que tiene una liberación rápida y un núcleo en la forma de un comprimido entérico o un comprimido de liberación retardada.
Hasta ahora, al fabricar una pieza moldeada con núcleo como un comprimido recubierto por compresión, el núcleo se hacía como una pieza moldeada por adelantado en un equipo distinto de comprimidos, luego se movía a un troquel de un equipo de comprimidos recubiertos diferente donde se alimentaba el granulado de polvo que forma la capa exterior y después se comprimía. Por esta razón, en comparación con el método típico para la fabricación de piezas moldeadas por compresión, este método presenta algunos problemas graves tales como más pasos y baja productividad. Además, en este método convencional al alimentar los núcleos como piezas moldeadas, puesto que las piezas moldeadas como núcleos hay que alimentarlas una por una en el troquel de una tabla rotativa que gira a una velocidad alta, algunas veces un núcleo puede no ser alimentado y otras veces pueden ser alimentado en exceso y por lo tanto, se producen problemas tales como la fabricación de productos sin núcleo o con varios núcleos que ocurren fácilmente. Por esta razón, para preservar la calidad, ha aparecido la necesidad de los complicados mecanismos y sistemas de vigilancia de la alimentación de núcleos y la inspección de las piezas moldeadas finales. Así, los equipos que participan en el proceso de fabricación de una pieza moldeada con núcleo se han convertido en más grandes en tamaño y más complicados.
Además, en el método tradicional de alimentación del núcleo, era importante que el núcleo estuviera dispuesto horizontalmente en el centro de la capa exterior del granulado en polvo en el troquel y, a continuación, fuera moldeado por compresión. Por esta razón algunos problemas de las piezas moldeadas se producen muy fácilmente. Por ejemplo cuando el núcleo no está en el medio, la capa exterior será más delgada en esa región; también la desigualdad de la capa ocurre debido a la disminución de la maleabilidad. Otro trastorno es un laminado cuando aparecen en capas grietas en la superficie de la pieza moldeada.
Para evitar el desplazamiento en el centrado del núcleo debido a la fuerza centrífuga de la tabla rotativa, el documento de publicación abierta de la patente japonesa Nº Sho55-48653 describe un método de inspección del centrado del núcleo por inspección visual después que es alimentado; el documento de publicación abierta de la patente japonesa establecida Sho 61-60298 describe un sistema proporcionado con un sensor de identificación de eje multióptico junto con el alimentador de núcleos para corregir automáticamente la posición del núcleo; y el
documento de publicación abierta de la patente japonesa Nº Hei9 206358 describe un método para prevenir el desplazamiento del núcleo centrándolo por el uso de un sistema de corrección automática de las posiciones de alimentación del núcleo sobre la base de la información obtenida con un dispositivo de imagen CCD.
Sin embargo, incluso cuando se utilizan los sistemas anteriores de centrar el núcleo, siguen existiendo problemas de precisión en el centrado y estabilización de alimentación de núcleos y por lo tanto, el paso de la tabla rotativa de alta velocidad como en las máquinas de comprimir ordinarias (40 a 60 rpm) es difícil, así que la capacidad real de funcionamiento está limitada a aproximadamente 30 rpm y la productividad es baja.
Con relación al tamaño de una pieza moldeada con núcleo, en el método convencional, debido a las dispersiones en el centrado del núcleo y a la insuficiente fuerza de adherencia entre el núcleo y la capa exterior que pudiera derivar de piezas moldeadas totalmente separadas del núcleo y la capa exterior, el espesor mínimo requerido de la capa exterior es de 1 a 1, 5 mm e inevitablemente, una pieza moldeada con núcleo se convierte en al menos 2 o 3 mm más grande que el núcleo mismo. Por lo tanto, en comparación con una pieza moldeada sin núcleo, la pieza moldeada con núcleo tiene la tendencia a ser más grande, lo que es un obstáculo en los esfuerzos para miniaturizar la pieza moldeada.
En lo que se refiere a la forma del núcleo, en el método tradicional en el cual los núcleos son alimentados externamente, es necesario proporcionar un alimentador dedicado, conforme a la forma del núcleo. Por lo tanto, cuando se fabrica una pieza moldeada con núcleos de diversas formas, es necesaria una diversidad de alimentadores de núcleos y el problema de la falta de versatilidad sigue presente.
En el método tradicional, ya que se alimenta un núcleo preparado de antemano, es necesario que los núcleos posean maleabilidad lo que permite una entrega sin daño a través de una línea de suministro al troquel, así como una forma que permita un paso suave. Por lo tanto, existen algunas limitaciones en la forma y propiedades del núcleo. Por ejemplo, el método tradicional no proporciona una manera de fabricar una pieza moldeada que tenga un núcleo que no sea sólido o uno cuyo granulado sea muy pulverulento.
En lo que se refiere a la forma del punzón en la técnica anterior, se usan diferentes tipos de punzones dependiendo de la forma de la pieza moldeada que se va a comprimir. En algunos casos, se utilizan punzones con formas específicas. Por ejemplo, en caso de una pieza moldeada con forma de pastilla, utilizada en el campo de la medicina, en la que la parte central está ranurada para poder partirla, es muy difícil llenar uniformemente el granulado de polvo utilizando un punzón ordinario. Además, para abrir la parte central, se utiliza un punzón conocido como de anillo o un doble punzón para la moldeo por compresión.
Cuando se fabrican piezas moldeadas de formas extremadamente pequeñas y... [Seguir leyendo]
Reivindicaciones:
1. Un método para la fabricación de una pieza moldeada con un núcleo usando un medio de moldeo por compresión que comprende un punzón superior y un punzón inferior que están dispuestos en una dirección vertical de un troquel, en donde al menos uno del punzón superior y el punzón inferior tiene una estructura doble que consiste en un punzón central y un punzón exterior que rodea la periferia exterior del punzón central, caracterizado porque tanto el punzón superior como el punzón inferior tienen una estructura doble que consiste en un punzón central (4A, 5A) y un punzón exterior (4B, 5B) que rodea la periferia exterior del punzón central (4A, 5A) y tanto el punzón central (4A, 5A) y el punzón exterior (4B, 5B) son aptos para movimientos deslizantes, así como para operaciones de compresión, y el procedimiento del método comprende:
un paso 1 de suministro de la capa externa (Fig. 1B) en el que se suministra material de moldeo para una primera parte de una capa externa (OP1) en un espacio (201A) por encima del punzón central inferior (5A) encerrado por el punzón exterior inferior (5B) ;
un paso de moldeo de la capa externa (Fig. 1C) en el que se modea por compresión el material de moldeo para la primera capa externa (OP1) , que sigue al paso 1 de suministro de la capa externa (Fig. 1B) ;
un paso de suministro del núcleo (Fig. 1F) en el que se suministra material de moldeo para un núcleo (NP) en un espacio (202A) por encima del material de moldeo para la primera capa externa (OP1) suministrada en el paso anterior, cerrado por el punzón exterior inferior (5B) ;
un paso de moldeo de la capa externa y el núcleo (Fig. 1G) en el que se moldea por compresión el material de moldeo para la primera capa externa (OP1) y el material de moldeo para núcleo (NP) , suministrados en los pasos precedentes por los punzones superior (4A) e inferior (5A) centrales;
un paso 2 de suministro de la capa externa (Fig. 1J, 1K) en el que se suministra material de moldeo para una segunda parte de la capa externa (OP2) , en un espacio (203A) dentro de un troquel (3) por encima y alrededor de la primera capa externa (OP1) y del núcleo (NP) que se han formado en el paso precedente;
un paso de moldeo total (Fig. 1M) en el que se moldea por compresión la primera capa externa (OP1) , el núcleo (NP) y el material de moldeo para la segunda capa externa (OP2) suministrados en el paso anterior por los punzones superiores (4A, 4B) y los punzones inferiores (5A, 5B) , y un paso (Fig. 1N) en el que se saca la pieza moldeada comprimida, que se realiza después del paso de moldeo total (Fig. 1N) .
2. El método para la fabricación de una pieza moldeada con un núcleo según la reivindicación 1 en donde
se realiza un paso (Fig. 1D, 1H) en el que se retiran los restos de material de moldeo (57A, 57B) que han quedado en el punzón exterior inferior (5B) después del paso 1 de suministro de la capa externa (Fig. 1B) y el paso de suministro del núcleo (Fig. 1F) , o durante el paso de moldeo de la capa externa (Fig. 1C) y el paso de moldeo de la capa externa y el núcleo (Fig. 1G) , o después del paso de moldeo de la capa externa (Fig. 1C) y el paso de moldeo de la capa externa y núcleo (Fig. 1G) .
3. El método para la fabricación de una pieza moldeada con un núcleo según la reivindicación 1 o 2, en donde el material de moldeo es pulverulento o granulado.
4. El método para la fabricación de una pieza moldeada con un núcleo según la reivindicación 1, en donde
la pieza moldeada con núcleo incluye varios núcleos (NP1, NP2) , y en donde después del paso de suministro del núcleo (Fig. 2E) , se efectúa un paso de suministro repetido de capa externa/núcleo (Fig. 2H, 2K) en el que se suministra más de una vez el material de moldeo para núcleo (NP2) o el material de moldeo para la capa externa (OP2) en un espacio (203, 204) encerrado por el punzón exterior inferior (5B) por encima de los materiales de moldeo suministrados en el paso precedente; y el paso de moldeo por compresión (Fig. 2C, 2F, 2I, 2L) sucede después de cada paso (Fig. 2B, 2E, 2H, 2K) en el que un material de moldeo respectivo se suministra en el paso de suministro repetido de la capa externa/núcleo.
5. El método para la fabricación de una pieza moldeada con un núcleo según la reivindicación 4, en donde el material de moldeo para núcleo (NP1, NP2) es un granulado microcapsular, y en donde el paso de suministro repetido de la capa externa/núcleo (Fig. 2H, 2K) incluye un paso (Fig. 2H) en el que se suministra el material de moldeo para la capa externa (OP2) y un paso (Fig. 2K) en el que se suministra el material de moldeo para núcleo (NP2) efectuado a continuación.
6. El método para la fabricación de una pieza moldeada con núcleo según la reivindicación 1, en donde el procedimiento comprende:
suministrar material de moldeo para capa externa (OP1) en un espacio (201A) encerrado por el punzón exterior inferior (5B) por encima del punzón central inferior (5A) , estando el punzón central inferior (5A) en su posición más baja;
descargar el exceso de material de moldeo para la capa externa (OP1) fuera del troquel (3) ;
mover y comprimir el punzón central superior (4A) y el punzón central inferior (5A) uno hacia el otro para moldear una capa externa (OP1) ;
retirar el resto del material de moldeo (57A) que ha quedado en el punzón exterior inferior (5B) durante o después del paso previo;
suministrar el material de moldeo para núcleo (NP) en un espacio (202A) encerrado por el punzón exterior inferior (5B) por encima de la pieza moldeada de capa externa (OP1) , estando el punzón central inferior (5A) en su posición más baja;
descargar el exceso de material de moldeo para núcleo (NP) fuera del troquel (3) ;
mover y comprimir el punzón central superior (4A) y el punzón central inferior (5A) uno hacia el otro para moldear la capa externa (OP1) y el núcleo (NP) ;
retirar el resto de material de moldeo (57B) que ha quedado en el punzón exterior inferior (5B) durante o después del paso previo;
suministrar material de moldeo para capa externa (OP2) en un espacio (203A) dentro del troquel 3 por encima y alrededor de la pieza moldeada de capa externa (OP1) y núcleo (NP) para permitir que la pieza moldeada del núcleo (NP) esté completamente envuelta por el material de moldeo para capa externa (OP2) y la pieza moldeada de capa externa (OP1) , estando el punzón inferior (5A, 5B) en su posición más baja;
descargar el exceso de material de moldeo para capa externa (OP2) fuera del troquel (3) ;
mover y comprimir el punzón superior (4A, 4B) y el punzón inferior (5A, 5B) uno hacia el otro para moldear la capa externa (OP1, OP2) y el núcleo (NP) ; y sacar la pieza moldeada comprimida (64) .
Patentes similares o relacionadas:
Preparación sólida que contiene colorante, del 29 de Julio de 2020, de DAIICHI SANKYO COMPANY, LIMITED: Preparación farmacéutica sólida que comprende monobencenosulfonato de ácido [(1R,5S,6S)-6-(aminometil)-3- etilbiciclo[3.2.0]hept-3-en-6-il]acético […]
Formulación de vitamina D de liberación modificada estabilizada y método de administración de la misma, del 22 de Julio de 2020, de EirGen Pharma Ltd: Una formulacion oral de liberacion controlada de un compuesto de vitamina D que comprende uno o ambos de 25- hidroxivitamina D2 y 25-hidroxivitamina D3, la formulacion […]
Métodos y composiciones para la administración oral de proteínas, del 22 de Julio de 2020, de Entera Bio Ltd: Una única composición farmacéutica oral que comprende una proteína que tiene un peso molecular de hasta 100.000 Daltons, siendo dicha proteína PTH; […]
Macrogols para aplicación a la mucosa, y sus usos terapéuticos, del 15 de Julio de 2020, de S.I.I.T. S.R.L.-SERVIZIO INTERNAZIONALE IMBALLAGGI TERMOSALDANTI: Composición farmacéutica en forma sólida que comprende, por unidad de dosificación, entre 5 y 400 mg de un PEG con un grado de 3000 o más, para uso en el tratamiento […]
Composición farmacéutica que comprende un agente antipsicótico atípico y método para su preparación, del 15 de Julio de 2020, de PHARMATHEN S.A.: Comprimido de liberación controlada de Paliperidona en forma de comprimido de varias capas que comprende: a) un núcleo de matriz que comprende […]
Composiciones y métodos para tratar el virus de la hepatitis C, del 15 de Julio de 2020, de Gilead Pharmasset LLC: Una composición farmacéutica que comprende: a) de aproximadamente el 25% a aproximadamente el 35% p/p de GS-7977 cristalino que tiene la estructura **(Ver […]
Preparación para el control del peso corporal a base de quitosano y celulosa, del 1 de Julio de 2020, de S.I.I.T. S.R.L.-SERVIZIO INTERNAZIONALE IMBALLAGGI TERMOSALDANTI: Una composición oral sólida que contiene una combinación de quitosano de hongos o levaduras, celulosa amorfa en polvo y opcionalmente excipientes.
Granulados secos de polvos de sílice mesoporosa, del 1 de Julio de 2020, de FORMAC PHARMACEUTICALS N.V: Un granulado seco que comprende desde el 50% al 100% p/p de sílice mesoporosa ordenada que tiene una organización bidimensional hexagonalmente […]