Máquina de colada entre cintas sin fin de longitud de contacto ajustable con desbaste plano de metal colado.
Un procedimiento de colada continua de un desbaste plano de metal en forma de banda directamente de un metal fundido,
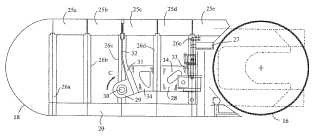
en el cual el metal fundido es confinado y solidificado dentro de una cavidad (12) de colada orientada para la colada horizontal del desbaste plano, estando la cavidad definida verticalmente por unas cintas sin fin de colada en desplazamiento superior (10) e inferior (11) flexibles, sin fin, enfriadas por líquido (25), rígidamente soportadas por unos respectivos mecanismos de soporte (25) de las cintas sin fin superior e inferior, caracterizado porque una zona de colada fija corriente arriba está dispuesta dentro de la cavidad de colada, en la cual los mecanismos de soporte confinan las cintas sin fin en trayectorias corriente arriba fijas, y una zona de colada corriente abajo está dispuesta dentro de la cavidad de colada en la cual el mecanismo de soporte de una de las cintas sin fin conduce la cintas sin fin mediante unos bloques de soporte (26) montados sobre un montaje inclinable (28) que puede ser inclinado alrededor de un punto de basculación (30) dentro de una sección intermedia de la cavidad de colada entre su zona de colada corriente arriba y zona de colada corriente abajo, por medio de lo cual son móviles para ajustar la trayectoria de dicha al menos una de las cintas sin fin dentro de dicha zona corriente abajo entre una posición alineada con la trayectoria fija corriente arriba de dicha al menos una cintas sin fin y una posición desalineada con dicha trayectoria fija corriente arriba, y, dependiendo de la composición del metal que está siendo colado y de la temperatura de salida requerida, el mecanismo de soporte corriente abajo de dicha al menos una cintas sin fin y por medio de lo cual la trayectoria de la cintas sin fin corriente abajo se ajusta de tal manera que las cintas sin fin se separan del desbaste plano colado en un punto predeterminado dentro de la cavidad de colada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2007/000412.
Solicitante: NOVELIS, INC..
Nacionalidad solicitante: Canadá.
Dirección: 191 EVANS AVENUE TORONTO, ON M8Z 1J5 CANADA.
Inventor/es: FITZSIMON, JOHN, DESROSIERS, RONALD, ROGER, GALLERNEAULT, WILLARD, MARK, TRUMAN, GATENBY, KEVIN MICHAEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › en moldes de paredes que se desplazan, p. ej. entre rodillos, placas, correas, orugas (B22D 11/07 tiene prioridad).
- B22D11/124 B22D 11/00 […] › para su enfriamiento.
- B22D21/04 B22D […] › B22D 21/00 Colada de metales no férreos o de compuestos metálicos, en la medida en que sus propiedades metalúrgicas afectan al procedimiento de colada (equipos para la colada en vacío B22D 18/00 ); Utilización de composiciones apropiadas. › Colada de aluminio o magnesio.
PDF original: ES-2378703_T3.pdf
Fragmento de la descripción:
Máquina de colada entre cintas sin fin de longitud de contacto ajustable con desbaste plano de metal colado Campo técnico La presente invención se refiere a un procedimiento y a un aparato para la colada continua entre cintas sin fin de bandas de metal y, concretamente, a la colada de bandas de metal con unas cintas sin fin gemelas a partir de una pluralidad de metales fundidos que exigen unos condicionamientos y unas características de enfriamiento diferentes.
El documento EP-A-8901 y el documento US-A-4193440 divulgan las características distintivas técnicas de las respectivas partes precaracterizadoras de las reivindicaciones independientes expuestas infra.
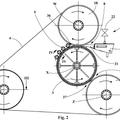
Técnica antecedente La colada entre cintas sin fin gemelas de bandas metálicas típicamente implica el uso de un par entre cintas sin fin sin fin, generalmente fabricadas en bandas de acero, flexible, resiliente o elementos similares, las cuales son arrastradas sobre unos rodillos apropiados y otros medios que definen una trayectoria, para que se desplacen conjuntamente a lo largo de los lados opuestos de un espacio estrecho alargado, típicamente en pendiente hacia abajo o en horizontal, el cual forma una cavidad de colada. El metal fundido es introducido entre las cintas sin fin en las inmediaciones del extremo de entrada corriente arriba de la cavidad de colada y el metal descargado como una banda o solidificada por el extremo de salida corriente abajo de la cavidad.
Un ejemplo de un sistema de colada entre cintas sin fin gemelas puede encontrarse en la Patente estadounidense de Rochester et al. 3, 163, 896, concedida el 5 de enero de 1965. Esta Patente describe una máquina de colada en la cual se hace circular cada cintas sin fin, por su parte, alrededor de un rodillo de tensión, de un rodillo de guía, de al menos un par de rodillos de conformación y de un rodillo mecánico. Las cintas sin fin son mantenidas en posición para formar una cavidad de colada mediante los rodillos de guía y los rodillos de conformación, de tal manera que la cavidad, después del último rodillo de conformación diverge antes de desembocar en los rodillos mecánicos.
Los rodillos de conformación en combinación con los rodillos de guía, presionan contra los lados opuestos de las cintas sin fin a lo largo de la zona de enfriamiento y solidificación, y sirven para mantener (de manera ajustable si se desea, la distancia seleccionada, predeterminada, entre las cintas sin fin, dependiendo del grosor deseado de la banda de colada resultante.
En la Patente estadounidense 3, 167, 830 de Hazelett, concedida el 2 de febrero de 1965, se describe un aparato de colada entre cintas sin fin gemelas en el cual los montajes de las cintas sin fin superior e inferior pueden ser desplazados uno con respecto a otro para determinar la longitud / posición de la cavidad total. Esto se utiliza para ajustarse de modo flexible al tipo de operación, por ejemplo de depósito de material versus alimentación directa por toberas, y al grosor. La flexibilidad no afecta a la longitud efectiva de la cavidad cuando se mide como la longitud total en la cual la cinta sin fin contacta efectivamente y confina el desbaste plano.
La Patente estadounidense 4, 367, 783 de Wood et al., concedida el 11 de enero de 1983, describe otro sistema de colada entre cintas sin fin s gemelas en el cual se utilizan unas pilas piezoeléctricas para medir la presión aplicada a un desbaste plano de metal de encogimiento y los resultados son utilizados entonces para aplicar un ahusamiento corrector a la cavidad. Este ajuste del ahusamiento no afecta a la longitud de la cavidad.
Otro diseño más se describe en el documento WO 37/18049 de Braun et al. publicado el 22 de mayo de 1997. Este documento describe un fundidor en bloque el cual puede ser adaptado para que incorpore un revestimiento tipo entre cintas sin fin y, de esta manera, se comporte como un fundidor entre cintas sin fin soportado por una serie de bloques conectados. El ahusamiento de la cavidad puede ser ajustado para satisfacer diversos requerimientos metalúrgicos, pero no existe ninguna descripción de un sistema para modificar la longitud de contacto con el desbaste plano colado.
El documento JP 62 077159 divulga una colada vertical entre dos cintas sin fin de colada dispuestas entre con unos tampones de enfriamiento flexibles.
El documento JP 62 024845 divulga una máquina entre cintas sin fin flexibles para una colada de compresión horizontal de un desbaste plano de metal continuo. Se aplica una presión hidráulica sobre el soporte de la cintas sin fin superior para romper la coquilla solidificada mediante la reducción del calibre del desbaste plano en la sección corriente abajo del aparato de colada entre cintas sin fin.
Las diferentes variantes, por ejemplo aleaciones de cinta metálica versus aleaciones para los extremos de latas o para automóviles, presentan unas exigencias de flujo de calor considerablemente diferentes, esto es, requieren unas tasas de extracción de calor muy diferentes para asegurar que se detenga una cavidad satisfactoria del desbaste plano colado. Como resultado de ello, un aparato de colada diseñado para aleaciones de cinta metálica coladas, que requieran una extracción de calor relativamente baja, tendrá una cavidad relativamente larga. Y el mismo aparato de colada se utiliza con un flujo de calor elevado apropiado para aleaciones de elementos terminales de lacas o similares, la cantidad de enfriamiento de los desbastes planos que se produce a lo largo de la cavidad es demasiado alta y la temperatura de salida del desbaste plano es demasiado baja para un tratamiento posterior (por ejemplo el laminado) . Si la convergencia global de la cavidad se disminuye para compensar, la calidad de la superficie del desbaste plano se deteriora. De esta manera, existe la necesidad de un aparato de colada con dos cintas sin fin que, respecto de una amplia gama de aleaciones de aluminio, pueda operar a un ritmo de producción esencialmente constante y que asegure al mismo tiempo que el desbaste plano colado que sale del aparato de colada tenga una temperatura que se mantenga dentro de un nivel predeterminado de la temperatura apropiado para su laminación posterior para obtener un producto de hoja metálica deseado.
Divulgación de la invención La invención se define en las reivindicaciones independientes expuestas infra. Las reivindicaciones dependientes se refieren a características distintivas opcionales y a formas de realización preferentes.
Una forma de realización ejemplar de la presente invención se refiere a un sistema de colada entre cintas sin fin gemelas para la colada continua de un desbaste plano de metal en forma de banda directamente a partir del metal fundido en el cual el metal fundido queda confinado y solidificado dentro de una cavidad de colada definida por unas cintas sin fin de colada en desplazamiento superior e inferior enfriadas, sin fin, flexibles, soportadas por unos respectivos mecanismos superior e inferior de soporte de las cintas sin fin . En dicha forma de realización, la porción de las cintas sin fin de colada en contacto directo con el desbaste plano colado puede ser modificada mecánicamente por dentro de la cavidad de colada para asegurar que la temperatura de salida del desbaste plano se sitúe dentro de un margen predeterminado deseado, y que al mismo tiempo las características de la calidad de colada (por ejemplo, la convergencia) puedan ser mantenidas lo suficientemente altas en el extremo corriente arriba para asegurar que se consiga en todas las aleaciones una calidad satisfactoria de los desbastes planos. Esto se consigue de acuerdo con la forma de realización ejemplar mediante la provisión de unos mecanismos de soporte para las cintas sin fin que permiten su ajuste en una posición, en la cual la cavidad es paralela o convergente de manera uniforme y las cintas sin fin están en contacto con los desbastes planos sustancialmente a lo largo de su entera extensión, y una o más posiciones distintas en las cuales la cavidad está adaptada para cambiar desde una pendiente paralela o convergente o hasta una pendiente diferente, por ejemplo, hasta un ángulo menos convergente o divergente, en una zona intermedia de la cavidad, suficiente para romper el contacto entre las cintas sin fin y el desbaste plano colado . Las secciones de pendiente diferentes pueden incluir unas cintas sin fin en unas trayectorias paralelas o divergentes. Mediante dicha disposición, la primera sección de la cintas sin fin permanece en contacto con el desbaste plano a lo largo de su entera extensión, mientras que la sección de pendiente diferente (por ejemplo la sección... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de colada continua de un desbaste plano de metal en forma de banda directamente de un metal fundido, en el cual el metal fundido es confinado y solidificado dentro de una cavidad (12) de colada orientada para la colada horizontal del desbaste plano, estando la cavidad definida verticalmente por unas cintas sin fin de colada en desplazamiento superior (10) e inferior (11) flexibles, sin fin, enfriadas por líquido (25) , rígidamente soportadas por unos respectivos mecanismos de soporte (25) de las cintas sin fin superior e inferior, caracterizado porque una zona de colada fija corriente arriba está dispuesta dentro de la cavidad de colada, en la cual los mecanismos de soporte confinan las cintas sin fin en trayectorias corriente arriba fijas, y una zona de colada corriente abajo está dispuesta dentro de la cavidad de colada en la cual el mecanismo de soporte de una de las cintas sin fin conduce la cintas sin fin mediante unos bloques de soporte (26) montados sobre un montaje inclinable (28) que puede ser inclinado alrededor de un punto de basculación (30) dentro de una sección intermedia de la cavidad de colada entre su zona de colada corriente arriba y zona de colada corriente abajo, por medio de lo cual son móviles para ajustar la trayectoria de dicha al menos una de las cintas sin fin dentro de dicha zona corriente abajo entre una posición alineada con la trayectoria fija corriente arriba de dicha al menos una cintas sin fin y una posición desalineada con dicha trayectoria fija corriente arriba, y, dependiendo de la composición del metal que está siendo colado y de la temperatura de salida requerida, el mecanismo de soporte corriente abajo de dicha al menos una cintas sin fin y por medio de lo cual la trayectoria de la cintas sin fin corriente abajo se ajusta de tal manera que las cintas sin fin se separan del desbaste plano colado en un punto predeterminado dentro de la cavidad de colada.
2. Un procedimiento de acuerdo con la reivindicación 1, en el que la zona de la cavidad de colada corriente abajo ajustable es fijada en una posición predeterminada al principio de la colada.
3. Un procedimiento de acuerdo con las reivindicaciones 1 o 2, en el que el metal que está siendo colado es una aleación de aluminio.
4. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en el que la zona de la cavidad de colada fija corriente arriba presenta una convergencia entre cintas sin fin que oscila entre un 0 , 015% y un 0, 025% y la zona de la cavidad de colada ajustable corriente abajo es ajustable entre una posición que proporciona a las cintas sin fin la misma convergencia que dicha zona corriente abajo fija, y una posición que proporciona una convergencia inferior o una divergencia de hasta un 1%.
5. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 4, en el que los mecanismos de soporte comprenden unos tampones de enfriamiento (25) .
6. Un aparato para la colada continua de un desbaste plano de metal en forma de banda que comprende un par entre cintas sin fin s móviles superior (10) e inferior (11) , flexibles, sin fin, enfriadas por líquido (25) , que definen entre ellas una cavidad (12) de colada orientada para una colada de placa horizontal, siendo dichas cintas sin fin rígidamente soportadas por unos respectivos mecanismos de soporte (25) de las cintas sin fin superior (19) e inferior (20) , unos medios para la alimentación de metal fundido dentro de un extremo corriente arriba de la cavidad de colada y unos medios para retirar un desbaste plano colado de un extremo corriente abajo de la cavidad de colada; caracterizado porque la cavidad de colada incluye una zona de colada fija corriente arriba, en la cual los mecanismo de soporte y las cintas sin fin quedan constreñidas a desplazarse en trayectorias fijas, y una zona de la cavidad de colada corriente abajo en la que el mecanismo de soporte de al menos una de las cintas sin fin , en la cual la cintas sin fin es conducida por los bloques de soporte (26) montados sobre un montaje inclinable (28) , que puede ser inclinado alrededor de un punto de basculación (30) en una sección intermedia de la cavidad de colada entre su zona de colada corriente arriba y su zona de colada corriente abajo, por medio de lo cual el mecanismo de soporte ajustable y la cintas sin fin pueden ser inclinados hasta un ángulo de trayectoria seleccionado con respecto a la trayectoria fija, por medio de lo cual pueden ser ajustados para proporcionar a dicha al menos una cintas sin fin una trayectoria corriente abajo que sea variable entre su alineación con la trayectoria corriente arriba fija de al menos una cintas sin fin y la desalineacion con dicha trayectoria corriente arriba fija para permitir que dicha placa no pueda contactar con dicha cintas sin fin dentro de al menos parte de dicha zona de colada corriente abajo, y unos medios (33) para desplazar el mecanismo de soporte ajustable de dicha al menos una cintas sin fin para modificar dicha trayectoria corriente abajo.
7. Un aparato de acuerdo con la reivindicación 6, en el que los medios para desplazar el mecanismo de soporte ajustable de dicha al menos una cintas sin fin comprenden unos medios seleccionados entre cilindros hidráulicos, cuñas ahusadas y gatos roscados.
8. Un aparato de acuerdo con las reivindicaciones 6 o 7, en el que los mecanismos de soporte son unos tampones de enfriamiento (25) .
9. Un aparato de acuerdo con la reivindicación 8, en el que los tampones de enfriamiento presentan unas toberas de enfriamiento hexagonales sobre las superficies encaradas hacia dichas cintas sin fin de enfriamiento, y dichas toberas se extienden sobre los espacios libres existentes entre los tampones de enfriamiento en una configuración al tresbolillo.
10. Un aparato de acuerdo con una cualquiera de las reivindicaciones 6 a 9, en el que la zona de la cavidad de colada fija corriente abajo presenta una convergencia que oscila entre un 0, 015% y un 0, 025%, y la zona de la cavidad de colada ajustable corriente abajo es ajustable entre unas posiciones que proporcionan la misma convergencia que dicha zona fija y una divergencia de hasta un 1%.
Patentes similares o relacionadas:
Boquilla de inmersión, del 15 de Julio de 2020, de KROSAKIHARIMA CORPORATION: Una boquilla de inmersión, en la que la boquilla de inmersión tiene una forma plana en la que el ancho Wn de un orificio interior es mayor que un grosor […]
Máquina continua de colada de tiras de plomo y boquilla, del 13 de Mayo de 2020, de WIRTZ MANUFACTURING CO., INC: Una máquina de colada de tiras de plomo para rejillas de placa de batería, comprendiendo la máquina de colada: una bomba que tiene una entrada para recibir plomo […]
Procedimiento de fabricación de chapas de acero austenítico de hierro-carbono-manganeso de muy altas características de resistencia y excelente homogeneidad, del 15 de Abril de 2020, de Arcelormittal: Chapa laminada en caliente de acero austenítico de hierro-carbono-manganeso cuya resistencia es superior a 1200 MPa, cuyo producto P (resistencia […]
Cinta de aleación amorfa ferromagnética con salientes superficiales reducidos, método de colado y aplicación de los mismos, del 1 de Abril de 2020, de METGLAS, INC.: Una cinta de aleación amorfa ferromagnética, que comprende: una aleación que tiene una composición representada por FeaSibBcCd, donde 80,5 ≤ […]
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia, del 25 de Marzo de 2020, de MiTek Holdings, Inc: Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión […]
Sistema y procedimiento para colada continua, del 25 de Diciembre de 2019, de HAZELETT STRIP-CASTING CORPORATION: Aparato de colada continua para colar una banda metálica, que comprende: una primera correa soportada por una primera polea aguas arriba […]
 Máquina para la formación continua de una tira de plomo, del 30 de Octubre de 2019, de SOVEMA GROUP S.p.A: Máquina para la formación continua de una tira de plomo, que comprende:
- una estructura de soporte destinada a apoyarse sobre el suelo;
- por lo menos un rodillo […]
Máquina para la formación continua de una tira de plomo, del 30 de Octubre de 2019, de SOVEMA GROUP S.p.A: Máquina para la formación continua de una tira de plomo, que comprende:
- una estructura de soporte destinada a apoyarse sobre el suelo;
- por lo menos un rodillo […]
Fundición de una banda de acero, del 27 de Mayo de 2019, de NUCOR CORPORATION: Un procedimiento de fundición de una banda de acero que comprende: introducir acero ordinario al carbono fundido sobre las superficies de fundición […]