Procedimiento de fabricación de un moldeado nucleado.
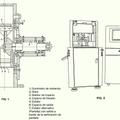
Un procedimiento para la fabricación de un moldeado que comprende un núcleo y una capa exterior mediante la utilización de un aparato de moldeado por compresión que tiene un punzón superior y un punzón inferior los cuales están instalados en la dirección vertical de una matriz,
ambos el punzón superior y el punzón inferior estando provistos de una estructura doble que comprende un punzón central y un punzón exterior que rodea la periferia exterior del punzón central y que son deslizantes y capaces de una operación de compresión y mediante la utilización de gránulo en polvo como material de moldeado; el procedimiento comprendiendo:
una etapa de suministrar el núcleo de suministro del material de moldeado para el núcleo (NP) en el interior de un espacio (302A, 402A) definido por encima del punzón central inferior (5A) y rodeado por el punzón exterior inferior (5B);
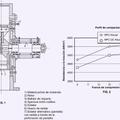
una etapa de moldeado del núcleo de moldeado - compresión del material de moldeado para el núcleo (NP) suministrado en la etapa anterior;
una etapa de suministrar una capa exterior de suministro del material de moldeado para la capa exterior (OP2) en el interior de un espacio (303A, 403A) definido por encima y alrededor del moldeado del núcleo en la matriz (3) moldeado en la etapa anterior; y
una etapa de moldeado completo de moldeado - compresión del moldeado del núcleo y del material de moldeado para la capa exterior (OP2) con las puntas (7B, 7A) del punzón exterior inferior (5B) y el punzón central inferior (5A) alineadas una con la otra,
caracterizado por que
una etapa de suministrar una capa exterior de suministro del material de moldeado para la capa exterior (OP1) en el interior de un espacio (201A) definido por encima del punzón central inferior (5A) y rodeado por el punzón exterior inferior (5B) no se realiza antes de la etapa de suministrar el núcleo, la etapa de suministrar la capa exterior de suministro del material de moldeado para la capa exterior (OP2) en el interior de un espacio (303A, 403A) definido por encima y alrededor del moldeado del núcleo en la matriz (3) se realiza hasta que una punta (7A) del punzón central inferior (5A) adopta una posición sobresaliendo desde una punta (7B) del punzón exterior inferior (5B) y después de la etapa de suministrar la capa exterior y la subsiguiente etapa de moldeado del núcleo, se realiza una de las siguientes acciones, permitiendo de ese modo que el material de moldeado para la capa exterior (OP2) sea conducido para rellenar un espacio (304) entre el moldeado del núcleo y el punzón central inferior (5A):
el punzón exterior inferior (5B) se eleva para alinear la punta (7B) del mismo con la punta (7A) del punzón central inferior (5A) desde la posición en la cual la punta (7A) del punzón central inferior (5A) sobresale desde la punta (7B) del punzón exterior inferior (5B), en el que un proceso de presionado del material de moldeado en la matriz (3) por el punzón central superior (4A) y el punzón exterior superior (4B) no se realiza hasta que las puntas (7B, 7A) del punzón exterior inferior (5B) y el punzón central inferior (5A) están alineadas una con la otra;
el punzón central inferior (5A) es descendido para alinear la punta (7A) del mismo con la punta (7B) del punzón exterior inferior (5B) desde la posición en la cual la punta (7A) del punzón central inferior (5A) sobresale desde la punta (7B) del punzón exterior inferior (5B), en el que un proceso de presionado del material de moldeado en la matriz (3) por el punzón central superior (4A) y el punzón exterior superior (4B) se realiza con la punta (7A) del punzón central inferior (5A) en la posición sobresaliendo desde la punta (7B) del punzón exterior inferior (5B); y
el punzón central inferior (5A) es descendido mientras el punzón exterior inferior (5B) es elevado para alinear las puntas (7B, 7A) del punzón exterior inferior (5B) y el punzón central inferior (5A) una con la otra desde la posición en la cual la punta (7A) del punzón central inferior (5A) sobresale desde la punta (7B) del punzón exterior inferior (5B), en el que la operación de la alineación de las puntas (7B, 7A) del punzón exterior inferior (5B) y el punzón central inferior (5A) una con la otra se realiza con el punzón central superior (4A) y el punzón exterior superior (4B) presionando el material de moldeado en la matriz (3).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2004/016759.
Solicitante: SANWA KAGAKU KENKYUSHO CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 35, HIGASHI SOTOBORI-CHO, HIGASHI-KU NAGOYA-SHI, AICHI 461-8631 JAPON.
Inventor/es: OZEKI,Yuichi, HARADA,KENJI, IZUMI,KENTARO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61J3/10 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › A61J 3/00 Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes). › en forma de tabletas comprimidas (prensas para tabletas B30B 11/00).
- B30B11/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 11/00 Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00). › para recubrir objetos, p. ej. pastillas.
PDF original: ES-2618781_T3.pdf
Patentes similares o relacionadas:
Prensa rotatoria con sellos, con al menos dos puntas de sello a alturas escalonadas, para realizar múltiples procesos de prensado durante una rotación, del 17 de Julio de 2019, de KORSCH AG: Una prensa rotatoria para realizar al menos dos operaciones de prensado durante una rotación de la prensa rotatoria, incluyendo dicha prensa rotatoria un rotor , una […]
 Composición polimérica revestida de sílice coprocesada, del 26 de Junio de 2019, de Hercules LLC: Un proceso continuo para preparar un excipiente coprocesado que comprende las etapas de:
i. desaglomerar el agente de coprocesamiento usando una cizalla en […]
Composición polimérica revestida de sílice coprocesada, del 26 de Junio de 2019, de Hercules LLC: Un proceso continuo para preparar un excipiente coprocesado que comprende las etapas de:
i. desaglomerar el agente de coprocesamiento usando una cizalla en […]
 Composición de polímero revestida con sílice co-procesada, del 26 de Junio de 2019, de Hercules LLC: Un proceso continuo para preparar un excipiente co-procesado que comprende las etapas de:
i. desaglomerar un agente de co-procesamiento utilizando cizallamiento en una magnitud […]
Composición de polímero revestida con sílice co-procesada, del 26 de Junio de 2019, de Hercules LLC: Un proceso continuo para preparar un excipiente co-procesado que comprende las etapas de:
i. desaglomerar un agente de co-procesamiento utilizando cizallamiento en una magnitud […]
Proceso para el secado de BIBW2992, de sus sales y de formulaciones farmacéuticas sólidas que comprenden este ingrediente activo, del 3 de Abril de 2019, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Un proceso para el secado de comprimidos no recubiertos o recubiertos con película, que comprenden 4-[(3-cloro- 4-fluorofenil)amino]-6-{[4-(N,N-dimetilamino)-1-oxo-2-buten-1-il]amino}-7-((S)-tetrahidrofuran-3-iloxi)-quinazolina […]
Proceso y aparato para producir gránulos, del 19 de Diciembre de 2018, de Atacama Labs Oy: Un procedimiento para producir gránulos a partir de polvo, caracterizado porque se aplica fuerza de compactación baja al polvo para producir una masa compactada que comprende […]
Dextrosa comprimible directamente, del 16 de Octubre de 2018, de CARGILL INCORPORATED: Un procedimiento de granulación en seco para preparar una composición de dextrosa comprimible directamente, que comprende: proporcionar una composición […]
Forma farmacéutica con perfil de liberación de orden cero fabricada por impresión tridimensional, del 3 de Enero de 2018, de MASSACHUSETTS INSTITUTE OF TECHNOLOGY: Un comprimido de liberación controlada fabricado por impresión tridimensional, que comprende: una región más interior impresa tridimensionalmente , y […]
Dispositivo y procedimiento para insertar películas en prensas para comprimidos, del 17 de Mayo de 2017, de KORSCH AG: Procedimiento para transferir, para insertar y para posicionar películas, que se emplean como núcleo para un comprimido de núcleo revestido, en matrices […]